

1.7. Накатывание резьбы
Обработка резьбы накатыванием осуществляется копированием профиля накатного инструмента за счет его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и автоматах производят накатывание резьбы диаметром от 5 до 25 мм одним роликом (рис. 1.25). Резьбу накатывают при вращении заготовки 1 в патроне или цанге с поступательным перемещением суппорта станка вместе с накатником 3, в который вмонтирован ролик 2. При этом необходимо следить за деформацией заготовки под действием односторонней радиальной силы. Накатывание резьбы до 50 мм происходит в более благоприятных условиях с применением резьбонакатных головок (рис. 1.26) с тремя роликами и более. Ролики могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой нарезкой. Ролики с кольцевой нарезкой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где г — число роликов в комплекте.

Рис. 1.25. Схема накатывания резьбы роликом
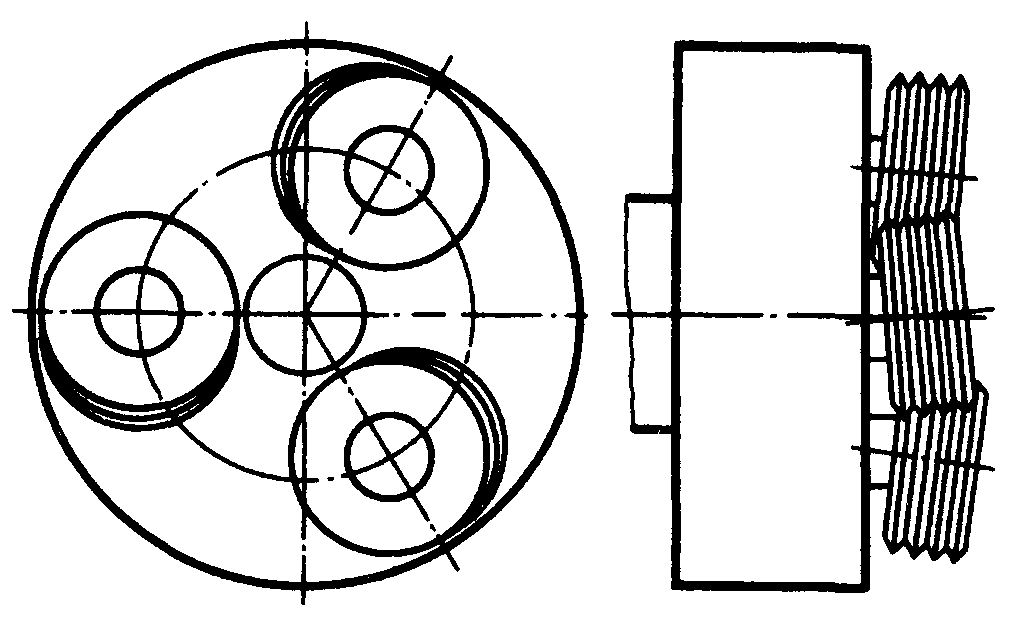
Рис. 1.26. Резьбонакатная головка
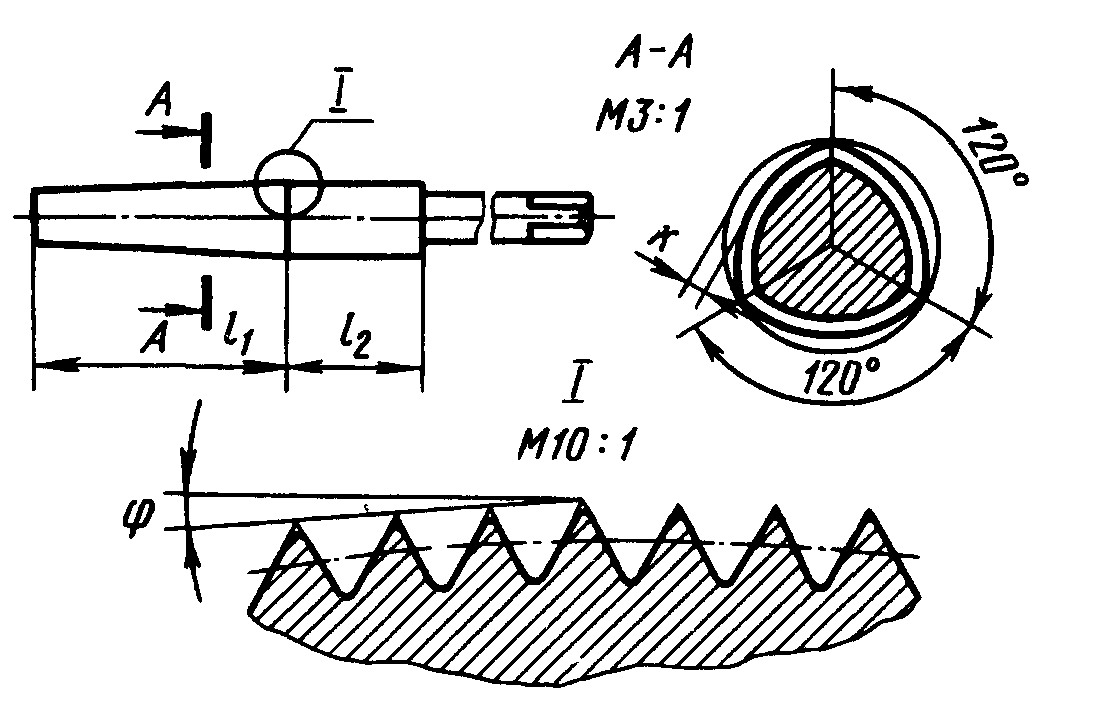
Рис. 1.27. Раскатник для внутренней резьбы
Ролики с винтовой нарезкой устанавливают
параллельно оси заготовки. Резьбонакатные
головки по принципу работы не отличаются
от резьбонарезных головок. Накатывание
резьбы производится, как правило, при
самозатягивании головки, поэтому осевая
подача инструмента на заготовку
необходима только в начальный период,
пока ролики не захватят заготовку. При
накатывании поверхность резьбы получается
с уплотненными слоями и без микронеровностей,
характерных для обработки резанием,
что повышает прочность резьбы детали.
