

Особенности монтажа трубопровода
Блоки и детали трубопроводов заводской поставки и трубы из коррозионно-стойкой стали должны быть плотно закрыты инвентарными заглушками. Применение деревянных пробок не разрешается. Снятие заглушек с торцов блоков труб, арматуры и фасонных деталей производится непосредственно перед сборкой трубопровода.
При сборке укрупненных блоков поверхности трубопроводов предохраняют от ударов и царапин. Переносные козлы, каретки, центровочные приспособления в местах контакта с трубопроводом должны иметь деревянные прокладки или облицовываться коррозионно-стойкой сталью, т. к. не допускается контакт изделий коррозионно-стойкой и углеродистыми сталями.
Опоры и подвески из углеродистой стали в местах контакта с трубопроводом из коррозионно-стойкой стали должны иметь прокладки из коррозионно-стойкой стали толщиной 4-6 мм.
При работе с нержавеющими трубопроводами для транспортировки арматуры, труб и других элементов трубопровода используются капроновые тросы. Допускается применение стальных тросов в брезентовых чехлах.
Арматура должна быть открыта при сварке с элементами трубопровода.
Подготовка элементов трубопроводов под сварку
Подготовка и сборка элементов трубопроводов под сварку должна производиться по производственно-технологической документации,разработанной в соответствии с требованиями и указаниями Правил, ТУ и чертежей.
В ПТД на сборку должны быть указаны:
используемые при сборке приспособления и оборудование;
порядок и последовательность сборки;
способы крепления деталей;
способы сварки, сварочные материалы и режимы сварки при выполнении прихваток и приварке временных технологических креплений;
конструктивные элементы подготовленных кромок свариваемых деталей;
размеры, количество и расположение прихваток;
количество временных технологических креплений, их расположение и размеры швов приварки к изделию;
методы контроля качества сборки;
другие необходимые данные с перечислением всех технологических и контрольных операций.
Подготовка кромок и поверхностей трубопроводов под сварку и наплавку должна выполняться механическим способом(резцом, фрезой или абразивным кругом). Шероховатость поверхности кромок, подготовленных под сварку, должна быть не болееRz80.
Допускаетсявыполнять подготовку кромок:
деталей из углеродистых и кремнемарганцовистых сталей перлитного класса кислородной, воздушно-дуговой или плазменно-дуговой резкой с последующей механической обработкой (шлифованием и т.п.) до удаления следов резки;
деталей из легированных сталей перлитного класса кислородной, воздушно-дуговой или плазменно-дуговой резкой только в качестве предварительной операции с последующим удалением механической обработкой слоя основного металла толщиной не менее 12 мм;
деталей из сталей аустенитного класса плазменно-дуговой или кислородно-флюсовой резкой с последующим удалением механической обработкой слоя металла толщиной не менее 1 мм.
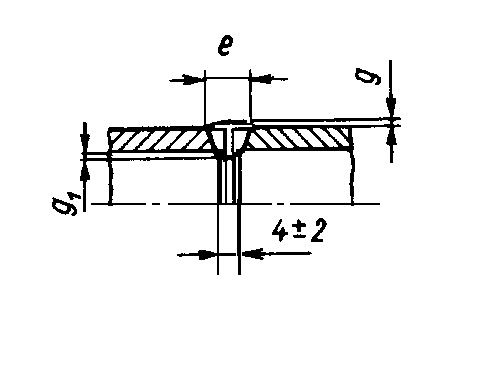
Конструктивные элементы подготовленных кромок свариваемых деталей и швов сварных соединений, способы сварки и условные обозначения сварных соединений регламентируются Правилами и указываются в ПТД(например, см.таблицу 4).
|
Условное обозначение сварного соединения |
Конструкционные элементы |
Способ сварки |
S=S1, мм |
е, мм |
g, мм |
g1, мм | ||||
|
Подготовленных кромок свариваемых деталей |
Шва сварного соединения |
Номи-нальное значение |
Предель-ное отклонение |
Номи-нальное значение |
Предель-ное отклонение |
Номи-нальное значение |
Предель-ное отклонение | |||
|
1-21 (С-21) |
|
|
51 |
1,0 |
4 |
2 |
1,0 |
+1,0 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
1,5 | |||||||||
|
|
2,0 |
5 | ||||||||
|
1-22 (С-22) |
|
|
53 |
2,0 |
7 |
2 |
1,5 |
+1,0 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
2,5 |
9 |
3 |
2,0 |
+1,5 -1,0 | |||||
|
40 |
3,0 |
10 | ||||||||
|
1-23 (С-23) |
|
|
53 |
3,0 |
7 |
2 |
1,5 |
+1,5 -0,5 |
0,5 |
+1,0 -0,5 |
|
52 |
4,0 |
9 |
3 |
2,0 |
+1,5 -1,0 | |||||
|
40 |
5,0 |
11 |
|
|
| |||||
|
6,0 |
12 |
|
|
|
1,0 |
1,0 | ||||
|
1-25 (С-25) |
|
|
|
6 |
15 |
4 |
2,0 |
+2,0 -1,0 |
1,0 |
1,0 |
|
|
8 |
16 | ||||||||
|
|
10 |
18 | ||||||||
|
|
12 |
20 |
|
| ||||||
|
|
14 |
21 |
|
|
|
|
| |||
|
52 |
16 |
22 |
|
|
|
|
| |||
|
|
18 |
23 |
|
|
+2,0 -1,5 |
|
+1,5 -1,0 | |||
|
40 |
20 |
24 |
5 |
2,5 |
1,0 | |||||
|
|
22 |
26 |
|
|
|
|
| |||
|
|
25 |
28 |
|
|
|
|
| |||
|
|
28 |
30 |
|
|
|
|
| |||
|
|
30 |
32 |
6 |
|
+2,5 -1,5 |
|
| |||







При подготовке к выполнению стыковых сварных соединений деталей различной номинальной толщины на деталях большей толщины должен быть выполнен плавный переход (скос) от одного элемента к другому путем постепенного утонения кромок более толстого элемента. Угол наклона поверхности перехода не должен превышать 15°.
Для обеспечения минимального смещения кромок с внутренней стороны соединения рекомендуется выполнять цилиндрическую калибровку (расточку, раздачу) концов труб согласно рис. 8.7.
Р исунок
8.7 – Схемы цилиндрической расточки (а)
и калибровки (раздачи) (б) концов
труб под стыковые сварные
соединения с односторонним швом.
исунок
8.7 – Схемы цилиндрической расточки (а)
и калибровки (раздачи) (б) концов
труб под стыковые сварные
соединения с односторонним швом.
В соответствии с ПТД, согласованной в установленном порядке, для выполнения сварных соединений труб из сталей аустенитного класса допускается коническая раздача (расточка) концов труб согласно рис. 8.8.

Рисунок 8.8 – Схемы конической расточки для соединений на коническом подкладном кольце для труб S свыше 5 мм (а) и калибровки (раздачи) концов труб (патрубков) для S до 5 мм (включительно) (б).
Подготовку кромок труб под сварку выполняют с помощью переносных станков и приспособлений.
О тклонение
от перпендикулярности плоскости реза
к оси трубы проверяется слесарным
угольником или шаблоном(рис 8.9) и
указывается в ПТД.
тклонение
от перпендикулярности плоскости реза
к оси трубы проверяется слесарным
угольником или шаблоном(рис 8.9) и
указывается в ПТД.
Рисунок 8.9 – Проверка перпендикулярности плоскости реза к оси трубы.