

Программаны жұмыс істету Импульстерді санау Импульстерді санау Импульстерді санау өткізу
3.5-сурет. Импульстерді санағандағы программаның жұмыс істетуінің әсері
Жалпы жағдайда ПЛК қабылдайтын кез-келген шығушы сигнал дың ұзындығы жұмыс істету уақытынан ұзынырақ болуы керек; одан қысқарақ сигналдар да оқылуы мүмкін, егерде олар дәл уақытында пайда болса ғана, бірақ оған кепілдік беруге болмайды. Егер импульстардың сериясы байқалса онда олардың еру жиілігі 1/(2 х жұмыс істету периодынан) азырақ болуы керек. 40 мс периодымен ПЛК, теорияда 1/(2 х 0.04) = 12.5 Гц жиілікпен импульстардың тізбектелуін бақылай алады. Ал практикада, бірақта, елеулі әсерді басқа да факторлар көрсете алады, мысалға кіру платаларында фильтрлардың бар болуы, сондықтан сигналдардың өзгеру жылдамдығын бағалағанда әрқашан тиянақтылықты сақтау керек.
ПЛК программасын жұмыс істету кезінде кіру және шығу сигналдарының арасында «жылжу» пайда болуы мүмкін. 3.6-суретте кіру сигналы «дереу» шығу сигналының пайда болуына алып келеді. 3.6(а)-суретте келтірілген ең жақсы жағдайда, кіру сигналы жұмыс істетудің алдында келеді, ол жұмыс істетудің бір периоды өткен соң, шығыста сигналдың пайда болуына алып келеді. 3.6 (б) -суретте кіруші сигнал, барлық кірулер сұрастырылғаннан кейін барып келіп түседі, сондықтан ПЛК бұл кіру сигналын «көргенше» бір толық жұмыс істетілу өткізіледі, ол шығыста сигнал пайда болғанша тағы да бір жұмыс істетілу өткізіледі. Сондықтан ПЛК реакциясы бір ден екі жұмыс істету периодына дейін уақытты алуы мүмкін.
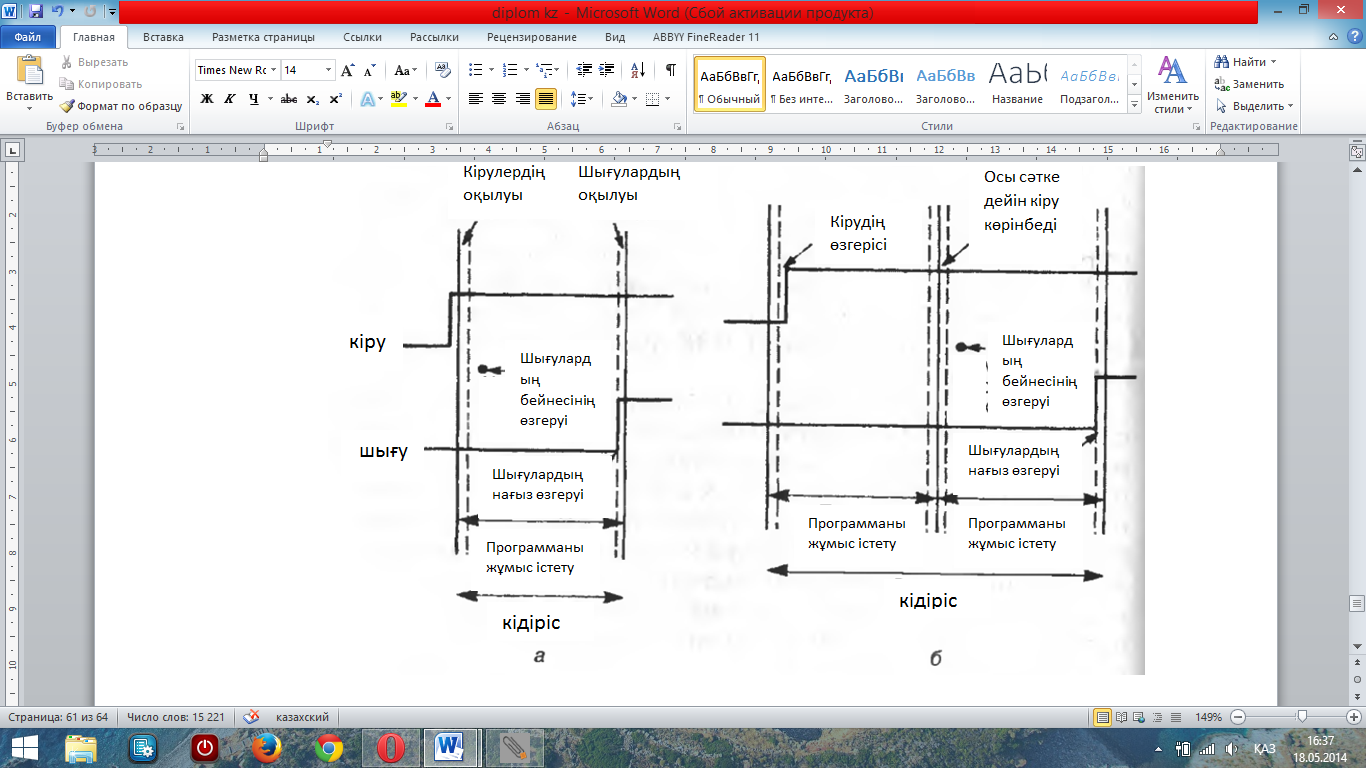
3.6-сурет. программаның жұмыс істетуінің реакция уақытына әсері
(А) жақсы жағдай; (б) жаман жағдай;
