

6. Гидравлическая схема двухстороннего алмазно-расточного станка для обработки шатунов фирмы ex-cell-0
Гидравлическая схема этого станка (см. рис. 35) предусматривает следующий цикл работы:
1) быстрый ход стола влево;
2) первую рабочую подачу влево;
3) вторую рабочую подачу влево;
4) вторую рабочую подачу вправо (одновременно тормозятся левые шпиндели);
5) быстрый ход стола вправо;
6) первую рабочую подачу вправо;
7) вторую рабочую подачу вправо;
8) вторую рабочую подачу влево (одновременно тормозятся правые шпиндели);
9) быстрый ход влево;
10) остановку в исходном положении.
Гидросистема станка питается одним лопастным насосом двойного действия фирмы Vickers; насос служит для осуществления быстрых ходов и рабочих подач стола.
Ввиду незначительности усилия подачи при алмазной расточке регулирование величины подачи осуществляется дросселированием масла на выходе его из полости противодавления цилиндра согласно принципиальной схеме рис. 36, а.
Поток масла, подаваемый насосом, подводится по трубопроводу к золотнику 3 через сверление 18.
Если золотник 3 поднят к верху, масло поступает в гидросеть; если же этот золотник опущен, доступ масла в гидросеть закрыт и в этом случае все масло, подаваемое насосом, сливается в бак через предохранительный клапан.
Таким образом, золотник 3 управляет пуском и остановкой стола станка. Сам золотник может управляться как от кулачка, так и от руки посредством особой рукоятки.
К
42
однако за исключением фрезерных станков, в которых применяется фрезерование по подаче, так как гидравлическая схема указанной панели не предусматривает создания необходимого противодавления.
2. Гидравлическая схема сверлильно-расточных станков среднего типа с панелью управления типа у429
Эта гидравлическая схема (см. рис. 9) построена аналогично предыдущей и включает в себя следующие узлы, соединенные друг с другом трубами.
а) Панель управления У429, в которой смонтированы контрольно-регулирующие механизмы и золотник управления циклом (рис. 10).
б) Лопастной насос У471 (см. рис. 11). Так как гидравлическая система предназначена для станков малой и средней мощности, быстрые перемещения и подача головки осуществляются от одного насоса.
в) Рабочий цилиндр (типа, изображенного на рис. 4).
Описываемая гидравлическая схема предусматривает следующий цикл работы головки станка:
1) быстрое движение вперед;
2) подачу (панель У429 может быть изготовлена на одну или две подачи);
3) выдержку на упоре;
4) быстрое движение назад;
5) остановку в исходном положении.
Возможна также работа с перескоками, а при условии добавления специального дополнительного приспособления - получение автоматического цикла ступенчатого сверления.
П
11

Рис. 9. Гидравлическая схема сверлильно-расточных
с
12
При включении соленоида 21 перемещается осевой пилот и масло подается под торец золотника 8, который занимает положение, изображенное на рис. 27. При этом масло от обоих насосов через дроссель 7 поступает в цилиндр 15, поршень которого, перемещаясь, производит поперечный подвод шпиндельных бабок с изделием. Скорость подвода регулируется дросселем 7.
Продольное перемещение шпиндельных бабок с изделием начинается одновременным включением соленоидов 18 и 20. Соленоид 20 переключает реверсивный золотник 9 в положение хода вперед, а соленоид 19 переключает осевой пилот 4а, который подводит давление к плунжеру клапана 11; последний открывает выход маслу из цилиндра 14, и поршень его совершает быстрый ход вперед, подводя шпиндельные бабки с изделием к резцам.
В момент переключения на рабочую подачу соленоид 18 выключается; осевой пилот 4а сообщает плунжер клапана 11 с баком; тогда клапан 11, перемещаясь, прекращает свободный выход масла из цилиндра 14, при этом начинает действовать регулятор скорости 10, работающий по принципиальной схеме рис. 15. Одновременно возросшее давление в системе переключает клапан 5, закрывая обратный клапан 6, вследствие чего насос быстрых ходов 1 разгружается на бак (см. схему на рис. 23).
Нужная скорость перемещения поршня цилиндра 14 в пределах от 1,5 до 40 мм/мин может быть установлена регулятором скорости 10.
В
41
Все указанные узлы смонтированы в общем корпусе, являющемся одновременно баком для масла; узлы связаны друг с другом трубами и представляют собой в целом самостоятельный агрегат, соединенный трубами с цилиндрами 14, 15 и 16. Управление работой агрегата - дистанционное, электрическое, посредством командного аппарата и соленоидов.
Для начала цикла нужно включить соленоид 17, который переключает осевой пилот 4; последний разъединяет камеру клапана 3 от бака (см. схему на рис. 34) и клапан 3 создает давление в системе. Масло через редукционный клапан 12 поступает, а цилиндры 16, прижимающие суппорты к копирам. Редукционный клапан 12 снижает давление, создаваемое насосом, до нужной величины, определяемой настройкой пружины клапана (см. схему на рис. 32). Во время работы станка поршни цилиндров 16 совершают возвратно- поступательные перемещения; в зависимости от положения копиров поршни цилиндров 16 или потребляют масло из системы или выжимают его через клапан 13 в бак.

