

Виды блоков, упаковка
Номенклатура продукции выпускаемой на заводах hess aac
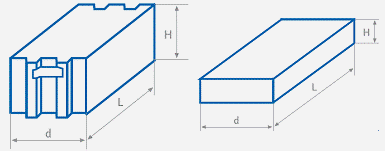
Виды и размеры блоков из автоклавного газобетона
Размеры
Длина (L): до 625 мм Высота (H): 200 — 400 мм Ширина (W): 50 — 400 мм
Блоки упаковываются на деревянных поддонах (типа Евро-поддон размером 1.500×1.000 мм) в соответствии с таблицей ниже:
|
НАЗВАНИЕ ТАБЛИЦЫ | ||
|
кол-во блоков * ширина блока= длина упаковки, (мм) |
кол-во блоков * высота блока= длина упаковки, (мм) |
кол-во блоков * длина блока= длина упаковки, (мм) |
|
|
|
|
|
| ||
|
20×75 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
15×100 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
12×125 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
10×150 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
7×200 + 1×100 = 1500* |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
6×250 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
5×300 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
|
4×375 = 1500 |
4×250 or 5×200 = 1000 |
2×600 = 1200 |
|
| ||
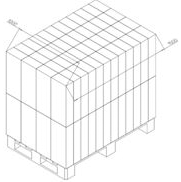
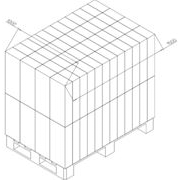
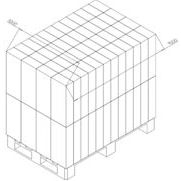
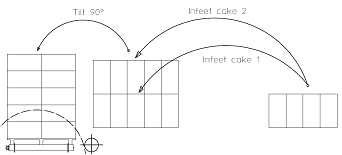
В случае упаковки на поддоны размером 1.200×1.000 мм требуется кантование двух друг над другом горизонтально лежащих массивов на 90° прямо на цепочку поддонов посредством специального стола кантования.
Рис. Схема кантования массивов на поддоны
![]()
Виды и размеры армированных панелей из автоклавного газобетона (элементы)
Типы:
Армированные газобетонные панели перекрытия
Армированные газобетонные стеновые панели
Армированные газобетонные кровельные панели
Армированные газобетонные ненесущие стеновые элементы для внутренних стен
Армированные газобетонные перемычки
Размеры:
Длина (L) : 1.000- 6.000 мм Высота (H) : 100 — 400 мм Ширина (W) : 600 мм

Панели и перемычки обычно разгружаются вилочными погрузчиками с линии разгрузки/упаковки и транспортируются на склад. Упаковка осуществляется в ручном или полуавтоматическом режиме.
Материалы и ресурсы требуемые для производства 1куб.м. автоклавного газобетона
ВНИМАНИЕ! Новая эксклюзивная услуга – производство образцов блоков из ваших материалов. Отныне мы не только делаем экспертизу материалов, из которых будет производиться автоклавный газобетон, но и производим образцы блоков на нашем заводе производства фирмы Хесс.
На этой странице приведено количество исходных материалов и ресурсов (электричество, пар и т.п.) нужных для производства 1 куб.м. газобетона. Также приведены требования к материалам. Эти данные очень важны, т.к. не на каждой производственной площадке можно выполнить все условия, необходимые для производства газобетона.
Также рекомендуем прочитать: 1. Схема завода газобетона2.Технология производства автоклавного газобетона3.Производственный процесс завода газобетона
Для производства автоклавного газобетона используется кварцевый песок (альтернативно зола ТЭС, содержащая SiO2), а также такие вяжущие материалы как цемент, известь, гипс или ангидрит, алюминий в качестве газообразователя в виде порошка или пасты и вода. При производстве армированных изделий дополнительно требуется окись магния, арматурная сталь и антикоррозионное покрытие стали.
