

3.3. Механизированные закалочные баки
Для закалки деталей после цементации в толкательных печах применяют механизированные бесконвейерные баки. На рис. 3.2 показана конструкция механизированного закалочного бака.
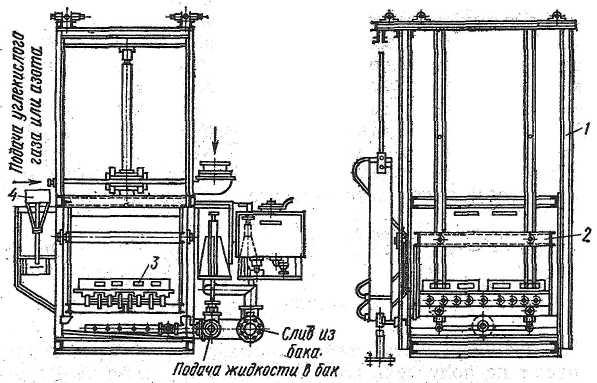
Рис. 3.2. Механизированный закалочный бак с опускающимся столом:
1 – корпус; 2 - опускающийся стол; 3 - приспособление для подъема стола; 4 - мешалка
Бак состоит из корпуса 1, в котором установлен стол 2 с отверстиями в крышке. С помощью пневматического приспособления 3 стол может опускаться, подниматься и покачиваться. Перемешивание масла осуществляется мешалкой 4. Охлаждение поддонов производится следующим образом. Горячие поддоны с деталями поступают на стол, и стол с помощью пневматики погружается в масло и покачивается. После охлаждения стол поднимается, и поддоны перемещаются на следующую операцию.
Конвейерный закалочный бак приведен на рис. 3.3.
Этот бак состоит из корпуса 1, патрубка 12, по которому осуществляется подвод масла, патрубка 8, по которому горячее масло отводится, и сливной трубки 11. Для охлаждения масла предусмотрены змеевики 9, в которых циркулирует вода. Детали транспортируются конвейером 4.Движение конвейера осуществляется от ведущего барабана 6, который вращается от привода 5. Ведомый барабан 10 расположен внизу. Для отсоса паров масла предусмотрено устройство 3; щит управления 7 смонтирован на остове бака 2.
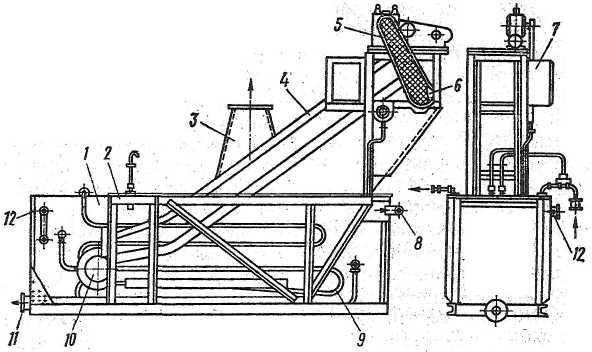
Рис. 3.3. Конвейерный закалочный бак
3.4. Закалочные прессы и машины
П рименение
закалочных прессов и машин обеспечивает
более равномерное охлаждение деталей,
а, следовательно, позволяет уменьшить
деформацию и коробление при закалке.
Кроме того, они дают возможность
осуществить быстрое охлаждение отдельных
участков изделия.
рименение
закалочных прессов и машин обеспечивает
более равномерное охлаждение деталей,
а, следовательно, позволяет уменьшить
деформацию и коробление при закалке.
Кроме того, они дают возможность
осуществить быстрое охлаждение отдельных
участков изделия.
На рис. 3.4 показан пресс для закалки зубчатых колес заднего моста автомобиля, больших колец диаметром 170…630 мм и дисков.
Закалка на прессе производится в штампах. Принцип работы пресса следующий. Под действием сжатого воздуха плунжеры 1 и 5 поднимаются вверх. В нижнем плунжере 1 расположен цилиндр 2, на котором сидит матрица с втулкой 3, состоящая из отдельных сегментов. К верхнему плунжеру 5 крепится штамп 4 с направляющим пуансоном. Нагретое зубчатое колесо укладывается на матрицу. Верхний плунжер опускается, и направляющий пуансон выходит во втулку 3, раздвигая сегменты до упора и прижимая их к зубчатому колесу. С наружной стороны колесо зажимается штампом. После закрепления горячего колеса плунжеры 1 и 5 вместе с зубчатым колесом опускаются в масло. В таком положении колесо равномерно охлаждается маслом и предотвращается деформация. Масло в резервуар 7 поступает снизу и сливается в трубы 6. После окончания охлаждения плунжеры 1 и 5 поднимаются вверх, и зубчатое колесо снимается.
Производительность пресса – 40…50 зубчатых колес в час.
Закалка и одновременная гибка рессор производится на закалочной машине барабанного типа (рис. 3.5), состоящего из периодически вращающегося шести, - восьми - или десятигранного барабана. Барабан устанавливается в закалочном баке так, что его ось находится ниже уровня масла.
Нагретый лист рессоры укладывается на неподвижный штамп 2, прижимается и сгибается верхним штампом 1. Одновременно на листе выдавливаются центрирующие кнопки. Затем барабан поворачивается на определенный угол (восьмигранный на 45°, десятигранный на 36°) и лист рессоры погружается в масло. Конструкция штампов такова, что масло свободно проходит между штампами и интенсивно охлаждает лист рессоры. Второй лист рессоры укладывают на следующий штамп и т.д.
После закалки штампы раскрываются, и закаленные листы рессор извлекаются магнитным краном, который переносит листы на конвейер отпускной печи. Производительность машины 400…600 рессорных листов в час.

Рис. 3.5. Гибочно-закалочная машина для рессорных листов