Көптеген практикалық қосымшаларда ондаған милисикундқа жылжытуы қатты маңызд емес (оны, мысалы, объектінің реакциясындағы іске қосу батырмасын басқанға ауыстыруға болмайды). Бірақ егер тезәрекеттілік талап етілсе, онда жаңағы жылжыту критикалық фактор болуы мүмкін. Қарапайым мысалда, 15 м/с жылдамдықпен қозғалатын материалды ПЛК ның автоматты жүйесі арқылы тілімдерге кескен, сонымен бірге ПЛК-ға сигнал фотоэлементтен түсетін. Жұмыс істету уақыты 30 мс болған кезде кесілетін тілімдердің талап етілетін ұзындығынан ауытқу 0.03 х 15 000 = 450 мм болды.
ПЛК өндірушілері арнайы платаларды (оларды кішкене процессор деп атауға болады) шығарады, олар тезәрекеттілік керек жүйелерде жұмыс істейді.
Керексіз кідірулер, ПЛК программасының құрылымының логикасы жұмыс істетуге қарсы бағытталатындай құрастырылған болса, пайда болуы мүмкін. Әр жұмыс істету кезінде программаның орындалуы бірінші инструкциядан басталады, және басқа инструкциялар тізбектеліп программаның соңына дейін орындалады. Осыдан кейін ғана программа шығулардың жаңаруын орындайды, кірулерді оқуға кіріседі және барлығы қайтадан орындалады.
3.7(а)-суретінде кіру шығудың өзгеруін шақырады, бірақ оған дейін бес қадам орындалуы керек (мысалға ол, счетчиктің адымдалған жұмысы немесе берілген шарттардың кейбіреулерінің тексерілуі). Бірақ программа логикасы жұмыс істетуге қарсы қойылған. Бірінші жұмыс істетуде кіру А оқиғасын шақырады. Келесі жұмыс істетуде А оқиғасы B оқиғасын шақырады және т.с.с., бес жұмыс істету орындалып D оқиғасы шығудың өзгеруіне әкелгенше осылайша жалғаса береді. Егер программа құрылымы 3.7(б)-суретіндегідей болса онда барлық оқиғалардың тізбегі бір жұмыс істетуде орындалады.
3.7(а)-суретіндегі сұлбаның кемшілігі анық көзге түседі, бірақ осыған ұқсас эффект (кідіріс) көп жағдайда программаның құрылымы жеткiлiксiз ойластырылған кезде пайда болады. Басқа жағынан қарағанда, бұл эффектіні өте қысқа импулстерді қалыптастыру үшін әдейі қолдануға болады.
