

10
4 СТЫКОВАЯ СВАРКА
Стыковая сварка предназначена для сварки встык стержней, труб,
полос, рельсов и т.д.; применяется для черных и цветных металлов.
Схема машины процесса показана на рисунке1. В зависимости от процессов, происходящих в зоне соединения деталей, различают сварку сопротивлением и оплавлением.
|
Сварка |
|
сопротивлением |
производится |
на |
деталях |
||||||
|
|
|
||||||||||
предварительной зачисткой поверхностей в месте стыка. Детали |
||||||||||||
зажимают в контактных губках машины 4 и сдавливают. При |
||||||||||||
включении |
сварочного |
|
|
тока |
|
место |
стыка |
нагревается |
||||
пластического |
состояния |
до0,8 Тпл, а затем ток |
выключается, |
и |
||||||||
усилие |
сжатия |
резко |
увеличивается(детали |
осаживаются). |
В |
|||||||
результате |
неровности |
в |
стыке |
сминаются, окисные |
пленки |
|||||||
разрушаются, |
и |
происходит сварка |
в |
твердой |
фазе. Параметрами |
|||||||
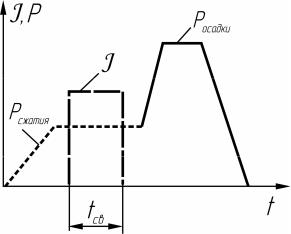
режима являются усилие сжатия P, ток J , время протекания тока tсв и
усилие осадки Pосадки, которые выбираются в зависимости от свойств материала и площади поперечного сечения детали (таблица 3).
Циклограмма процесса приведена на рисунке 7.
Рисунок 7 – Циклограмма стыковой сварки сопротивлением:
11
Рсж – усилие предварительного сжатия деталей; Росадки – усилие
осадки; J – ток,
Сваркой сопротивлением сваривают детали с простой формой
сечения площадью до 300 мм2
Сварка оплавлением не требует предварительной подготовки
деталей в месте стыка. Детали зажимают в контактных губках4
машины (рисунок 1) и подают напряжение от трансформатора 3, а
затем начинают медленно сближать. Соприкосновение деталей происходит по отдельным микровыстуапам, через которые проходит
ток большой величины. В |
этих местах |
происходит мгновенный |
|
нагрев и расплавление металла. При дальнейшем сближении деталей |
|||
происходит постепенное |
оплавление |
всего .торца3атем |
ток |
выключается, и производится осадка под большим усилием. Жидкий металл выдавливается из стыка, и происходит сварка. Параметрами режима являются ток J, время его протекания tсв, скорость сближения деталей и усилие осадки Pосадки, которые выбирают в зависимости от свойств материала и площади поперечного сечения детали.
Циклограмма процесса приведена на рисунке 8.