

78
Допуски в этом случае устанавливают с учѐтом рассеяния размеров. При этом вероятный выход замыкающего размера за пределы допуска обычно принимается не более 0,27 %.
Достоинства вероятностного метода − более полный и объективный учѐт закономерностей распределения размеров деталей и суммирования погрешностей составляющих звеньев. Как правило, допуски на составляющие звенья при расчѐте с использованием вероятностного метода получаются значительно больше, чем при расчѐте по методу максима минимума (для малозвенных цепей − на 30−40 %, для многозвенных − в два раза и более), что снижает стоимость изготовления деталей.
Недостатки метода:
отсутствие полной гарантии от брака по точности замыкающего звена;
сравнительная сложность расчѐтов и большая трудоѐмкость вычислительных работ;
точность и достоверность расчѐтов зависят от точности и достоверности определения статистических характеристик распределения параметров.
Втеории размерных цепей наиболее часто применяются следующие основные законы рассеяния размеров деталей: нормальный закон (закон Гаусса), закон равной вероятности, закон треугольника, а также закон Максвелла и модуля разности нормально распределѐнных величин.
7.6. Коэффициенты, характеризующие рассеяние размеров.
Поскольку в процессе обработки всегда действуют систематические факторы, действительное рассеяние размеров в большей или меньшей мере отличается от Гауссовского. Так как это отличие влияет на результаты расчѐтов размерных цепей, действительное рассеяние характеризуется двумя коэффициентами: относительного рассеяния Ki и относительной асимметрии αi.
79
Рис. 7.7. Кривая нормального (эталонного) распределения. Практическое поле рассеяния случайной величины
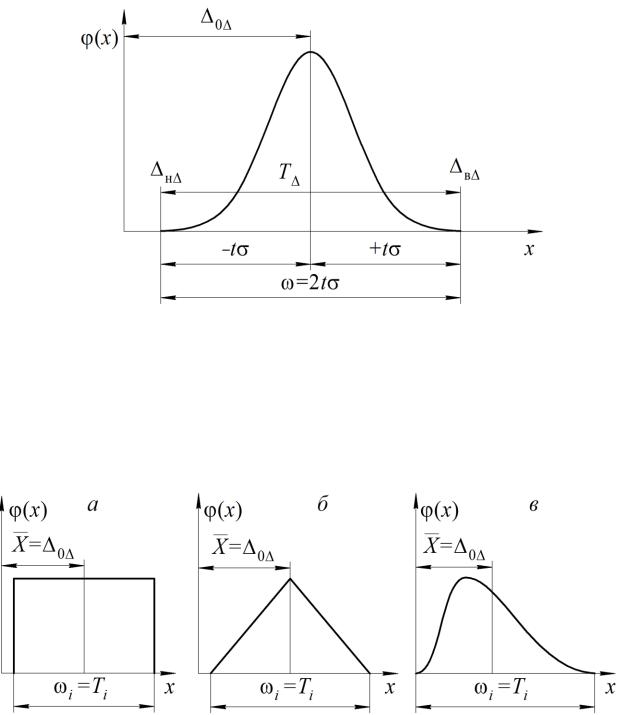
В действительности погрешности размеров составляющих звеньев имеют распределения, отличные от нормального. Например, по закону равной вероятности, закону треугольника, закону Релея и другим законам распределения (рис. 7.8).
Рис. 7.8. Кривые распределения: а − по закону равной вероятности; б − по закону треугольника; в − по закону Релея
Для того чтобы при расчѐтах погрешностей замыкающего звена можно было бы учесть любой закон распределения составляющих звеньев, Н. А. Бородачѐв предложил ввести коэффициент относительного рассеяния Ki
Коэффициент относительного рассеяния характеризует степень отличия действительного закона рассеяния от закона Гаусса, принимаемого в ка-

80
честве эталонного (рис. 7.8) и которому обычно подчиняется погрешности замыкающего звена. Коэффициент Ki служит мерой рассеяния звеньев размерной цепи в пределах соответствующего допуска. Этот коэффициент может быть определѐн из соотношения
Ki = λi ∕ λэ,
где λi, λэ − коэффициенты относительного среднеквадратичного отклонения i-гo звена и звена, рассеяние которого подчиняется закону Гаусса (эталонному).
i 2i ; э 2э ,i э
где σi, σэ, ωi, ωэ − среднеквадратичные отклонения и поля рассеяния i-гo звена и звена, рассеяние которого подчиняется закону Гаусса.
При ωi = Ti, ωэ = Tэ = T , σэ = σ и T = 2tσ , получим:
|
K |
|
i э |
i T i 2t |
2t i |
|
||
|
i |
|
||||||
|
|
|
i э |
Ti |
Ti |
Ti |
||
|
|
|
|
|||||
Так как i |
2i |
, коэффициенты λi и Ti связаны простой зависимостью: |
||||||
|
||||||||
|
Ti |
|
|
|
|
|
|
|
|
|
|
|
|
Ki t i , |
|
(7.21) |
|
где t − коэффициент риска, характеризующий вероятность выхода отклонений замыкающего звена за пределы допуска.