Жұмыс істету уақытымен байланысты мәселелер күрделеніп кетуі мүмкін, егер жүйеде кіру/шығу плталары тізбектеліп сұралатын бөлінген бағандар қолданылса. Осы бағандармен байланыс сұрастырушы құрал арқылы іске асады, ол 3.8-суретте көрсетілген, бірақ бұл құралдың жұмысы әдетте программаның жұмыс істетуімен синхронизацияланбаған. Бұл жағдайда мысалы жұмыс істету уақыты 30 мс болса, ал сұрастырушы құрылғының жұмыс жасау циклі 50 мс болса, онда ең жылдам реакция 30 мс, ал ең ақырын реакция-130 мс болады (кірудің оқылуы сұрастырудың басын, ал сұрастырудың басы программаның жұмыс істетуін жібереді).
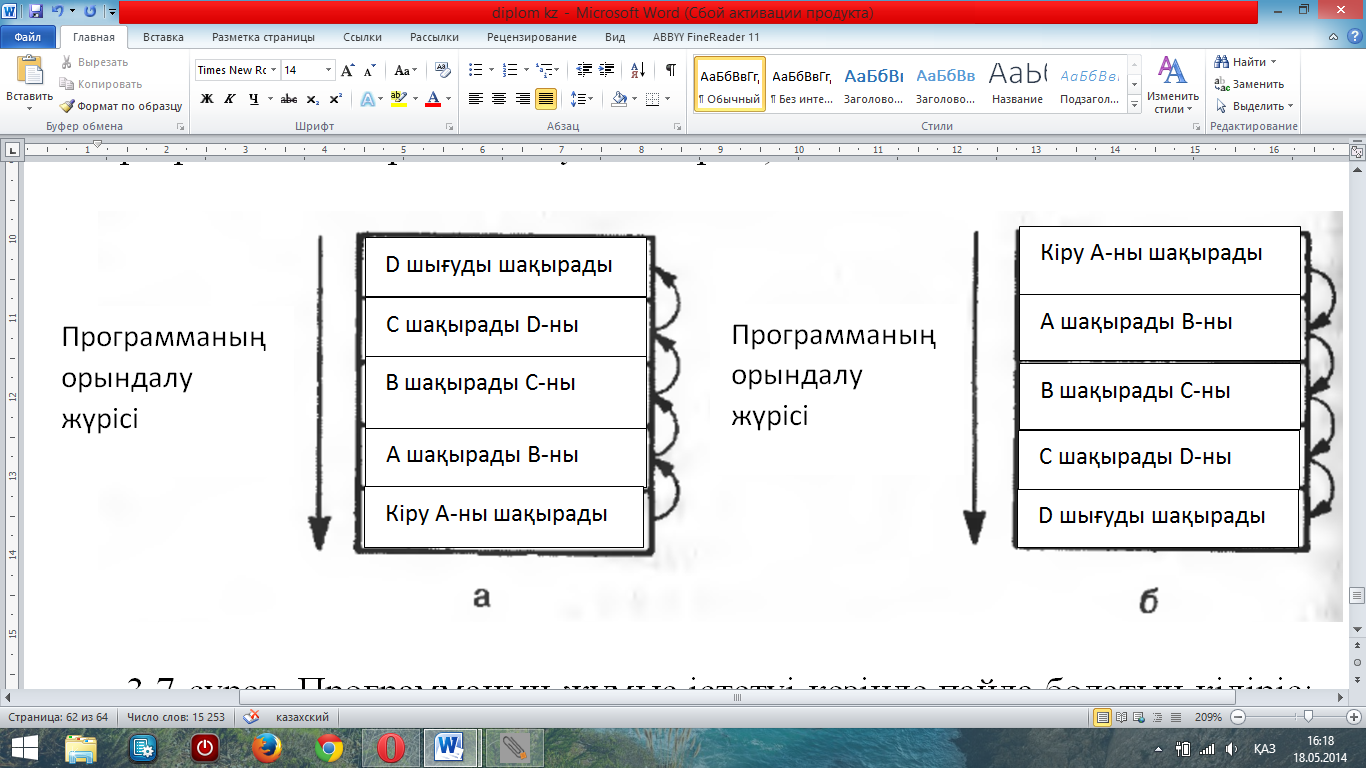
3.7-сурет. Программаның жұмыс істетуі кезінде пайда болатын кідіріс:
(а) программаның логикасы жұмыс істетудің бағытына қарсы қойылған, кіруден шығуға дейін бес рет жұмыс істету керек; (б) программа логикасы жұмыс істетудің бағытымен сәйкес, кіруден шығуға дейін – бір ғана жұмыс істету
ПЛК өндірушілері жұмыс істету уақытының ықпал етуін азайту үшін көптеген шешімдерді ұсынады. Оның ішінде тезірекетті кіру/шығу платаларын және олардың программаны секцияларға бөліп және олардың жұмыс істету уақыттарын әртүрлі болуына мүмкіндік беретінін атап өту керек (мысалға, сигналды лампаларға, мүмкін 0.5-1 с реакция уақыты жеткілікті болуы мүмкін, сол уақытта программаның басқа бөліктері бірнеше есе тез орындалуы мүмкін).