В современной лаборатории компании HESS AAC в г. Энсхеде (Нидерланды) проводится анализ сырьевых компонентов покупателя, производится газобетон в лабораторных условиях и разрабатываются оптимальные рецептуры. Лаборатория и опытные технологи фирмы также оказывают поддержку во время эксплуатации линии.
|
|
|
|
Рис. № 02 Лаборатория, Автоклав |
Рис. № 03 Лаборатория, Сито |


В нижеуказанных таблицах приведены стандартные требования к основным сырьевым материалам.
|
Кварцевый песок |
| |||
|
SiO2 |
85 % от веса | |||
|
Fe2O3 |
3 % от веса | |||
|
Al2O3 |
7 % от веса | |||
|
CaO |
10 % от веса | |||
|
МgO |
3 % от веса | |||
|
SO3 |
1 % от веса | |||
|
Na2O |
2 % от веса | |||
|
Потеря веса при прокаливании |
10 % от веса | |||
|
Остаток на сите 0,063 мм |
2 % | |||
|
|
| |||
|
Зола ТЭС (альтернативно песку) |
| |||
|
Влажность |
|
| ||
|
Потери при прокаливании |
7.0 % |
1.0 М-% | ||
|
Содержание SiO2 |
50.0 % |
2.5 М-% | ||
|
Пуццолановая активность |
|
| ||
|
Активность SiO2 |
25.0 % |
| ||
|
SiO2 (Fe2O3+Al2O3) |
3.0 % |
| ||
|
Fe2O3 |
18.0 % |
| ||
|
Al2O3 |
35.0 % |
| ||
|
CaO |
7.0 % |
1.0 % | ||
|
Na2O |
1.5 % |
0.3 % | ||
|
SO3 |
2.0 % |
0.3 % | ||
|
Остатки на сите 200 мкр |
8.0 % |
1.0 % | ||
|
Остатки на сите 63 мкр |
25.0 % |
2.5 % | ||
|
Удельная поверхность |
200 – 500 м²/кг |
| ||
|
Насыпная плотность |
600 – 1000 кг/м³ |
100 кг/м³ | ||
|
Водопотребность |
40.0 % |
5.0 % | ||
|
Радиоактивность 226 Ra |
150 Bq/кг |
| ||
|
Зольная пульпа |
|
| ||
|
Плотность |
1,5 кг/дм³ |
| ||
|
Содержание твердого вещества |
> 55 М-% |
| ||
|
|
| |||
|
Молотая негашеная известь |
| |||
|
CaO |
75 % от веса | |||
|
МgO |
2.0 % от веса | |||
|
CO |
4.0 % от веса | |||
|
SO3 |
1.0 % от веса | |||
|
Потеря веса при прокаливании |
5.0 % от веса | |||
|
Проход через сито 100 µм |
95 % | |||
|
Типическая химическая активность: |
| |||
|
2 минут: |
35°C. ± 4°C до 45°C ± 3°C | |||
|
5 минут: |
45°C. ± 3°C до 50°C ± 2°C | |||
|
10 минут: |
60°C. ± 3°C до 67°C ± 2°C | |||
|
20 минут: |
66°C. ± 2°C до 72°C ± 2°C | |||
|
30 минут: |
69°C .± 2°C до 73°C ± 2°C | |||
|
40 минут: |
70°C. ± 2°C до 74°C ± 2°C | |||
|
(Проверяемое условие: 600 см3 дистиллированной воды при 20°C ± 0.5°C и 150 г ± 0.1г негашеной извести). | ||||
|
|
| |||
|
Портландцемент 45 Н/ мм² |
| |||
|
Мелкозернистость (по Блайну) |
3,500 – 4,000 см²/г | |||
|
Время схватывания |
Начальное 160 – 260 минут | |||
|
|
