

Получение стали в электропечах
Этим методом выплавляют наиболее качественные стали.
Применение электрической энергии в производстве стали даёт возможность достигать более высокой температуры и точнее её регулировать. Поэтому в электропечах выплавляют любые марки сталей, в том числе содержащие тугоплавкие металлы — вольфрам, молибден и др. Потери легирующих элементов в электропечах меньше, чем в других печах. При плавке с кислородом ускоряется плавление шихты и особенно окисление углерода в жидкой шихте, Применение кислорода позволяет ещё более повысить качество электростали, так как в ней остаётся меньше растворённых газов и неметаллических включений.
В промышленности применяют два типа электропечей: дуговые и индукционные. В дуговых печах тепло получается вследствие образования электрической дуги между электродами и шихтой. В индукционных печах тепло получается за счёт индуцируемого в металле электрического тока.
Сущность: Нагрев и расплавление метала осуществляется за счет образования трех электрических дуг, между торцом углерода и поверхностью шихты.
Электрические печи используют главным образом для превращения стального и чугунного металлолома в высококачественные легированные стали, например в нержавеющую сталь. Электропечь представляет собой круглый глубокий резервуар, выложенный огнеупорным кирпичом. Через открытую крышку печь загружают металлоломом, затем крышку закрывают и через имеющиеся в ней отверстия опускают в печь электроды, пока они не придут в соприкосновение с металлоломом. После этого включают ток. Между электродами возникает дуга, в которой развивается температура выше 3000 °С. При такой температуре металл плавится и образуется новая сталь. Каждая загрузка печи позволяет получить 25-50 т стали.
Принципиальная схема электродуговой печи.
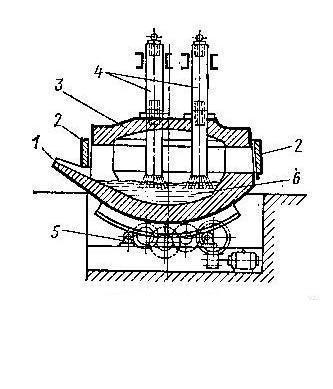
1 – выпускной
желоб
2 – дверки тигля
3 - свод
4 –графитовые
электроды
5 – механизм
наклона печи
6 – расплавленный
металл + шлак
7 - слой шлака
8 - металл
9 сектор для
наклона печи
Корпус печи имеет форму цилиндра со сферическим или плоским днищем. Снаружи стальной кожух, внутри – огнеупорные материалы. В стенке печи – рабочее окно для слива шлака, загрузки ферросплавов, взятие проб. Съемный свод имеет отверстие для электродов. Готовую сталь выпускают через выпускное отверстие со сливным желобом.
Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор питающий печь энергией. Угольные или графитизированные электроды в процессе плавки постепенно сгорают и их наращивают снова, свинчивая с новыми электродами.
Этапы процесса:
Загрузка через окно шихты (иногда через свод)→загружается известь и железная руда.
Электроды опускаются к поверхности шихты и подают эл. ток через трансформатор.
через 10-15 минут скачивают 60-70% шлака (в нем большая часть фосфора)
Добавляется флюс - известь
Повышение температуры →окисление углерода→кипение
Когда проба покажет, что содержание углерода достаточно необходимого значения начинается “восстановительный” период плавки (Снижение процента серы, доведение состава металла до заданного.
Фосфор окисляется в фосфорный ангидрид, который образует с окислами металлов соединения, растворимые в шлаке. Но содержание серы снижается незначительно, и поэтому важно чтобы в исходных материалах было мало серы.)
Недостатки процесса
Угар при плавке.
Невозможно выплавлять низкоуглеродистые стали.
Индукционная тигельная печь
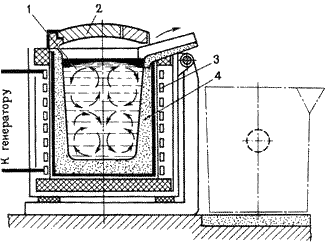
Сущность: через индуктор проходит однофазный переменный ток высокой частоты (до 2000Гц), который создает вихревые токи внутри тигля, нагревающие металл до необх. температур.
Достоинства процесса:
Хорошее перемешивание металла в печи снижает угар с поверхности
Возможность вакуумной плавки.
Возможность выплавлять высококачественные легированные стали.
Сталеплавильные печи всех типов — бессемеровские конвертеры, мартеновские и электрические — представляют собой аппараты периодического действия. К недостаткам периодических процессов относятся, как известно, затраты времени на загрузку и разгрузку аппаратов, необходимость изменять условия по мере течения процесса, трудность регулирования и др. Поэтому перед металлургами стоит задача создания нового непрерывного процесса.