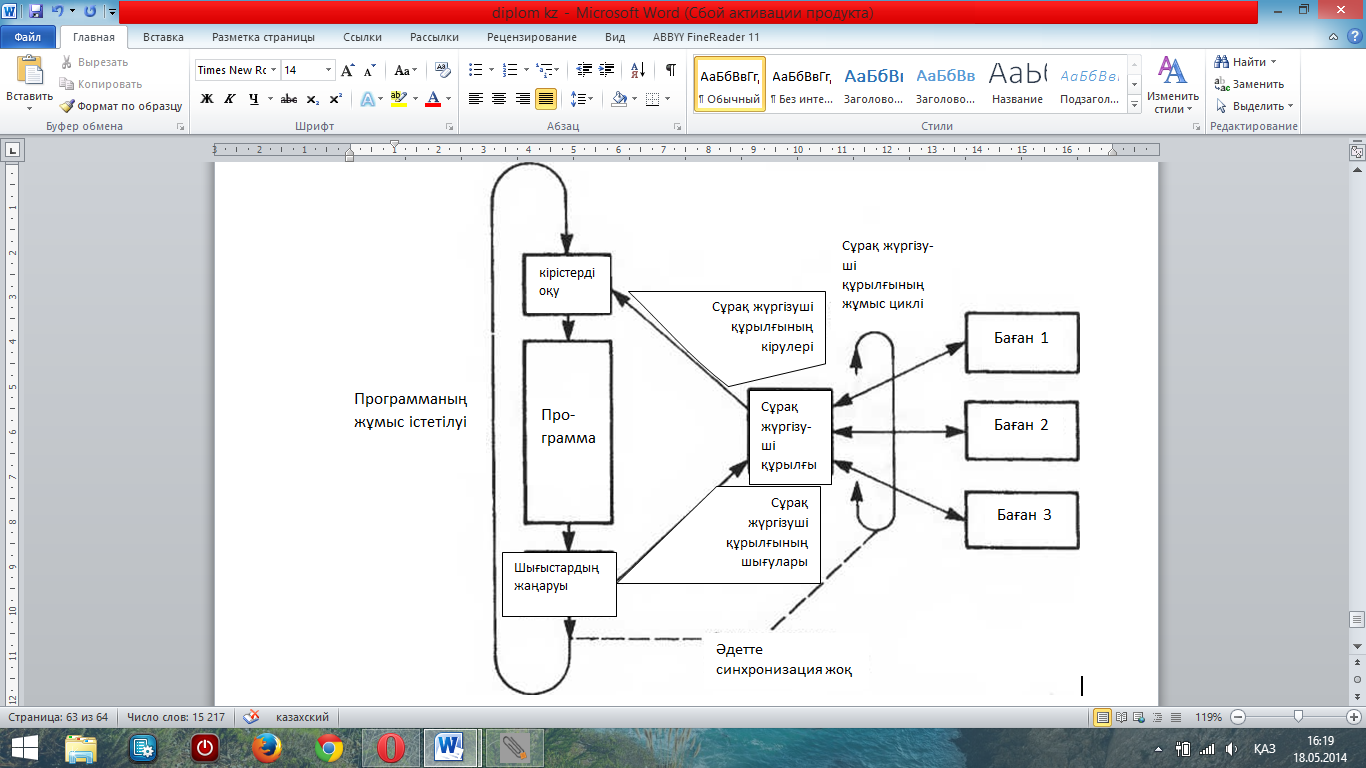
3.8-сурет. Программаның жұмыс істету және кіру/шығуға сұрақ қою циклінің бір бірімен әрекеттесуі
3.2 Техникалық спецификация
Сілтелендіретін ерітіндіні дайындайтын техникалық желісін(СЕДТЖ-3) жасау жұмыстары
1. Жасалатын бұйымның тағайындалуы мен сипаттамасы:
1.1 Сілтелендіретін ерітіндіні дайындайтын техникалық желісі (СЕДТЖ-3)-жылтылған контейнер, ол сілтелендіретін ерітіндісі бар құбыр, күкірт қышқылының ерітіндісі бар құбыр, тұрып қалуды-реттеуші арматура, бақылау-өлшеу құралдары және өзін-өзі реттеуші орыннан тұрады. СЕДТЖ-3 сілтелендіргіш ерітінділерді белгілі бір концентрацияға келтіргенше күкірт қышқылын мөлшерлеп беру үшін және химиялық өңдеуден өткізу үшін ерітінділерді дайындауға керек.
1.2 СЕДТЖ-3 екі бөлмеге бөлінеді, технологиялық бөлік және өзін-өзі реттеуші орыннан, олар бір бірінен арақабырға мен есік арқылы бөлінеді (СЕДТЖ конструкторлық сызбаға сәйкес).
1.3 Конструкторлық ерекшеліктер: СЕДТЖ-3 өзінің құрамында араластырушы үш түйін болады, олардың әрқайсысының сілтелендіруші ерітіндіні дайындау үшін қышқыл ерітіндісін мөлшерлеп беру үшін жеке реттеуіштері болады.
2. СЕДТЖ-3 жұмысының сипаттамасы:
