


Содержание
Введение……………………………………………………………………….
Литературный обзор……………………………………………………
2. Разработка стана с учётом технического задания…………………..........
2.1 Расчёт энергосиловых параметров………………………………
2.2 Разработка конструктивных элементов стана системы «дуо» 150х200……………………………………………………………………………….
2.3 Разработка конструктивных элементов стана системы «кварто» 150х50х150……………………………………………………………………………
Заключение…………………………………………………………………….
Приложение А…………………………………………………………………
Приложение Б………………………………………………………………….
Приложение В………………………………………………………………….
Приложение Г…………………………………………………………………..
Реферат
Расчётно-пояснительная записка содержит 39 стр., 1 таблицу,11 источников, 17 рисунков, 4 приложения.
В данной дипломной работе были рассмотрены различные варианты мини-станов и лабораторных станов, их конструкции и принцип работы, проанализированы их технико-экономические характеристики. Был предложен и разработан вариант лабораторного стана с валками системы дуо с возможностью перехода на валки системы кварто. Технологические и конструктивные особенности стана основаны согласно тех задания.
СТАН, МОТОР-РЕДУКТОР, ПРОКАТКА, ТЕХНОЛОГИЯ ПРОКАТКИ, ОБЖАТИЕ, СИЛА ПРОКАТКИ, МОЩНОСТЬ ПРОКАТКИ, ПРОИЗВОДИТЕЛЬНОСТЬ СТАНА.
Введение
Тема дипломного проекта соответствует направлению создания нового оборудования технического и средств автоматизации одной из ведущих научных школ Донбасской государственной машиностроительной академии.
Работа выполнена в соответствии с договором о творческом сотрудничестве между Донбасской государственной машиностроительной академией (Украина г Краматорск) и Государственным образовательным учреждением высшего профессионального образования «Череповецкий государственный университет» (Российская федерация г. Череповец) в области образования и научных исследований.
Цель и задачи работы – целью работы является:
Обеспечение экономии материальных ресурсов при экспериментальном исследовании и уточнении исходных данных на создание технологий и оборудования процессов прокатки на основе разработке практических рекомендаций по совершенствованию технологий и оборудования мини-станов.
Задачи – для достижения поставленных целей были решены следующие задачи:
Развитие методов автоматического расчёта и проектирования процесса полистовой прокатки.
Экспериментальная оценка степени достоверности полученных решений.
Разработка технологических режимов работы.
Разработка новой конструкции главной клети.
Практическая полезность дипломного проекта представляет следующие результаты:
Комплекс программных средств
Разработка конструкции главной клети.
1. Литературный обзор
Прокатка — вид обработки металлов. Металл, проходя между вращающимися валками, под давлением изменяет форму и размеры. Прокатка — непрерывный процесс, т. е. профиль металла изменяется по всей длине проката. Профилем проката называют поперечное сечение прокатанного металла. В производстве ювелирных изделий применяется только холодная листовая и профильная прокатка. На ювелирных заводах, фабриках и в мастерских используют двухвалковые прокатные вальцы с электрическим и ручным приводом, рассчитанные на сравнительно небольшие заготовки.
Сортамент проектируемого оборудования: полосы Толщиной 5..25 мм и шириной до 150 мм. Материал прокатываемого метала – свинец.
…………
Рассмотрим несколько прокатных станов турецкого производства и проанализируем их. В Украину поставляют станы различных марок: ВМС-100-2ВУ, ВМС-100Впр, ВМС-64-2ВУ, ВМС-64-2ВУ2С, ВМН-64-1ВУ, ВМН-64-1ВП, ВМН52-2ВУ, ВМН- 64-2ВУ2З.
ВМС-100-2ВУ - универсальный прокатный мини-стан (Рис. 1.1 ). Стан имеет 2 рабочих блока в которых находится по 1 рабочей клети, приводящиеся от одного двигателя, но предназначенные для разных видов прокатки. Одна из рабочих клетей – листовой блок (Рис. 1.2) оборудована комплектом гладких валков для листовой прокатки. Вторая рабочая клеть – проволочный блок (Рис. 1.3) имеет комплект калиброванных валков для сортовой прокатки. Режим работы - беспрерывный. Возможность установки охлаждения подшипниковых пар. Проволочный блок разрешает задействовать 3-5 ручьев при одновременной прокатке. Рекомендованная толщина проката - 8,0 мм. для золотых заготовок, 10 мм - для серебряных заготовок.
Технические характеристики данного стана:
длина плоских валков - 200 мм;
диаметр плоских валков - 100 мм;
длина профилированных (ручьевых) валков - 225 мм;
диаметр профилированных (ручьевых) валков - 100 мм;
максимальная толщина проката - 12 мм;
размер канавок - 12-1,1 мм;
мощность - 4 кВт;
скорость обращения (скорость прокатки) - 4,7 м/мин;
крутящий момент - 1700 кНм;
напряжение - 380 В.
Также к конструктивным особенностям относится: наличие освещения, дополнительных роликов, наличие моталки, принудительного смазывания, пружинное уравновешивание (Рис 1.4). Габаритные размеры стана - 1380/600/1400 мм, масса оборудования - 700 кг.