Резьбы можно накатывать на заготовках
из различных материалов, относительное
удлинение которых
![]() .
При накатывании резьб рекомендуется
применять смазочно-охлаждающие жидкости
(эмульсию или масло). Для получения
резьбы способом пластической деформации
на внутренней поверхности применяют
раскатники (рис. 1.27). Раскатник имеет
заборную часть с конической резьбой
длинойl1=ЗР для
глухих иl1 = (10…20)Р
для сквозных отверстий. Калибрующая
часть выполнена с цилиндрической резьбой
длиной l/2
= (5…8)Я. По всей рабочей части раскатника
выполнена огранкаК= 0,2…0,6 мм
для уменьшения сил трения. В процессе
работы раскатник вращается относительно
детали с принудительной подачей вдоль
оси.
.
При накатывании резьб рекомендуется
применять смазочно-охлаждающие жидкости
(эмульсию или масло). Для получения
резьбы способом пластической деформации
на внутренней поверхности применяют
раскатники (рис. 1.27). Раскатник имеет
заборную часть с конической резьбой
длинойl1=ЗР для
глухих иl1 = (10…20)Р
для сквозных отверстий. Калибрующая
часть выполнена с цилиндрической резьбой
длиной l/2
= (5…8)Я. По всей рабочей части раскатника
выполнена огранкаК= 0,2…0,6 мм
для уменьшения сил трения. В процессе
работы раскатник вращается относительно
детали с принудительной подачей вдоль
оси.
1.8. Контроль резьбы