Подставив выражение (7.21) в формулу (7.4), получим упрощѐнную формулу, применяемую для практических расчѐтов:
m 1
T i2 Ki2Ti2 (7.22)
i 1
В некоторых источниках 2 |
обозначают через . |
i |
i |
Значения t выбирают на основании технико-экономических расчѐтов. Зависимость процента риска от значения t приведена в табл. 7.1.
Значения коэффициентов 2i и Ki для некоторых законов распределе-
ния:
|
81 |
|
|
нормальный закон распределения: 2i 1 9 , Ki = 1; |
|
|
распределение отклонений по |
закону треугольника: 2i 1 6 , |
|
Ki = 1,2; |
|
|
закон равной вероятности: 2i 1 3, Ki = 1,73; |
|
Для других законов распределения |
2 можно вычислить по значе- |
|
|
i |
i |
ниям Ki, приводимым в таблицах, составленных Н. А. Бородачѐвым, по формуле:
i Ki2  t2
t2
В проектных условиях, когда законы распределения составляющих звеньев не известны, обычно принимают: t = 3; коэффициенты 2i 1 6 или
6 или
Ki = 1,2 для всех составляющих звеньев.
Ниже приведены значения коэффициентов λi и Ki для предварительных расчѐтов [11]:
Таблица 7.9
Значения коэффициентов λi и Ki в зависимости от типа производства
Производство |
|
|
λi |
|
|
|
|
Ki |
Единичное и мелкосерийное |
|
|
|
|
|
|
|
|
1 |
3 0,577 |
|
|
3 1,732 |
||||
|
|
|
|
|
|
|||
Среднесерийное |
|
|
|
|
|
|
|
|
1 |
6 0,408 |
|
6 2 1,225 |
|||||
|
|
|
||||||
Крупносерийное |
1 3 0,333 |
1 |
||||||
|
|
|
|
|
|
|
|
|
При изготовлении деталей математическое ожидание (среднее арифметическое значение X − размер детали в партии) может не совпадать с серединой поля допуска. Это смещение происходит в результате совместного влияния систематических и случайных погрешностей. Такое несовпадение, выраженное в долях половины поля допуска (рассеяния) Ti, называется коэффициентом относительной асимметрии αi. Коэффициент αi − характеризует асимметрию кривой рассеяния:
|
|
i i 0i 0,5Ti , |
где i, 0i |
− координаты центра рассеяния и середины поля допуска. |
|
При |
i > |
0i − коэффициент αi положительный, при i < 0i − отрица- |
тельный, при |
i = 0i − равен нулю. |
|
82
Для практического использования расчѐтных формул вероятностного метода необходимо определить коэффициенты Ki, K (или λi, λ ) и αi, α или задаться их значениями. Все эти величины существенно зависят от организа- ционно-технических условий производства деталей машин и могут определяться несколькими методами: расчѐтным (теоретическим), нормативным (с помощью таблиц, норм), экспериментальным и пр. Ниже приведены ориентировочные значения коэффициентов αi и λi для трѐх групп размеров:
Таблица 7.10
Значение коэффициентов αi, λi для различных групп размеров
Размеры |
αi |
λi |
Охватывающие |
+0,25−0,25 |
0,37 0,47 |
Охватываемые |
+0,3−0,2 |
0,33 0,47 |
Прочие |
+0,2−0,2 |
0,33 0,47 |
|
|
|
Для охватывающих размеров коэффициент αi, принимается отрицательным, для охватываемых − положительным, для прочих − равным нулю; коэффициент λi при больших допусках Ti − ближе к верхнему, при меньших −
книжнему пределу приведѐнных интервалов.
Впроцессе проектирования иногда трудно выбрать то или иное значе-
ние коэффициентов Ki и αi, так как невозможно заранее предвидеть технологический процесс изготовления деталей и законы распределения их размеров.
Поэтому при расчѐтах рекомендуется задавать Ki = 1, αi = 0. Достоверность размерных расчѐтов наиболее высокая, когда коэффициенты αi и Ki определяются на основе исследования и анализа точности технологических процессов изготовления деталей рассматриваемого изделия или механизма.
Коэффициенты α и λ обычно рассчитываются при решении обратной задачи для малозвенных размерных цепей (с числом звеньев меньше шести), погрешности которых распределены по закону отличному от нормального.
Коэффициент относительной асимметрии α замыкающего звена можно принимать равным нулю при одном из следующих условий [11]: если за-
коны рассеяния составляющих звеньев симметричны (т.е. коэффициент αi = 0); если число составляющих звеньев с однородными (отличающимися примерно на 30 %) по величине допусками и любыми законами рассеяния не меньше пяти.
Коэффициент относительного рассеяния λ замыкающего звена можно принимать равным 1 ∕ 3 при одном из следующих условий: если законы рассеяния составляющих звеньев подчиняются закону нормального распределе-
ния (закон Гаусса), т.е. коэффициент 2i 1 9 (коэффициент Ki = 1); если число составляющих звеньев с однородными по величине допусками и любыми
9 (коэффициент Ki = 1); если число составляющих звеньев с однородными по величине допусками и любыми