Окончательное макс. 300 минут | |||
|
Прочность на сжатие образца |
3 дней 20-25 Н/мм² | |||
|
в форме куба: |
7 дней 30-35 Н/мм² | |||
|
|
28 дней 40-45 Н/мм² | |||
|
Щелочность |
0.4 – 0.8% | |||
|
Гипс, гипсовый камень или ангидрит |
| |||
|
CaSO4 |
80 % от веса | |||
|
МgO |
2 % от веса | |||
|
Окись магния |
| |||
|
МgO |
85.0 % от веса |
1.0 % | ||
|
CaO |
2.0 % от веса |
2.0 М-% | ||
|
Объемная плотность |
900 кг/м³ |
100 кг/м³ | ||
|
Температура обжига |
900 – 1100°C |
—- | ||
|
Алюминиевый порошок |
| |||
|
Содержание активного металла |
90 – 95% | |||
|
Макс. надситный материал 45 µ |
20 – 50 % | |||
|
Средний размер зерна |
20 – 45 мµ | |||
|
Удельная площадь поверхности по Блайну |
10,000 – 20,000 см²/г | |||
|
Жирные кислоты |
макс. 1.5 | |||
|
Алюминиевая паста |
| |||
|
Содержание твердого вещества |
70 % ± 2% | |||
|
Содержание активного металла |
92 % | |||
|
Стальная арматура для панели | ||||
|
Марка стали |
BSt 500 G (подобно ДIN 488) | |||
|
Сталь не должна иметь следов масла, смазки и ржавчины. | ||||
|
Предел текучести |
Прочность на растяжение |
Относительное удлинение | |||
|
Номинальное значение * |
Рекоменд. среднее значение |
Номинальное значение * |
Рекоменд. среднее значение |
Номинальное значение * |
Рекоменд. среднее значение |
|
Н/мм² |
Н/мм² |
Н/мм² |
Н/мм² |
% |
% |
|
500 |
550 |
550 |
600 |
8 |
9 |
* 5 % ломкости
Прочность места сварки FS:
As = Поперечное сечение продольной стержневой арматуры [мм²]
ßs = Предел текучести – номинальное значение [Н/мм²]
|
Противокоррозионное покрытие арматуры | |
|
|
Средства на водной основе |
|
Производственная вода | |
|
Показатель концентрации водородных ионов (pH) |
между 6,5 и 7,5 |
|
Содержание хлорида |
меньше чем 450 мг/литр |
|
Содержание сульфата |
меньше чем 150 мг/литр |
|
Жесткость |
меньше чем 18 дH |
|
Вода должна быть фильтрованная, т.е. без твердых частей. | |
|
Расчетная температура сырья | |
|
Песчаный раствор |
35° C макс. |
|
Известь |
20° C макс. |
|
Цемент |
20° C макс. |
|
Ангидрит |
20° C макс. |
|
Производственная вода, холодная |
около 15° C |
|
Производственная вода, горячая |
около 90° C |
|
Потребление сырья | |||
|
Сырье для объемной массы в сухом состоянии |
400 кг/ м3 |
500 кг/ м3 |
600 кг/ м3 |
|
|
|
|
|
|
Песок |
210 кг |
292 кг |
352 кг |
|
Известь |
50 кг |
62 кг |
98 кг |
|
Цемент |
99 кг |
99 кг |
99 кг |
|
Ангидрит |
14 кг |
18 кг |
21 кг |
|
Вода (в целом) |
318 кг |