Беру мен араластыру 15-25% массасының қысым астындағы концентрациясы бар күкірт қышқылының, күкірт қышқылының ерітіндісі бар құбырдан сілтелендіретін ерітінділері (ары қарай- СЕ) бар құбырға бүркуі арқылы келіп түседі.
Химиялық өңдеудің ерітіндісін және СЕ дайындаудың принципиалды сұлбасы 3.9-суретте көрсетілген.
СЕ ерітінділерінде күкірт қышқылының бастапқы құрамы 0.1-1 грамм/литрге дейін болады, күкірт қышқылының соңғы құрамы 7-ден 20 грамм/литрге дейін болады. Күкірт қышқылын мөлшерлеу ерітінділер мен күкірт қышқылының ерітінділерінің көлемді шығындарының ара қатынасына пропорционалды жүргізілетін болады.
Қышқылданатын ерітінділердің шығыны 40 тан 70 м3/сағ-қа дейін болады, ол ӨЕЕҚ-ға (өнімді ерітінділейті ерітінділерді қабылдау) келетін әр жол арқылы келеді, құрамында күкірт қышқылы бар күкірт қышқылының ерітінділерінің шығыны 25% болса ол 4 – 12 м3/сағ болады. Шығын электромагнитті шығынөлшегіштер арқылы өлшенетін болады.
Күкірт қышқылын бүрку үшін күкірт қышқылы құбырындағы қысымы СЕ ерітінділерінің құбырындағы қысымынан жоғары болады. Күкірт қышқылының шығынның тұрақты болуын сақтау үшін реттеуіш шұра (вентиль) қолданылатын болады (диафрагмалы электрқозғалтқышымен).
