

4.3 Сапр единичных тп среднесерийного производства
Среднесерийное производство в отличие от мелкосерийного характеризуется более крупными партиями выпускаемых изделий (до 6400 шт. в год), меньшей номенклатурой, применением специального режущего и мерительного инструмента, переналаживаемых средств автоматизации. Соответственно, требуется более глубокая проработка проектных решений. В проектирующие подсистемы САПР ТП, помимо подсистем проектирования ТП, входят подсистемы проектирования специального режущего и мерительного инструмента, техоснастки и т. д. Результатами работы САПР ТП среднесерийного производства является операционное описание ТП с полным нормированием, а также с ведомостями инструмента, технологической оснастки, расхода материала и т.д.
Единичный ТП проектируют на базе синтеза элементов процесса для каждого элемента детали. Для описания детали используют проблемно ориентированный язык. Определяющую роль в кодирования информации о детали играют конструктивные элементы, обладающие постоянной, не зависящей от конкретной детали номенклатурой качественных и количественных характеристик. Для определения положения поверхностей детали в пространстве каждую типовую поверхность снабжают индивидуальной системой прямоугольных правых координат; последнюю называют привязочной системой, а начало координат – привязочной точкой. Положение привязочной системы относительно типовой поверхности определяют по классификационной таблице. Положение типовой поверхности в пространстве зависит от положения ее привязочной системы координат. Описание детали заносят в таблицу входных данных (ТВД).
Первая стадия проектирования – построение модели геометрической структуры детали – графа (рисунок 35). В качестве начальной вершины графа выбирают поверхность 1, затем отыскивают поверхности, для которых базой является поверхность 1 (поверхности 2, 8, 12), определяя, являются ли они сами базами и т.д. Ребра графа соединяют вершины, соответствующие поверхностям, имеющим между собой размерную или конструктивную связь. При проектировании ТП иногда предусматривают образование дополнительных (искусственных) поверхностей, используемых в качестве баз. Тогда должен быть предусмотрен алгоритм выбора искусственных баз.
После уточнения баз выбирают планы обработки для каждой поверхности из числа типовых. Выбор осуществляется специальным алгоритмом с учетом условий точности, шероховатости обработанной поверхности и т.д. Далее осуществляется работа блока синтеза МОД. Граф геометрической структуры детали с искусственными базами в системе называют первичным. Если вершины первичного графа отождествляются с планами обработки соответствующих поверхностей, получим вторичный граф. Задача синтеза МОД состоит в следующем: задан вторичный граф размерных связей детали, требуется получить технологический маршрут, представляющий собой упорядоченный перечень операций, необходимых для изготовления детали в соответствии с требованиями чертежа. В результате получают операционные подграфы, представленные на рисунке 36.
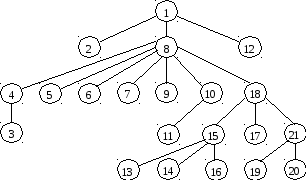
Рисунок 35 – Формализованная модель геометрической структуры детали в виде графа
Следующий этап – определение последовательности выполнения операций (упорядочивание операционных подграфов). В основу алгоритма синтеза маршрута – принцип проверки техн. операций на совместимость.
Д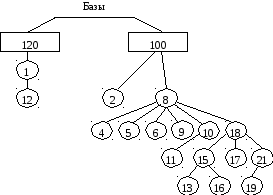 алее
в работу вступают блоки проектирования
операций. Они уточняют разработанную
схему операций и переходов, рассчитывают
операционные размеры и режимы резания,
выбирают оборудование, инструмент,
оснастку, производят нормирование
операций.
алее
в работу вступают блоки проектирования
операций. Они уточняют разработанную
схему операций и переходов, рассчитывают
операционные размеры и режимы резания,
выбирают оборудование, инструмент,
оснастку, производят нормирование
операций.
Рисунок 36 – Операционный подграф