Р
40

Рис. 10. Панель управления типа У429
13

Рис. 11. Габаритные размеры лопастного насоса
двойного действия типа У471
нель предназначена для цикла работы с одной подачей, то дроссель второй подачи отсутствует, а золотник управления циклом несколько видоизменяется (рис. 9).
Управление циклом осуществляется при помощи двух соленоидов, смонтированных на панели, и упоров, воздействующих на рычаг переключения панели. Предусмотрена также возможность ручного управления путем поворота валика ручного переключения.
Цикл начинается включением соленоида подвода, который посредством рычага переводит золотник управления циклом в крайнее правое положение, преодолевая действие пружины золотника. В этом положении золотник фиксируется фиксатором, на который воздействует его пружина. Насос подает масло в рабочий цилиндр согласно принципиальной схеме, изображенной на рис. 7 и головка быстро перемещается вперед.
К
14

Рис. 32. Редукционный клапан типа Vickers

Р
39
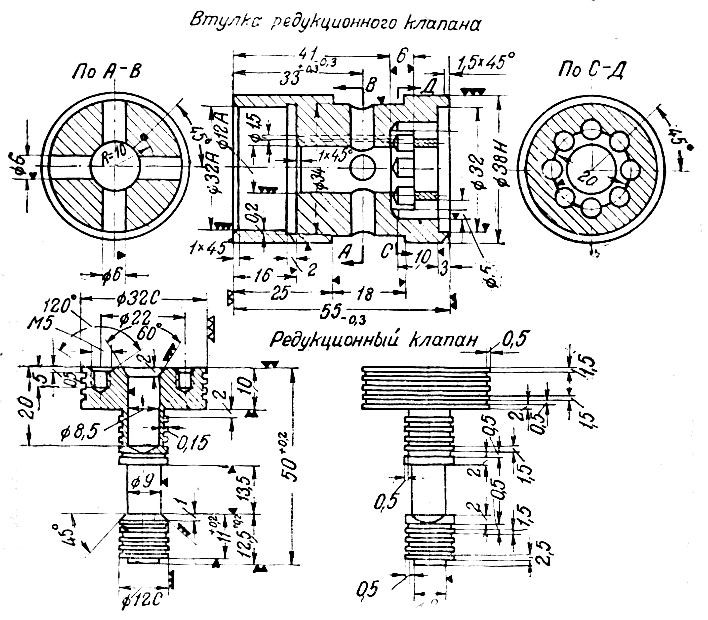
Рис. 30. Детали регулятора скорости типа Vickers

Р
38
лость цилиндра через сетчатый фильтр и дроссель первой рабочей подачи, который взаимодействует с дозирующим клапаном (байпасом) по принципиальной схеме, изображенной на рис. 6.
Выход масла из задней полости цилиндра в бак происходит свободно. Если цикл работы станка предусматривает вторую рабочую подачу, то это осуществляется тем, что упор второй подачи нажимает на рычаг переключения, который, поворачивая фиксатор, позволяет золотнику занять третье положение (см. рис. 9 - схему положений золотника для панели с двумя рабочими подачами). В этом случае масло от насоса попадает в переднюю полость цилиндра через дроссель второй рабочей подачи, которым устанавливается требуемая скорость перемещения головки.
Предохранение системы от перегрузки осуществляется клапаном типа У439 (см. рис. 8). Если цикл работы станка должен обеспечить выдержку времени на мертвом упоре, то в торец клапана упирается конец рычага, другое плечо которого воздействует на конечный выключатель, так же как это было описано в схеме панели У423. Быстрый отвод головки в исходное положение достигается путем включения соленоида отвода, который рычагом поворачивает фиксатор.
Под действием пружины золотник занимает в панели с одной рабочей подачей третье положение, а в панели с двумя рабочими подачами четвертое положение (см. соответствующие схемы на рис. 9). Тогда масло от насоса поступает в заднюю полость цилиндра и головка быстро отходит в исходное положение.
В конце обратного хода специальный упор воздействует на рычаг переключения, поворачивает фиксатор, и золотник занимает крайнее левое положение, при котором насос разгружается на бак и головка останавливается.
Н
15

Рис. 12. Наружный вид панели управления
У429 и расстановка упоров