

LABV_Зварка
.pdfМІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ "ЛЬВІВСЬКА ПОЛІТЕХНІКА"
ДОСЛІДЖЕННЯ ПРИСТРОЮ ТЕРМОІМПУЛЬСНОГО ЗВАРЮВАННЯ ПОЛІМЕРНИХ МАТЕРІАЛІВ
МЕТОДИЧНІ ВКАЗІВКИ
до лабораторної роботи № 6
для студентів базового напряму 6.050502 «Інженерна механіка» та спеціалістів і магістрів cпеціальності 7(8).05050206 - "Машини та технологія паковання" з дисциплін „Обладнання для виготовлення упаковок”, „Технологія пакування та зберігання пакованої продукції”
Затверджено на засіданні кафедри
«Механіка та автоматизація машинобудування».
Протокол № 10 від 22.05.2013
Львів 2013
ДОСЛІДЖЕННЯ ПРИСТРОЮ ТЕРМОІМПУЛЬСНОГО ЗВАРЮВАННЯ ПОЛІМЕРНИХ МАТЕРІАЛІВ. . Методичні вказівки до лабораторної роботи для студентів базового напряму 6.050502 «Інженерна механіка» та спеціалістів і магістрів cпеціальності 7(8).05050206 - "Машини та технологія паковання" з дисциплін „Обладнання для виготовлення упаковок”, „ Технологія пакування та зберігання пакованої продукції ”, „Обладнання для дозування матеріалів”, / Укл. Боровець В.М. – Львів: Видавництво Національного університету “Львівська політехніка”, 2013. – 11 с.
Укладач: |
Боровець В.М., канд. техн. наук, доц. |
Відповідальний за випуск: Кузьо І.В., д-р техн. наук, проф.
Рецензенти: |
Литвиняк Я.М., канд. техн. наук, доц. |
Савчин Б.М., канд. техн. наук, доц.
МЕТА ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ
Метою виконання лабораторних робіт є здобуття студентами практичних навичок у роботі та дослідженні пристрою термоімпульсного зварювання полімерних матеріалів.
Врезультаті виконання лабораторних робіт студенти повинні:
•знати будову та принцип роботи пристрою термоімпульсного зварювання;
•вміти налагоджувати пристрій на необхідну товщину зварювального матеріалу для отримання оптимальних параметрів зварного шва.
ЗАГАЛЬНИЙ ПОРЯДОК ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ
Для виконання лабораторних робіт необхідно:
1.Ознайомитись з будовою пристрою термоімпульсного зварювання;
2.Провести експериментальні дослідження та визначити необхідні параметри зварювання.
ВСТУП
Широке розповсюдження для зварки поліетиленової плівки з утворенням поперечних швів знаходить розділювальна зварка, при якій нагрівний елемент, нагрітий до дуже високої температури, під дією прикладеного тиску розрізає шар пакувального матеріалу з утворенням за один цикл двох поперечних швів. В якості нагрівного елементу можна використовувати клиноподібні металічні нагрівачі, круглий ніхромовий дріт і інші з відносно невеликою поверхнею контакту зі зварним матеріалом. Застосування цього методу для зварювання термоусадочних плівок дозволяє отримувати на упаковці тонкі “ниткові” шви.
БУДОВА ЛАБОРАТОРНОЇ УСТАНОВКИ ДЛЯ ІМПУЛЬСНОГО ЗВАРЮВАННЯ
Дана установка призначена для імпульсного зварювання плівок товщиною до 200 мкм.
На нижній плиті 1 приварені торцями два швелери 25, на яких зверху прикручується пластина 3. До пластини 3 прикручується стяжками пневмоциліндр 23, до штоку якого прикріплена верхня (рухома) зварна колодка 6. Нижня зварна колодка 5 прикріплена до плити 1. Трубки 4 призначені для рівномірного руху штоку пневмоциліндра 23. До пластини 3 прикріплено кінцевик 13, який визначає тривалість імпульсу.
Верхня зварна колодка 6 складається з пластини 8 і пластини 9, до яких по обох краях прикріплено дві текстолітові трубки, які є ізоляторами. Ніхромова смуга 12 закріплена (затискачами) пластинами 11, які одночасно служать як натяжний пристрій. Верхня і нижня зварні колодки покриваються тефлоном, що запобігає безпосередньому контакту плівки з ніхромовою смужкою і забезпечує якісний зварний шов.
Керування імпульсною установкою забезпечується пультом. На пульті знаходиться три регулятори, які відповідно відповідають за тривалість зварювання, тривалість охолодження і значення сили струму. Сила струму подається на електрод імпульсами від пульта керування. Тривалість імпульсу залежить від виду і товщини плівки і може регулюватися. При цьому в якості зварного електроду застосовують ніхромову смугу 12 шириною 2,5 мм. На смугу ніхрому подається напруга, і вона різко нагрівається, доводячи температуру пакувального матеріалу в місці контакту до температури розм'якшення. За рахунок температури і тиску утворюється шов. Подача напруги зупиняється, а колодки залишаються зведеними, оскільки шов повинен охолонути в стисненому стані, інакше він розійдеться. Час перебування штока пневмоциліндра в нижньому
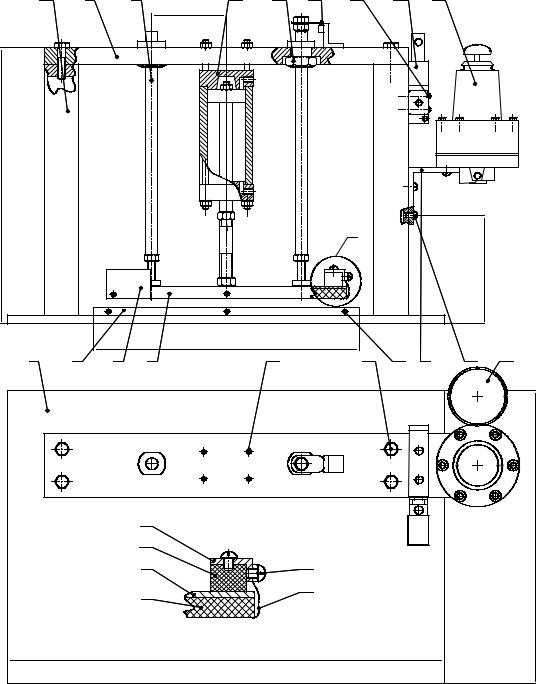
положенні задається реле часу. Під’єднання живлення до ніхромової смужки на верхній зварній колодці закрито кожухами 7 з обох сторін.
Повітря до пневмоциліндра поступає від компресора, через регулятор тиску 21 та пневморозподільник 22. Сигнал від пульта керування перемикає пневморозподільник 22, що керує роботою циліндра 23. Хід штоку пневмоциліндра 20 мм.
25 |
3 |
|
4 |
23 |
20 |
13 |
16 |
22 |
|
21 |
|
|
|
|
|
76 |
|
|
|
|
|
|
|
281 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
111 |
|
|
|
|
270 |
|
|
|
|
|
|
|
1 |
5 |
7 |
6 |
|
19 |
|
18 |
17 |
2 |
15 |
24 |
11 |
I(2:1) |
|
|
10 |
298 |
9 |
14 |
8 |
12 |
|
|
|
444 |
Рис 1. Схема термоімпульсного зварювання |
|

