


© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
на рис. 1.40, были построены для титана, меди, алюминия, графита. Полученные результаты свидетельствуют о том, что для всех исследованных материалов напряжение на дуге при Л+ДНЭ сварке ниже, чем при дуговой (табл. 1.2). Повышение напряжения под воздействием лазерного излучения наблюдалось лишь для дуги, горящей на графитовый анод. Однако авторы объясняют этот факт увеличением действительной длины дуги в результате образования на поверхности графита узкой канавки глубиной 2…3 мм.
Таблица 1.2
Электрические параметры дуги при дуговой и лазерно-дуговой сварке различных материалов [72]
|
Дуговая сварка |
Лазерно-дуговая сварка |
||||
Материал анода |
|
|
|
|
|
|
Напряжение |
Ток дуги, |
Напряжение |
Ток дуги, |
Мощность |
||
|
||||||
|
на дуге, В |
A |
на дуге, В |
A |
лазера, кВт |
|
|
|
|
|
|
|
|
Коррозионно - |
26.6 |
20 |
20.2 |
20 |
0.5 |
|
стойкая сталь |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
Медь |
29.9 |
75 |
24.8 |
76 |
0.9 |
|
|
|
|
|
|
|
|
Титан |
22.0 |
35 |
19.0 |
35 |
0.5 |
|
|
|
|
|
|
|
|
Алюминий |
23.1 |
30 |
17.3 |
30 |
0.9 |
|
|
|
|
|
|
|
|
Графит |
17.0 |
47 |
27.0 |
45 |
0.9 |
|
|
|
|
|
|
|
|
Снижение напряжения на дуге с металлическим анодом, происходящее под действием лазерного пучка при практически не изменяющемся токе (см. табл. 1.2), указывает на увеличение проводимости дугового промежутка, что фактически означает повышение в нем концентрации заряженных частиц. Основной причиной увеличения плотности заряженных частиц в дуговой плазме авторы работы [72] считают испарение материала анода лазерным
62
© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
излучением и предполагают, что наблюдаемое снижение напряжения на дуге происходит в основном за счет уменьшения падения потенциала в анодной области. Соглашаясь с важной ролью испарительного механизма снижения напряжения на дуге при лазерно-дуговой сварке, следует отметить, что эффект увеличения проводимости плазмы и, как следствие, уменьшения напряжения на дуговом промежутке может быть вызван также дополнительным нагревом плазмы аргоновой дуги сфокусированным излучением СO2-лазера, и может проявляться даже при отсутствии в ней паров материала анода. Отмеченное авторами [72] снижение полного напряжения на дуге скорее всего является следствием уменьшения напряженности поля в разряде как за счет непосредственного взаимодействия лазерного излучения с дуговой плазмой, так и за счет появления в ней паров материала анода, имеющих более низкий потенциал ионизации, чем аргон.
Отдельную публикацию авторы рассматриваемых работ посвятили экспериментальному исследованию взаимовлияния лазерного пучка и электрической дуги как источников тепла, объединяемых в Л+ДНЭ процессе [73]. С этой целью проводилась лазерная, дуговая и лазерно-дуговая сварка образцов из нержавеющей стали в атмосфере гелия, а затем по площади поперечных сечений полученных швов оценивалось тепловложение в изделие для каждого из этих способов сварки. Существование взаимного влияния лазерного и дугового источников энергии в комбинированном процессе, на которое указывал еще Стин [10, 12], было экспериментально подтверждено тем фактом, что тепловложение в металл при лазерно-дуговой сварке оказалось выше суммы тепловых вкладов при дуговой и лазерной сварке в отдельности.
Для количественной оценки степени взаимовлияния составляющих комбинированного источника тепла вводился полный тепловой КПД лазернодугового процесса ηtla, определяемый как отношение тепловой мощности, идущей на плавление металла шва, к суммарной мощности лазерного излучения и дугового разряда. Изучалась зависимость ηtla от взаимного
63
© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
расположения лазерного пучка и дуги, а также от соотношения их мощностей. Как видно из экспериментальных данных, представленных в табл. 1.3, эффективность Л+ДНЭ процесса выше в том случае, когда дуговая горелка расположена впереди лазерного пучка по ходу сварки (все рассматриваемые ниже результаты работы [73] относятся именно к этому случаю).