Рисунок 1.1 – Внешний вид универсального прокатного мини-стана
ВМС-100-2ВУ

Рисунок 1.2 – Валки для листовой прокатки универсального прокатного мини-стана ВМС-100-2ВУ

Рисунок 1.3 – Калиброванные валки для сортовой прокатки универсального прокатного мини-стана ВМС-100-2ВУ

Рисунок 1.4 – Механизм уравновешивания универсального прокатного мини-стана ВМС-100-2ВУ
Модели ВМС-64-2ВУ, ВМС-64-2ВУ2С, ВМН-64-2ВУ2З - отличаются наличием и типом электронного управления (Рис. 1.5), широко зарекомендовали себя в ювелирной мастерской и небольшом производстве. Проволочные валки разрешают получать прокат квадратного сечения до 1,1 мм. используя маршрут без разведения валков. Возможна установка намоточного устройства.
Система смазывания принудительная, что оказывает содействие беспрерывному смазыванию и охлаждению подшипниковых узлов. Модель ВМН-64-2ВУ2З оснащена двухскоростным электродвигателем, который разрешает увеличить крутящий момент при первичном прокате полосы. Рекомендованные толщины проката: золото - 4,0 мм, серебро 6 мм.

Рисунок 1.5 – Внешний вид моделей ВМС-64-2ВУ, ВМС-64-2ВУ2С.
Основные технические параметры стана ВМН-64-2ВУ2З:
длина плоских валков - 110 мм;
диаметр плоских валков - 64 мм;
длина профилированных (ручьевых) валков - 225 мм;
диаметр профилированных (ручьевых) валков - 64 мм;
максимальная толщина проката - 10 мм;
размер канавок - 7,5-1,1 мм, мощность - 1,5 кВт;
скорость обращения (скорость прокатки) - 3 м/мин;
крутящий момент - 640 кНм;
напряжение - 380 В.
Также к конструктивным особенностям относится (в зависимости от модели или по договоренностями) наличие освещения, дополнительных роликов, наличие моталки, принудительного смазывания. Габаритные размеры стана - 840/480/1280 мм, масса оборудования - 250 кг.
ВМС-100Впр (Рис. 1.6) – специализированный профилированный стан для производства проволочного проката. Характеризуется непрерывным режимом работы, увеличенной производительностью в сравнении с универсальными станами дуо. Эргономичная компоновка станка разрешает задействовать до 5 ручьев одновременно. Также есть возможность установки намоточного устройства.
Основные технические данные:
длина профилированных (ручьевых) валков - 225 мм;
диаметр профилированных (ручьевых) валков - 100 мм;
размер канавок - 14-1,1 мм
мощность - 2,2 квт, скорость обращения (скорость прокатки) - 7 м/мин;
крутящий момент - 640 кНм;
напряжение - 380 В.
К конструктивным особенностям относится наличие намотки и принудительного смазывания. Габаритные размеры стана - 500/850/1260 мм, масса оборудования - 350 кг.

Рисунок 1.6 - Внешний вид стана ВМС-100Впр
Модели ВМН-64-1ВУ и ВМН-64-1ВП (Рис.1.7) предназначенные для производства проволоки в условиях единичного производства ювелирных изделий. Также рекомендуется к использованию в химических лабораториях для проведения анализов пробы драгоценных металлов. Режим работы - кратковременный. Система смазывания - капельная. Рекомендованные толщины - золото - 3,5 мм, серебро - 4 мм.
Основные технические данные стана:
длина плоских валков – 100 мм;
диаметр плоских валков – 52 мм;
длина профилированных (ручьевых) валков – 100 мм;
диаметр профилированных (ручьевых) валков – 52 мм;
максимальная толщина проката – 3,5 мм;
размер канавок – 6-1 мм, мощность – 0,55 кВт;
скорость обращения (скорость прокатки) – 1,5 м/мин;
напряжение – 380 В.
Возможно установки дополнительных роликов. Габаритные размеры стана - 670/500/380 мм, масса оборудования - 65 кг.

Рисунок 1.7 - Внешний вид моделей ВМН-64-1ВУ и ВМН-64-1ВП
Модели ВМН-52-1ВУ, ВМН-52-1ВПЛ, ВМН-52-1ВПр, ВМН-52Л (рис. 1.8) предназначены для малых и средних ювелирных мастерских, выпускаются в настольном варианте следующих типов:
ВМН52-1ВУ(рис. 1.9) – для прокатки пластин и проволочной прокатки; ВМН-52-1ВПЛ – для прокатки пластин;
ВМН-52-1ВПр – для прокатки только проволочной прокатки;
ВМН-52Л – имеет наклонное положение блока прокатки и используется в лабораториях при проведении анализа сплавов.
Некоторые технические данные данных станов:
длина валков – 50 мм;
диаметр валков – 52 мм;
длина профилированных (ручьевых) валков – 100 мм;
размер канавок – 6-1 мм;
мощность – 1,5 кBт;
скорость обращения (скорость прокатки) – 1,5 м/мин;
напряжение –380 В.
Возможно установки дополнительных роликов. Габаритные размеры стана - 440/550/380 мм, масса оборудования - 45 кг.