Рис 2. Конструкція термоімпульсного зварювання
ПОРЯДОК ВИКОНАННЯ РОБОТИ
1 Ознайомитися з інструкцією по охороні праці і техніці
безпеки при |
роботі |
на пристосуванні для імпульсного зварювання |
||||
полімерних матеріалів. |
|
|
||||
2 Підготувати зразки полімерних матеріалів до зварювання. |
||||||
3 |
Ознайомитися |
з |
технологічними |
режимами |
зварювання |
|
плівкових і |
листових полімерних матеріалів. |
|
||||
4 |
Провести |
процес |
термоімпульсного |
зварювання |
листів із |
|
|
полімерних матеріалів при різних технологічних режимах. |
|||||
5 |
Визначити оптимальний технологічний режим зварювання |
|||||
заданого плівкового полімерного матеріалу. |
|
|||||
|
Оптимальний |
режим зварювання |
визначається |
на зразках |
||
поліетиленової плівки при зміні величини і тривалості імпульсу електричного струму, що пропускається по нагрівачу зварювального апарату, із подальшим випробуванням їх за заданою програмою. Випробуванням піддаються зразки плівки
розміром 100 ×160 мм, що з'єднуються внапустку із розташуванням зварного шва посередині зразків (рис. 3). Випробування проводяться на зсув і на розшаровування на одному зразку. Для

випробування двох зразків при кожному режимі необхідні 4 відрізки плівки вказаного розміру.
Рис. 3 Схеми зварювання плівок: 1 - зварювані плівки; 2 - нагрівач; 3 - еластичні прокладки; 4 - рухомий електрод; 5 - нерухома опора
Зварювання зразків при різних режимах виконують п ісля очищення підлягаючих з'єднанню поверхонь від забруднення за допомогою тканинного тампона, змоченого в бензині.
Зварювання виконують на портативному зварювальному апараті із нагріваючим інструментом (електродом) у вигляді рейки.
Необхідний тиск на зварюваний матеріал створюють вручну або підвісивши вантаж на рукоятку зварювального апарату.
Тиск зварювання у всіх дослідах підтримують рівним 0,25
МПа.
Різні значення імпульсу струму, що подається на нагрівач, задають за допомогою регулятора, а тривалість імпульсу - за допомогою реле часу. Зразки зварюють при кожній величині імпульсу на нагрівачі і тривалості імпульсу від доль секунди до декількох секунд, наприклад 0,25; 0,5; 1,0; 1,5; 2,0; 3,0 і 5,0.
Після нагріву зразки витримують протягом 5с для охолоджування зварного шва, потім зварені зразки витягують з-під електроду.
Для оцінки міцності з'єднання зразки випробовують за такою програмою.
Визначення міцності при розшаровуванні і при зсуві проводять на смужках прямокутної форми, вирізаних із зварених зразків. Для кожного виду випробування вирізають не менше трьох зразків шириною 10 мм (рис. 4).
Руйнуюче напруження при розшаровуванні σроз (Н/см) обчислюють за формулою
σроз = Pb
де P - руйнуюче навантаження, Н;