Шаг резьбы измеряют резьбовыми шаблонами. Резьбовой шаблон представляет собой пластинку 2 (рис. 1.28), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляют в кассету 1.
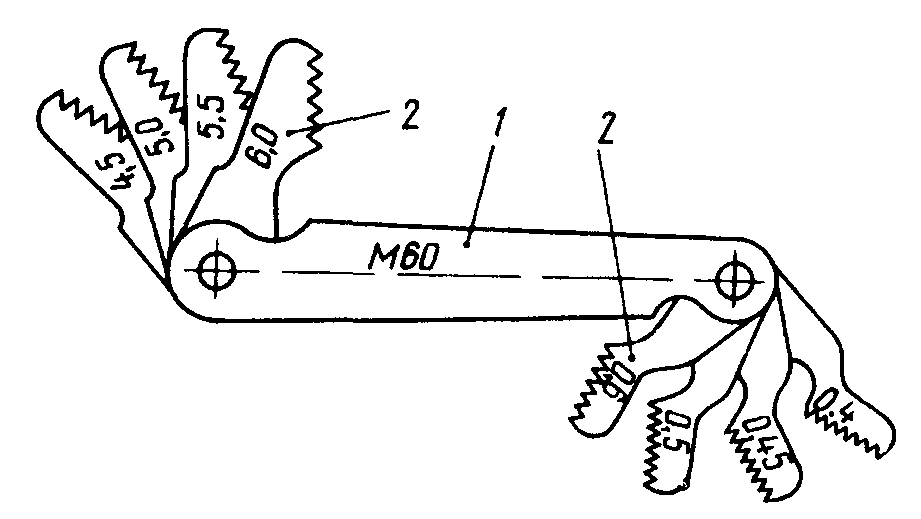
Рис. 1.28. Резьбовые шаблоны
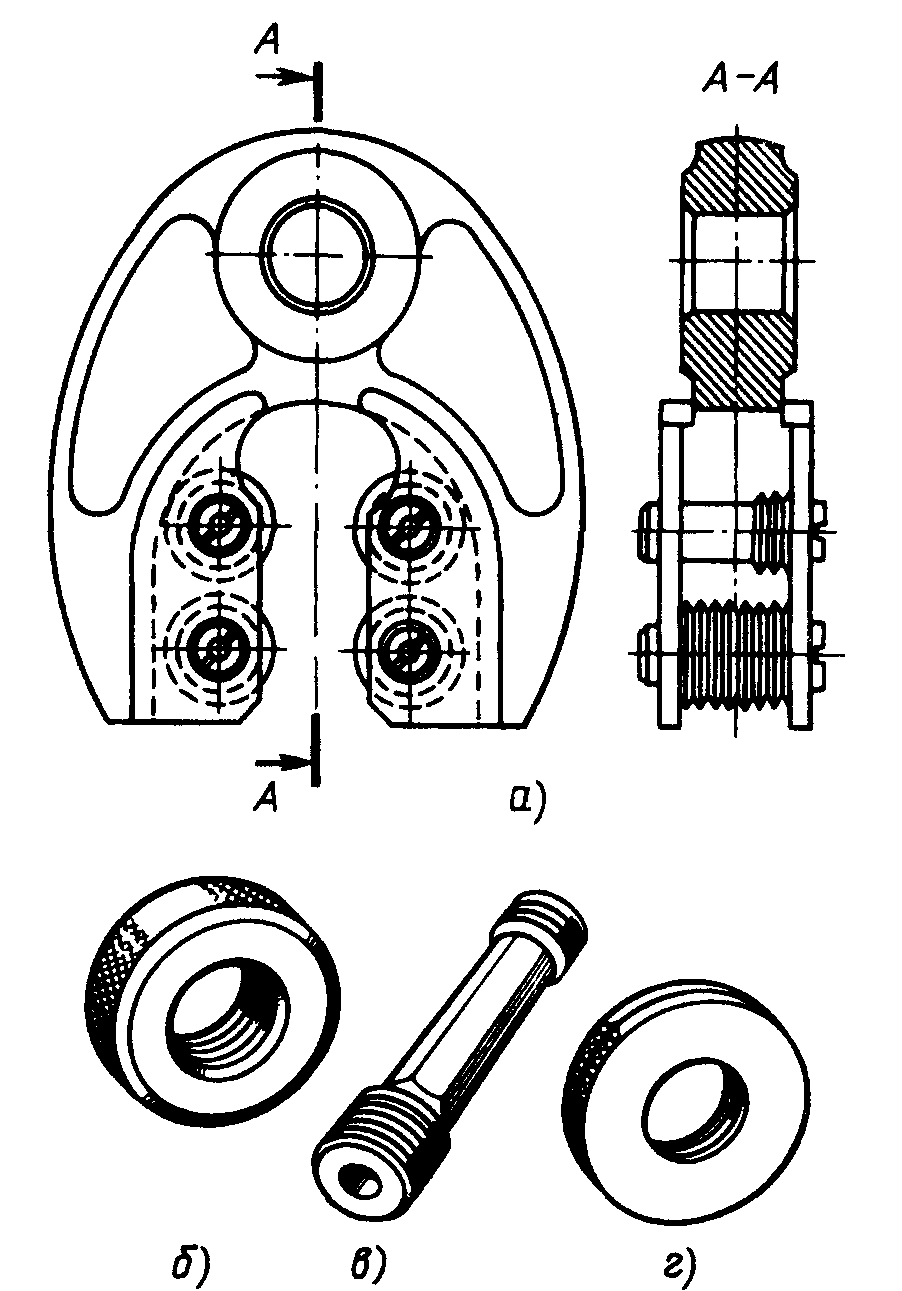
Рис. 1.29. Резьбовые калибры: а — предельная резьбовая роликовая скоба, б — проходное кольцо, в — резьбовой калибр, г — непроходное кольцо

Рис. 1.30. Схема измерения микрометром среднего (а), внутреннего (б) и наружного (в) диаметров резьбы
Резьбовыми шаблонами определяют только шаг резьбы. Комплексную оценку правильности выполненной резьбы производят (рис. 1.29, а—г) резьбовыми калибрами. Их разделяют на проходные, которые имеют полный профиль резьбы и являются как бы прототипом детали с резьбовым соединением, и непроходные, контролирующие только средний диаметр и имеющие укороченный профиль. Перед контролем проверяемые детали необходимо очистить от стружки и грязи. С калибрами следует обращаться осторожно, чтобы на рабочей резьбовой поверхности не появились забоины и царапины. Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 1.30). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливаются комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке и настраивают по шаблону или эталону резьбы. При настройке микрометра по резьбовым эталонам погрешность измерений составляет 0,01 — 1 мм.