Рисунок 1.8- Внешний вид модели ВМН52-2ВУ

Рисунок 1.9- Внешний вид моделей ВМН-52-1ВУ, ВМН-52-1ВПЛ, ВМН-52-1Впр, ВМН-52Л
Донецкий стан………..
.
.
.
.
Рассмотрим конструктивные особенности на примере стана 70х70/150 (рис. 1.10) Турецкого производства . Данный мини –стан предназначен для производства листового и сортового проката из драгоценных материалов. Размер канавок для изготовления сортового проката – 6-1 мм, максимальный профиль листового проката – 5х70 мм. Валки стана имеют универсальное назначение, т.е. имеют и сортовую часть, и листовую часть. Валки установлены на бронзовых подшипниках скольжения со сферической внешней поверхностью (рис. 1.11 ), что обеспечивает осевую фиксацию. Привод стана выполняется через червячный редуктор от вертикально размещенного двигателя, и распространяется на оба валка через высокомодульные шестерни, посаженные на хвостовики валков (рис. 1.12). Скорость прокатки – до 3 м/мин. Мощность двигателя – 1,5 кВт, напряжение – 380 В. Габаритные размеры стана - 410/480/240 мм, вес приблизительно 50 кг.
Но, несмотря на все преимущества данного стана, стоит отметить его недостатки, которых не мало. Основные недостатки: отсутствие возможности осуществлять точное позиционирование валков в осевом направлении, а так же повышенный износ опор валка в следствии конструктивного исполнения подшипниковых узлов, а так же высокомодульная косозубая передача, синхронизирующая вращение верхнего и нижнего валка и создающего при этом достаточно большие осевые нагрузки. В следствии особенностей конструкции подшипниковых узлов, сферические подшипники скольжения, получаем низкую ремонтопригодность. Такие подшипники имеют малый срок эксплуатации и достаточно дорогостоящие. Так же имеем отсутствие возможности точного регулирования клиновидности полосы в поперечном сечении, в следствии жесткой синхронизации нажимных винтов механически - зубчатой парой; сложность замены валкового узла в данной клети из-за не совсем удачного конструктивного исполнения клети.
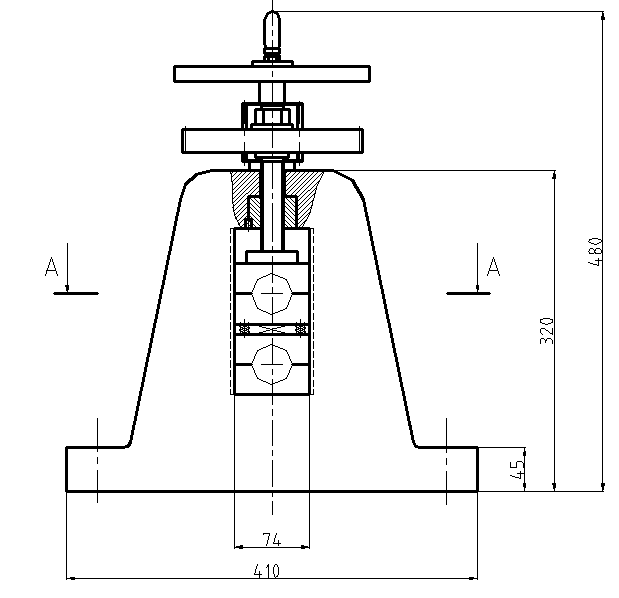

Рисунок 1.10 - Принципиальная схема стана 70х70/150 производства Турции

Рисунок 1.11- Принципиальная схема валкового узла.

Рисунок 1.12- Принципиальная схема привода стана.
Исходя из выше изложенных особенностей конструкции можно сделать вывод, что такое оборудование проектировалось для одноразового использования. Или же с учетом того, что запасные детали будут заказываться на заводе изготовителя, с учетом монополизма изготовления индивидуальных деталей. Использование такого оборудование будет выгодно при очень больших объемах проката, когда экономически целесообразно будет заказывать большими партиями запчасти или поставить на массовое производство в условиях данного предприятия. С учетом нужд рынка в металлопрокате из благородных и драгоценных материалов и их сплавов это явным образом нецелесообразно с экономической точки зрения. Приняв во внимание вышеизложенные факторы можно сделать вывод о том, что рентабельность производства снизиться. Таким образом использование данного типа оборудования является нерациональным.