b - ширина зразка, см.
Рис. 4. Схеми розкрою зварених відрізків плівки на зразки для випробування на механічну міцність (а) і види випробування зразків (б): 1 - зварний шов; 2 - лінії розрізу; 3 - невживані ділянки; випробування при розшаровуванні (I) і при зсуві (II)
Руйнуюче напруження при зсуві розраховують, відносячи руйнуюче навантаження до ширини зразка по формулі
τзс = Pb
На підставі аналізу даних табл. 1 вибирають оптимальні режими зварювання, що забезпечують досягнення максимальних показників міцності при мінімальній тривалості процесу.
Визначають оптимальну температуру зварювання. Оптимальна температура
зумовлює швидке взаємопроникнення макромолекул в зоні з'єднання при невеликих зусиллях притиску без протікання деструкції полімеру.
Оптимальна температура зварювання Т термопластів по дифузійному механізму лежить в інтервалі між температурою текучості Тт і температурою деструкції Тд . Зміщення Тсв в область температур нижче або вище Тт залежить від тривалості зварювання і тиску.
Температуру текучості визначають по термомеханічних кривих полімерів.

Зварювання проводять при температурах (Тт - 20 ), Тт і (Тт + 20) із витримкою протягом 5 хв і при постійному тиску, рівному 0,25 МПа для поліпропілену.
Зразки встановлюють в пристосуванні так, щоб шов розташовувався посередині нагрівного інструменту.
Первинне зусилля повинне складати 150 - 200 Н на всю поверхню зразків. Зразки фіксують за допомогою обмежувальних планок.
Після закінчення витримки, не знижуючи тиску, зварні зразки охолоджують до (30 - 40) °С, потім витягують з пристосування і готують до випробувань.
Оптимальною температурою зварювання вважається така температура, при якій забезпечується максимальна міцність зварного шва.
За оптимальну тривалість зварювання береться мінімальний час витримки при температурі зварювання, протягом, якого досягається максимальна міцність з'єднання матеріалів.
Оптимальний тиск зварювання визначають при заданій температурі і тривалості зварювання. Зварювання проводять при тиску 0,25, 0,3 і 0,35 МПа.
Отримані результати вносяться в табл. 1. Будуються графіки залежностей абсолютної і відносної міцності зварних з'єднань від величини імпульсу на нагрівачі і від тривалості нагріву.
Таблиця 1. Технологічні режими зварювання і характеристики зварного шва
Температура |
Тиск |
Тривалість |
Розривне |
Розривне |
Розривне |
|
зусилля при |
||||||
зварювання, |
зварювання, |
зварювання, |
зусилля при |
зусилля при |
||
оС |
МПа |
с |
розтягуванні, Н |
зсуві, Н |
розшаруванні, |
|
|
|
|
|
|
Н |
Представити графічні залежності за визначенням оптимальних параметрів термоімпульсного зварювання термопластів.
ВИМОГИ ДО ОФОРМЛЕННЯ ЗВІТІВ ПРО ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ
Звіти про виконання лабораторних робіт оформляються на зшитих аркушах формату А4. Після захисту роботи звіти здаються для зберігання на кафедру.
Кожен звіт повинен містити такі розділи:
•Номер роботи, назва предмету та роботи;
•Мета виконання лабораторної роботи;
•Навести конструктивну схему експериментальної установки
(рис.1);
•Привести розрахункові дані руйнівного напруження у матеріалах;
•Навести таблицю 1 з результатами розрахунків для різного тиску зварювання;
•Висновки. Вказується призначення термоімпульсного зварювання, функціональні можливості, обмеження на його застосування, можливі варіанти вдосконалення та які знання отримано в ході виконання роботи.
Звіт повинен бути написаний українською мовою, акуратно та грамотно, з дотриманням правил оформлення ділової документації. Назви розділів звіту візуально виділити розміром, жирністю, курсивом шрифта або підкресленням.
ЛІТЕРАТУРА
1. Гавва О.М., Безпалько А.П., Волчко А.І. Пакувальне обладнання в 3 кн. -1 кн. Обладнання для пакування продукції в споживчу тару / За ред.. О.М. Гавви. – Київ: ІАЦ
«Упаковка», 2008. -436 с
2.Сирохман І.В. Товарознавство пакувальних товарів і тари: підручник / І.В. Сирохман , В.М. Завгородня.- К.: Центр учбової літератури, 2009.-616 с. –ISBN 978-966-364-800-2
3.Мирончик В.Г., Орлов Л.О., Українець А.І. та ін. Розрахунки обладнання підприємств переробної і харчової промисловості. Навчальний посібник. –Вінниця: Нова книга,
2004.-288с
4.Рогинский Г. А. Дозирование сыпучих материалов. М.: Химия, 1980