

71,Что описывают функции инцидентности f и h?
 – функция инциндентности (табл. 8.1),
указывающая на наличие дуг, соединяющих
места
– функция инциндентности (табл. 8.1),
указывающая на наличие дуг, соединяющих
места
 с переходами
с переходами
 ,
причем, если
,
причем, если
 ,такая
дуга есть, а если
,такая
дуга есть, а если
 ,
такой дуги нет;
,
такой дуги нет;
 – функция инциндентности (табл. 8.2),
указывающая на наличие дуг, соединяющих
переходы
– функция инциндентности (табл. 8.2),
указывающая на наличие дуг, соединяющих
переходы
 с местами
с местами
 ,
причем, если
,
причем, если
 ,
такая дуга есть, а если
,
такая дуга есть, а если
 ,
такой дуги нет;
,
такой дуги нет;
Таблица 8.1 – Функция инциндентности

|
|
|
|
|
|
|
1 |
1 |
0 |
|
|
0 |
0 |
1 |
|
|
0 |
0 |
1 |
|
|
0 |
1 |
0 |








Таблица 8.2 – Функция инциндентности

|
|
|
|
|
|
|
|
0 |
1 |
0 |
1 |
|
|
0 |
0 |
1 |
0 |
|
|
1 |
0 |
0 |
0 |








72,Какие два подхода применяют для моделирования систем управления сетями Петри?
При проектировании новых и исследовании существующих дискретных систем управления применяется несколько способов, которые укладываются в два подхода.
Первый подход заключается в том, что проектируемая система вначале представляется традиционным способом (графом, блок-схемой алгоритма), затем она моделируется сетью Петри, анализ которой позволяет обнаружить изъяны и модернизировать сеть.
Второй подход противоположен первому. Проектирование начинается с создания сети, ее исследования и освобождения от изъянов, а затем по сети строится традиционный алгоритм.
При реализации первого подхода для правильного перевода блок-схемы алгоритма в сеть Петри необходимо каждую дугу исходной программы представить вершиной-местом в сети Петри, а узлы блок-схемы (анализ условий, решение, ввод, вывод и т.д.) заменить переходами (рис. 8.4).
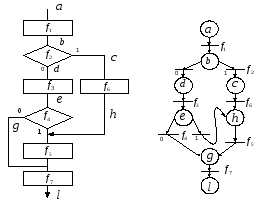
Рисунок 8.4 – Пример перевода блок-схемы алгоритма в сеть Петри
73, Какие задачи должна решать система управления ГПМ?
СУ ГПМ должна решать следующие задачи:
-
определять по специальным признакам технологический процесс обработки детали и необходимый для этого инструмент, т.е. решать задачи идентификации;
-
наблюдать за ресурсом работы инструмента, диагностировать отклонения размеров обрабатываемых поверхностей и вводить коррекцию, принимать решения для выхода из нештатных ситуаций, т.е. решать задачу мониторинга;
воспринимать команды вышестоящего уровня, вести диалог с оператором, передавать информацию о ходе выполнения заданий и др., то есть решать терминальную задачу.
74, Что нужно сделать для разработки программы диспетчера ГПМ?
Для обеспечения взаимодействия объектов ГПМ разрабатывается программа диспетчера. При разработке этой программы необходимо:
-
определить состав параллельных процессов управления, их аппаратные структуры, информационные и исполнительные устройства;
-
разделить каждый процесс на отдельные управляющие программы (дескрипторы), составить спецификации программ;
-
выделить условия выполнения каждой программы в рамках ГПМ, определить необходимые для этого обменные и блокировочные сигналы, разработать средства для их передачи;
-
разработать алгоритм анализа условий и вызова программ.
75, От чего зависит продолжительность работы ГПМ?
Продолжительность непрерывной работы ГПМ в безлюдном режиме зависит от качества решения следующих вопросов:
-
количество заготовок в магазине-накопителе;
-
количество инструмента в инструментальном магазине;
-
объем памяти и количество управляющих программ обработки;
обеспечение систем управления средствами анализа аварийных ситуаций, оценки состояния инструмента и отклонений хода технологического процесса, выхода из аварийных ситуаций, нормализации хода рабочего процесса.