382 кг |
442 кг |
|
Алюминий (порошок) |
0,55 кг |
0,46 кг |
0,39 кг |
|
Общее количество сухого вещества |
373 кг |
471 кг |
570 кг |
|
Общее потребление для производства одного кубометра газобетона | |
|
Потребление электроэнергии |
примерно 18- 21 кВч |
|
Потребление пара (180° C, 12 бар) |
160кг |
|
Потребление природного газа (в зависимости от котельной и наличия упаковки в термоусадочную плёнку) |
примерно 11 – 14 м³ |
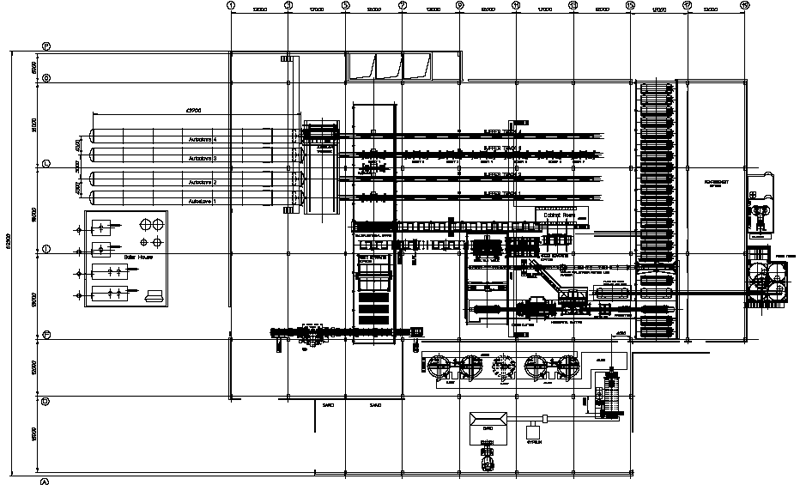
План завода газобетона
Ниже приведен ориентировочный план завода газобетона. С его помощью можно оценить требуемые производственные площади и их расположение на местности. При заключении контракта на поставку завода предоставляются полные и подробные планы всех помещений и необходимых фундаментов под оборудование.
Специалисты завода Строй-Бетон всегда готовы ответить на любые вопросы по строительству и функционированию заводов газобетона.
Новинка!Специалистами фирмы Hess (Германия) разработаны новые планы зданий с учетом Российских стандартов. Учтено множество нюансов, включая то, что расстояние между опорными балками должно быть 12 метров. Скачать новые планы можно по ссылкам ниже.
Также рекомендуем прочитать: 1. Технология производства автоклавного газобетона2.Расходные материалы и ресурсы для производства газобетона3.Производственный процесс завода газобетона
Скачать план завода газобетона, производительность 450-900 куб.м. блоков в день
Скачать план завода газобетона, производительность 900-1550 куб.м. блоков в день
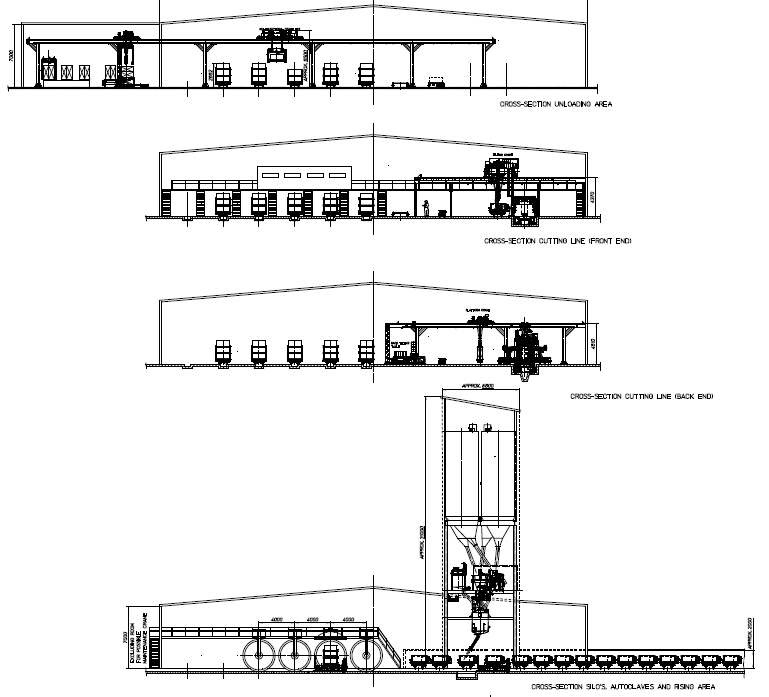
Скачать план завода газобетона в поперечном сечении (высота помещений)
План завода газобетона
Поперечное сечение
завода
Технология производства автоклавного газобетона
Также рекомендуем прочитать: 1. Схема завода газобетона2.Расходные материалы и ресурсы для производства газобетона3.Производственный процесс завода газобетона
Классификация
Газобетон (автоклавного твердения) является объемным, пористым строительным материалом плотностью от 350 до 800 кг/м³ и входит в группу «ячейстых бетонов». Не смотря на название, «Газобетон» не является «бетоном» согласно его спецификации. Газобетон не содержит зернистых заполнителей, таких как песок или гравийный песок, и потому не имеет зернистой структуры. Размолотый кварцевой песок (песочный шлам), который используется в качестве исходного сырья, является составной частью, принимающей участие в химической реакции.