Таблица 1.3
Характеристики теплового воздействия на изделие при комбинированной сварке
нержавеющей стали [73]
Взаимное поло- |
Мощность |
Ток дуги, |
Скорость |
Площадь |
|
|
жение источни- |
лазерного |
сварки, |
проплавле- |
ηtla |
||
ков тепла |
пучка, Вт |
A |
мм/с |
ния, мм2 |
|
|
|
|
|||||
|
|
|
|
|
|
|
Дуга впереди |
950 |
100 |
40 |
2.370 |
0.32 |
|
лазерного пучка |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
Дуга позади |
950 |
100 |
40 |
1.856 |
0.25 |
|
лазерного пучка |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
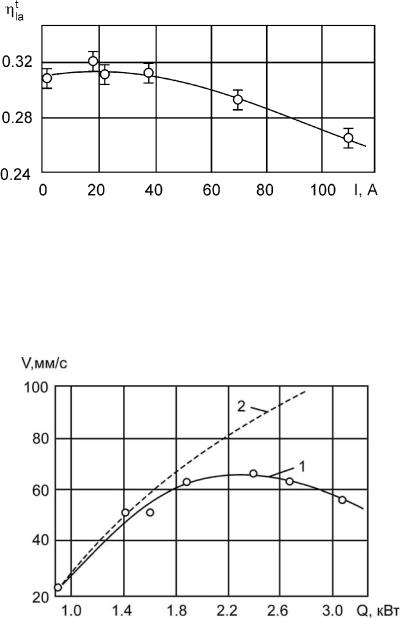
Что касается влияния соотношения мощностей лазерного излучения и электрической дуги на эффективность комбинированного нагрева металла, то эксперименты показали, что при фиксированном значении тока дуги повышение мощности лазерного излучения от 100 до 1000 Вт вызывает увеличение полного теплового КПД процесса, подобно тому как это происходит при лазерной сварке. Наоборот, увеличение тока дуги от 15 до 120 А при постоянной мощности лазерного излучения сначала (при малых токах) почти не сказывается на значении ηtla, а затем приводит даже к его снижению (рис. 1.41). Авторы объясняют это тем, что главную роль в уменьшении эффективности комбинированного нагрева при увеличении сварочного тока выше определенного предела начинает играть более низкая эффективность
64
© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
дуговой составляющей источника тепла. Указанное обстоятельство, по всей вероятности, является также причиной наблюдаемого при повышении мощности дуги снижения производительности комбинированного процесса, которое иллюстрируется рис. 1.42 (кривая 1). На этом же рисунке приведена расчетная зависимость скорости лазерной сварки, обеспечивающей полное проплавление образца, от мощности лазерного излучения (кривая 2). Сравнение указанных кривых показывает, что пока мощность дуги меньше или приблизительно равна мощности лазерного излучения (Ql = 900 Вт), производительность лазерной и лазерно-дуговой сварки примерно одинакова. При дальнейшем увеличении мощности дуги производительность Л+ДНЭ сварки уменьшается по отношению к производительности лазерной сварки, подобно тому как это происходит, например, в случае лазерно-дуговой резки
(см. рис.1.4).
Работы [74, 75] выделяются среди публикаций других авторов достаточно широким спектром проведенных исследований лазерно-дугового воздействия на материалы, затрагивающих как теоретическую, так и прикладную стороны вопроса. В них предпринята попытка систематизировать и объяснить явления, происходящие при комбинированной сварке, резке и термообработке поверхности, выявить отличительные особенности этих процессов по сравнению с соответствующими лазерными технологиями, а также определить оптимальные условия совместного использования лазерного излучения и электрической дуги в процессах металлообработки.
Одной из задач исследований авторов работы [75] было определение роли полярности электродов дугового разряда в таком эффекте, как стабилизация опорного пятна дуги в зоне лазерного воздействия при Л+ДНЭ сварке. В экспериментах дуговой разряд зажигался между обрабатываемым металлом и неплавящимся электродом, расположенным с той же стороны изделия, что и лазерный луч, под углом 45о к направлению излучения. Источником лазерного излучения служил СO2-лазер непрерывного действия мощностью 700 Вт.
65
© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
Рис. 1.41. Зависимость полного теплового КПД лазерно-дуговой (Л+ДНЭ) сварки
от тока дуги (мощность лазерного излучения 900 Вт, скорость сварки
21,3 мм/с) [73]
Рис. 1.42. Максимальная скорость сварки нержавеющей стали в зависимости от полной мощности используемого источника тепла: 1 - Л+ДНЭ сварка (мощность лазерного излучения 900 Вт); 2 - лазерная сварка [73]
66
© И.В. Кривцун, 2001 (ИЭС им. Е.О. Патона НАНУ, Украина, 03680, г. Киев, ул. Боженко 11,
Тел. (044) 261-5349, Факс: (044) 268-0486, krivtsun@i.com.ua, http://www.plasma.kiev.ua/people/krivtsun.html
На основании физических представлений о приэлектродных процессах в дуге, а также результатов экспериментов в работе [75] сделан вывод о существенном влиянии полярности электродов на эффект стабилизации опорного пятна дуги. По оценке авторов, если изделие является катодом, то для проявления указанного эффекта при достаточно больших токах дуги (десятки ампер) необходимы интенсивности излучения, требующие мощности лазера порядка нескольких киловатт. Параметры лазерного пучка, используемого в экспериментах (мощность 600 Вт, диаметр в фокусе 0,4 мм), не обеспечивали необходимой для стабилизации катодного пятна плотности мощности излучения, и эффект «привязки» не наблюдался – катодное пятно дуги уходило из зоны лазерного воздействия и двигалось независимо от пятна лазерного нагрева. Очевидно, что в данном случае нельзя говорить о комбинированном воздействии лазерного пучка и дуги на металл и рассматривать их как единый источник тепловой энергии.
Если изделие является анодом, то эффект стабилизации опорного пятна дуги также носит пороговый характер. Однако, как показали эксперименты, пороговое значение интенсивности лазерного излучения в этом случае оказывается существенно ниже и составляет 105…106 Вт/см2. Поскольку это значение близко к критической интенсивности излучения, обеспечивающей режим глубокого проплавления при чисто лазерной сварке, авторы объясняют «привязку» анодного пятна формированием над зоной лазерного испарения металла плазменно-паровой струи с повышенной по сравнению с окружающей атмосферой проводимостью. Как уже отмечалось ранее, того же мнения о механизме стабилизации анодного пятна дуги в присутствии лазерного излучения придерживаются и другие исследователи (см., например, [12, 72]).
В поисках оптимальных условий лазерно-дугового воздействия на изделие (анод) авторы работы [75] исследовали энергетические характеристики комбинированного источника тепла и его составляющих. Сравнение площадей поперечных сечений швов, выполненных лазерной, дуговой и лазерно-дуговой
67