76, Какие алгоритмы необходимо разрабатывать для системы поддержания работоспособности ГПМ?
Подсистема поддержания работоспособности включает в себя следующие алгоритмы:
-
сбор и анализ информации с датчиков контроля (состояние инструмента, силы резания, амплитуды вибраций, температура узлов и т. п.);
-
оценка отклонений параметров от заданных или допустимых величин;
-
введение корректирующих воздействий при наличии отклонений;
-
диагностика состояния процесса и оборудования, принятие решений при наличии существенных отклонений.
77, В чем сложность создания алгоритмов для диагностики процессов и оборудования ГПМ?
Наибольшие сложности вызывает разработка алгоритмов диагностики состояния процесса и оборудования. В большинстве случаев они требуют проведения специальных исследований и построения математических моделей.
Моделирование процессов требует выбора наиболее информативных параметров процесса, проведения экспериментальных исследований и определения коэффициентов модели. Оценка значимости коэффициентов и адекватности модели осуществляется с применением статистических критериев Стьюдента и Фишера, позволяющих принять или отвергнуть решение о возможности использования модели для диагностики.
Алгоритм диагностики строится обычно
на основе операции сравнения фактического
значения информативного параметра
 с теоретическим значением
с теоретическим значением
 ,
вычисленным по модели. При нарушениях
процесса, когда график изменения
отклонений
,
вычисленным по модели. При нарушениях
процесса, когда график изменения
отклонений
 во времени пересекает график допустимых
отклонений
во времени пересекает график допустимых
отклонений
 (рис. 6.4), выдается сообщение оператору,
а когда процесс входит в зону аварийных
значений (
(рис. 6.4), выдается сообщение оператору,
а когда процесс входит в зону аварийных
значений ( ),
процесс обработки детали должен быть
остановлен.
),
процесс обработки детали должен быть
остановлен.
 Рисунок
6.4 – Пример сопоставления отклонений
X
с нормальными (),
допустимыми (Xдоп)
и аварийными (Xав)
значениями
Рисунок
6.4 – Пример сопоставления отклонений
X
с нормальными (),
допустимыми (Xдоп)
и аварийными (Xав)
значениями
78, Какие операции должны быть автоматизированы для обеспечения гибкости производственного модуля?
В общем случае (поток не повторяющихся деталей) для обеспечения гибкости необходимы средства и алгоритмы управления следующими операциями:
-
доставка заготовки и ее идентификация;
-
выбор управляющей программы в устройстве ЧПУ станка;
-
проверка наличия инструмента и ресурса его работы;
-
установка заготовки на станке, ее базирование и закрепление;
-
обработка заготовки, контроль размеров;
-
удаление детали.
79, Какими способами осуществляется идентификация заготовки на станке?
-
При небольшой номенклатуре деталей применяют кодовые гребенки с микропереключателями.
-
В настоящее время для распознавания заготовок начали применяться фотоэлектрические и видеосистемы, а также системы штрихового кодирования.
-
Наиболее надежной системой, защищенной от внешних воздействий, является электронная система с дистанционной записью и чтением кода,
80, Из каких основных узлов состоит электронный идентификатор заготовки?
Наиболее надежной системой, защищенной от внешних воздействий, является электронная система с дистанционной записью и чтением кода, структурная схема которой приведена на рисунке 6.6.
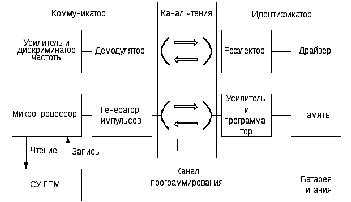
Рисунок 6.6 – Структурная схема электронного идентификатора
Система состоит из идентификатора, закрепляемого на детали, и коммуникатора, соединенного с системой управления ГПМ. Функции системы заключаются в выполнении двух операций: чтение кода и запись нового кода. Для этого система имеет два канала: канал чтения и канал программирования.