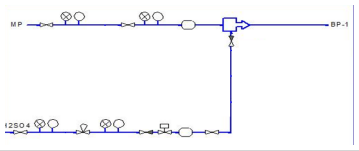
3.9-сурет. Сілтелендіретін ерітіндіні дайындаудың принципиалды сұлбасы
Шартты белгілер
|
|
Бөлінетін кран |
|
электромагнитті шығынөлшегіштер(бөлек орындалатын). |
|
|
шұра реттегіш диафрагмалы |
|
Қысым датчигі (мембранды бөлгішпен) |
|
|
Кері клапан |
|
Электроконтактілі манометр көрсеткішпен (ЭКМ)(мембранды бөлгішпен) |
|
|
Араластыру түйіні (қалыпсыз бұйым) |
|
Электрожапқыш (автоматты реттеу үшін). |








3. Бақылау- өлшеуші құралдарға және автоматика шкафына қойылатын талаптар:
5.1 Барлық бақылау-өлшеуші құралдары Қазақстан Республикасында сертификатталған болуы керек. Паспорттар, сертификаттар, гарантиялар барлық КИП-тарда болуы керек және ҚР-сында қолдануға рұқат қағазы берілетін документация арасында қосылуы керек.
5.2 СЕ құбырында және H2SO4 берілетін жерде электромагнитті типті бөлек орындалатын фланцты шығынөлшегіштер орнатылады. Электромагнитті фланцты құбырға қосылуымен шығынөлшегіштер, қоректену 220 V АС, сумматордың көрсеткіші және ағымдағы шығынның мәнін көрсететін дисплейімен болуы қажет, кабельдің қосылуы (кабельдік кіру) кабельдің қосылуының тығыз бекітілуін қамтамасыз етеді. Конструктивтік тұрғыдан шығынөлшегіш сыртқы ықпалы ІР65 тен кем емес қорғанысты қамтамасыз етеді. Дәлдік классы 0,5. Қышқылдың ықпалынан қорғау: өлшегіш бөлімшенің фторопластпен ішкі футеровкасы, өлшегіш электродтар тот баспайтын болат ХН28 (хастеллой, титан, тантал), шығушы сигнал стандарты ModBus-rtu және 4-20 мА мәліметтерді тасымалдауымен: ағымдағы шығынның, жинақталған шығынның (сумматор көрсеткіші).
5.3 СЕ-ның үш бөлек жолдарында Ду=100 бөлек орындалатын электромагнитті шығынөлшегіштер қолданылады, шығушы сигнал стандарты ModBus-rtu және 4-20 мА мәліметтерді тасымалдауымен: ағымдағы шығынның, жинақталған шығынның (сумматор көрсеткіші). СЕ жолында химөңдегіш ерітінділерді дайындағанда Ду=50 бөлек орындалатын электромагнитті шығынөлшегіштер қолданылады, шығушы сигнал стандарты ModBus-rtu және 4-20 мА мәліметтерді тасымалдауымен: ағымдағы шығынның, жинақталған шығынның (сумматор көрсеткіші).
5.4 H2SO4 төрт бөлек жолдарында Ду=25 бөлек орындалатын электромагнитті шығынөлшегіштер қолданылады, шығушы сигнал стандарты ModBus-rtu және 4-20 мА мәліметтерді тасымалдауымен: ағымдағы шығынның, жинақталған шығынның (сумматор көрсеткіші).
5.5 Қысымды түрлендiргiштер 4-20 мА шығушы сигналымен, сыртқы ықпалы ІР65 қорғау. Қысымды түрлендiргiштің корпусы болаттан жасалған DIN 1.4301, мембрана тот баспайтын болаттан жасалған DIN 1,4435. Дәлдік классы 0,5. Бөлгіш мембранасыме бір комплектіде.
5.6 Электроконтактілі манометр өлшеу диапазоны 0-16 bar, корпусы тот баспайтын болаттан жасалған, номиналды өлшемі 100 мм, дәлдік классы 1.0, штуцер G1/2B болат DIN 1.4571, Бөлгіш мембранасыме бір комплектіде.
5.7 Манометрлер мен қысымды түрлендiргiштердің құбырға қосылуы маркасы DIN 1,4401 тот баспайтын болаттан жасалған үш жүрісті кранға (инелі кран) қосылу арқылы жүзеге асады.