После автоклавирования (твердение под действием насыщенного пара) готовый продукт приобретает кристаллическую структуру (фазу), которая соответствует минералу «тобермориту», состоящего из остатков кварцевого песка, который не вступил в химическую реакцию, из небольшого количества Ангидрида и материала из других фаз (прежде всего фазы C-S-H(I)). Цемент и известь в идеале полностью преобразовываются.
Пористость
Поры в газобетоне делятся по размеру на две группы. Первая группа – это макропоры, диаметром более 100 µм, которые образовались в процессе вспучивание раствора. Поры, расположеные в твёрдых частицах газобетона, сравнительно небольшого размера и называются микропоры. По диаметру микропоры меньше100 µм, в большинстве случаев меньше 1 µм.

Производство
Автоклавный газобетон производят из кварцевого песка, цемента, негашеной извести, гипса или ангидрида и воды. Песок размалывается вместе с водой до состояния песчаного шлама. Вместо песка можно использовать летучую золу электростанции.
Сырьевые компоненты затворяются с водой до получения растворной смеси. В последнюю очередь добавляется немного алюминиевого порошка или алюминиевой пасты. Конкретная рецептура зависит от технологии производства, качества сырья и свойств конечного продукта.
Смесь разливается в специальные формы объемом около 5.5м³, в которых высокодисперсный алюминий вступает в реакцию со щелочным раствором и выделяется водород. Вследствие этого, образуются пузырьки и вспенивают массу, которая постепенно затвердевает и приобретает пористую структуру. Через 15-20 минут масса достигает конечного объёма. Форма подается в место созревания, где в дальнейшем масса (массив) затвердевает в течение определенного срока (2-3 часа). После созревания массив режется на линии резки вертикально и поперечно, посредством специальных струн, на блоки желаемого размера. Разрезанные массивы пропариваются около 12 часов в автоклаве при температуре 180-200°C и давлении от 10 до 12 атм. Только после автоклавирования продукт имеет свои окончательные свойства.
Технологический процесс допускает производство блоков (неармированных) и армированых панелей. Стальная арматура (сетка или каркас) покрывается специальным противкоррозийным лаком.
Химические реакции
Сырьевые компоненты:
Вода H2O
Кварцевый песок SiO2
Известь CaO
Цемент смесь CaO, SiO2, AL2O3, Fe2O3
Алюминий Al
1) Смеситель – гашение извести: CaO + H2O Ca(OH)2 , экзотермический процесс
2) Образование гидроалюмината кальция и пористой структуры: 2Al + Ca(OH)2 + 6 H2O ->CaO∙ AL2O3∙4 H2O + 3 H2 (поры)
3) Автоклавное твердение (12ч, 190°C,12атм) 6SiO2 + 5 Ca(OH)2 + 5 H2O ->5CaO∙6SiO2∙5 H2O (кварц.песок) (гидроокись кальция) (вода) (гидросиликат кальция, фазы C-S-H)