5.8 Фланцтер, бобышкіер жіне гайкілер қосылуы манометрлер(қысымды түрлендiргiштер) мен үш жүрісті крандардың (инелі кран) маркасы DIN 1,4401 тот баспайтын болаттан жасалған.
5.9 қосымша резерв ретінде мынандай толықтырулар бар:
1) Шығынөлшегіш (бір СЕДТЖ-3 ке санағандағы: Ду=25х1дана., Ду=100х1дана) бөлек орындалатын фланцты, шығушы сигнал стандарты ModBus-rtu және 4-20 мА мәліметтерді тасымалдауымен: ағымдағы шығынның, жинақталған шығынның (сумматор көрсеткіші).
2) H2SO4 жолына диаметрі сәйкес келетін электрожапқыш, бір дана, ол реттеу режиміндегі қышқылды мөлшерлеу үшін.
3)Электрконтактілі манометр өлшеуші диапазоны 0-16 bar, сыртқы пішні тот баспайтын болаттан жасалған, номиналды өлшемі 100 мм., дәлдік классы 1., штуцер G1/2B болат DIN 1,4571, бөлгіш мембранасымен толықтырылған 2 дана.
5.9 Автоматика шкафы келесі комплектіде болады: светодиодты жарықтандыру; 220V AC–ге розетка; кіру автоматтары; онлайн типті үздіксіз қоректендіру көзі (түрлену қуаттылығы 1000VA(700W), автоматты қосылу, шусыз, шамадан тыс жүктеуден қорғау, жоғарғы вольтті импульстерден, кедергілерді фильтрациялау, қысқа тұйықталудан қорғау); шығынөлшегіштерге қоректендіруді қосу автоматтары, бір шығынөлшегішке бір автомат; клемді таяқша; өңдеу құралы, Modbus RTU арқылы шығынөлшегіштерден мәліметтерді жинау және сол мәліметтерді Modbus TCP/IP мен Ethernet сымсыз желі арқылы диспетчер пунктіне тасымалдау. СЕДТЖ-3-те тасымалдау үшін шешілетін ұзындығы 2 метр болатын мачта ескерілген, түйіннің бір бұрышында болт арқылы бекітіледі. Бұл мачтада орны бойынша өндірістік көшедегі (-40...+60 град С) қол жетімді нүктесі бағытталған антенасымен 19dB (найзағайдан қорғау модулімен ) орналасады, және ол коаксиальді кабельмен қосылған. Сонымен қатар орны бойынша мәліметтерді жинау, тасымалдау және өңдеуші құрылғыдан Ethernet кабелі тартылады, ол қол жетімді нүктеге дейін тартылады. Әр щитке қауіпсіздендіру белгісі ілінеді. Шкаф кілтпен жабылатын болады.
5.10 шығынөлшегіштер мен қысым датчиктерінің қосылуы, қуат тізбегі және де шығушы сигналдардың тізбегі ретінде қосылуы гофрленген шланг арқылы іске асады. Автоматизацияның жоғарғы және төменгі деңгейлері арасында сигналдың тасымалдануының шектеу түйіні болып клемді рейка болып табылады, онда шығынөлшегіштер мен қысым датчиктерінен қабылданатын шығушы сигналдарды бар кабельді қосады.
5.11 Автоматика шкафында ажыратуларының, және шығынөлшегіштер, қысым датчиктерінің қосылу сұлбасы және проектісі болуы керек.
5.12 Монтаж кезінде және шығынөлшегіштер, қысым датчиктерін қосу кезінде және кабельді ажыратып ол кабельдерді щит ішіне және клемді коробкаларға қосу кезінде, проект және сұлбаға сәйкес кабельдер мен проводтардың маркерленуі қажет. Кабельдің маркерленуі жазуы бар бирка арқылы іске асады, ол жазулар жуылмайтын және сияны ерітетін ерітінділердің әсерінен қорғалуы керек.
5.13 Автоматика шкафы СЕДТЖ-3 өзін-өзі реттеуші орынының бөлмесінде орналасады. Щит сыртқы факторлардың әсерінен қорғаныстың дәрежесі ІР 65 ке сәйкес келеді.