Varianty_zadany
.doc
|
Вариант 25/3 |
Кузнечно-прессовый цех |
||
|
Цех предназначен для обработки металла давлением, свободной ковкой или штамповкой. Завоз – ж/д транспортом. В цехе возможно выделения тепла и пыли. |
|||
|
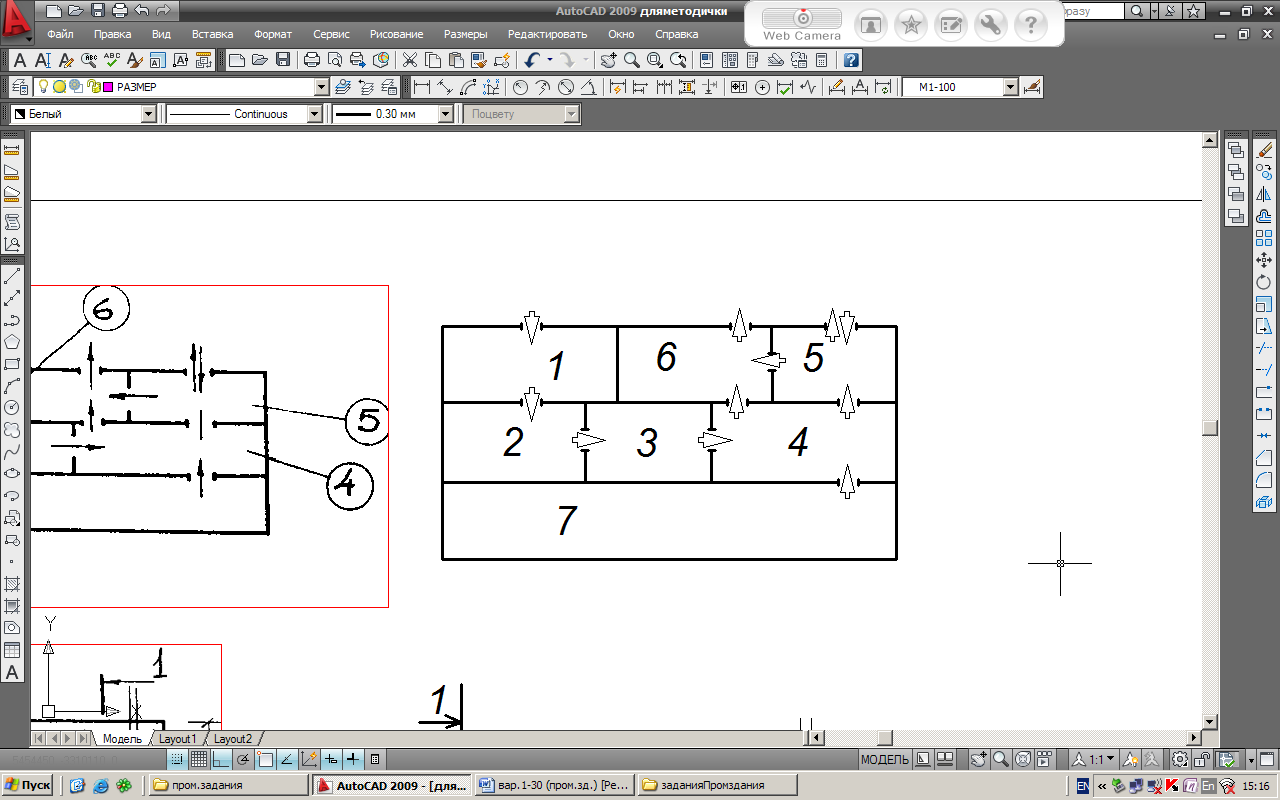
Укрупненная технологическая схема |
|||
|
|
|
||
|
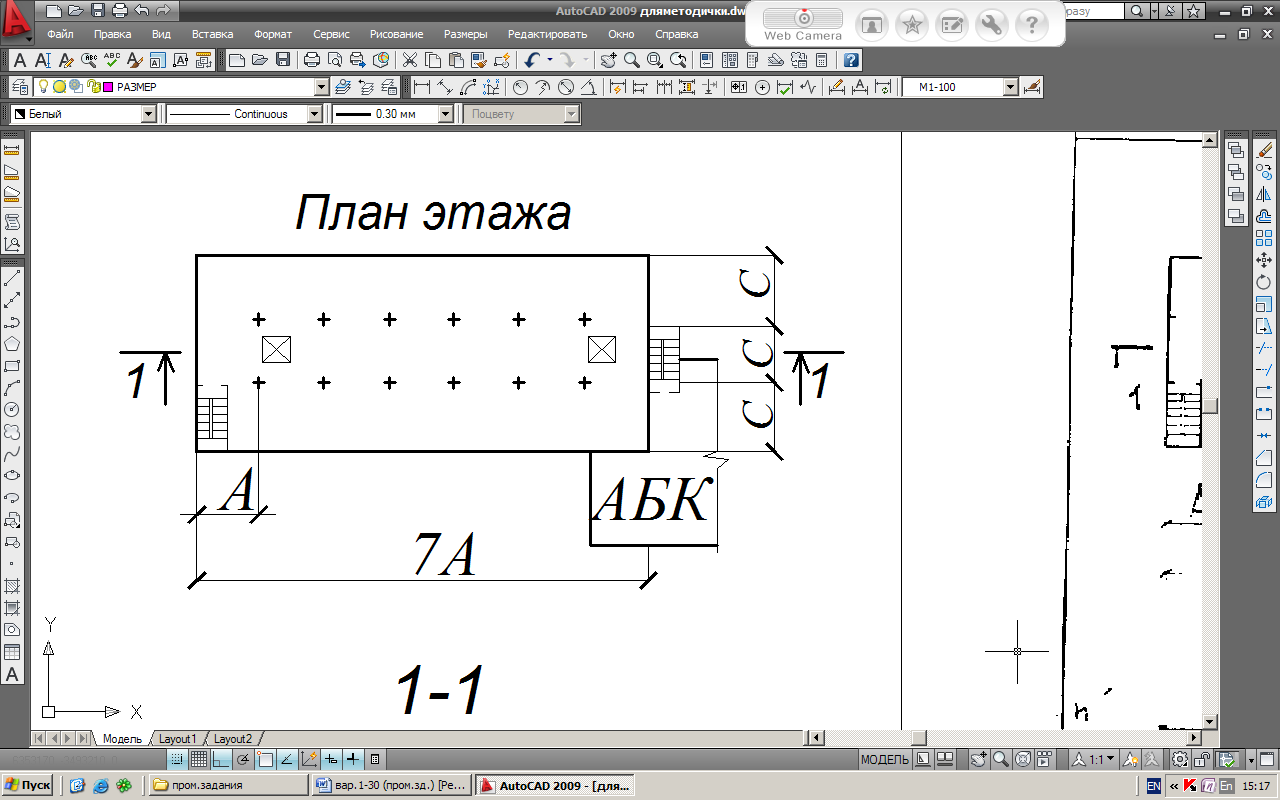
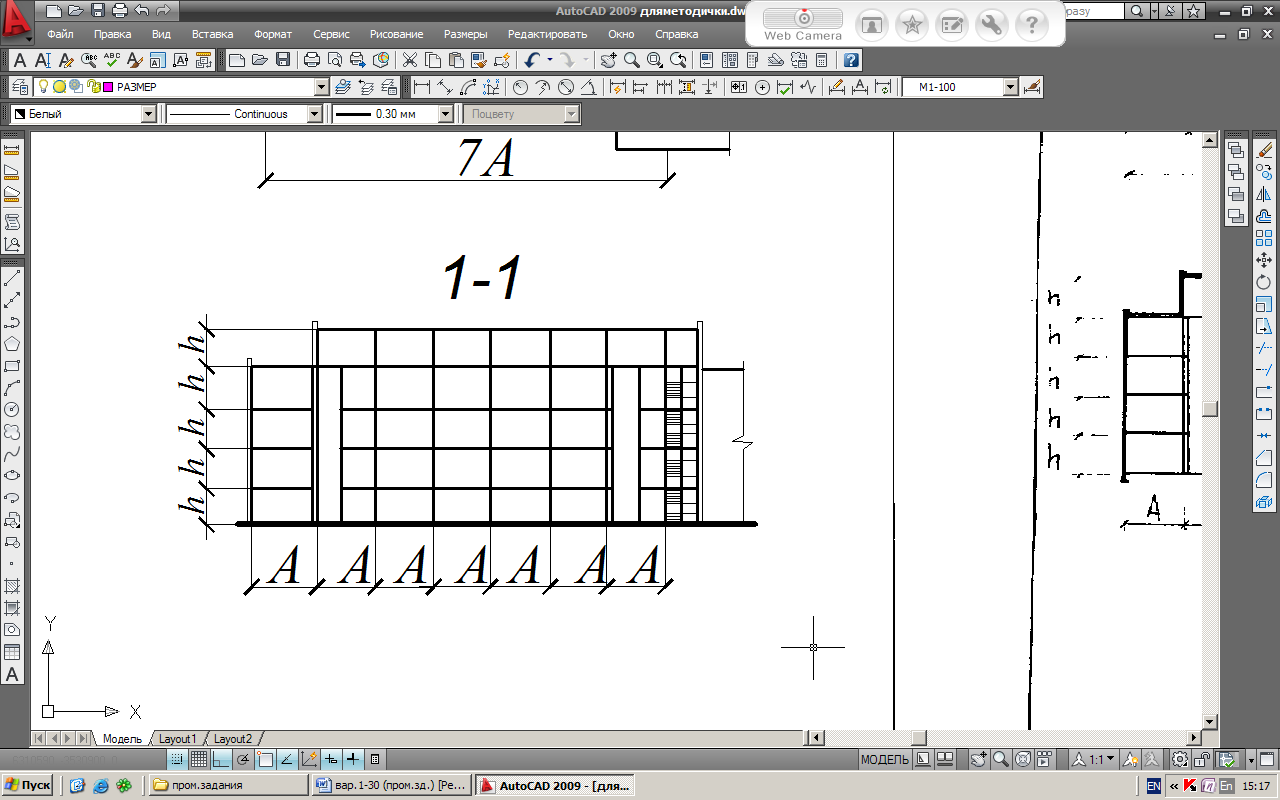
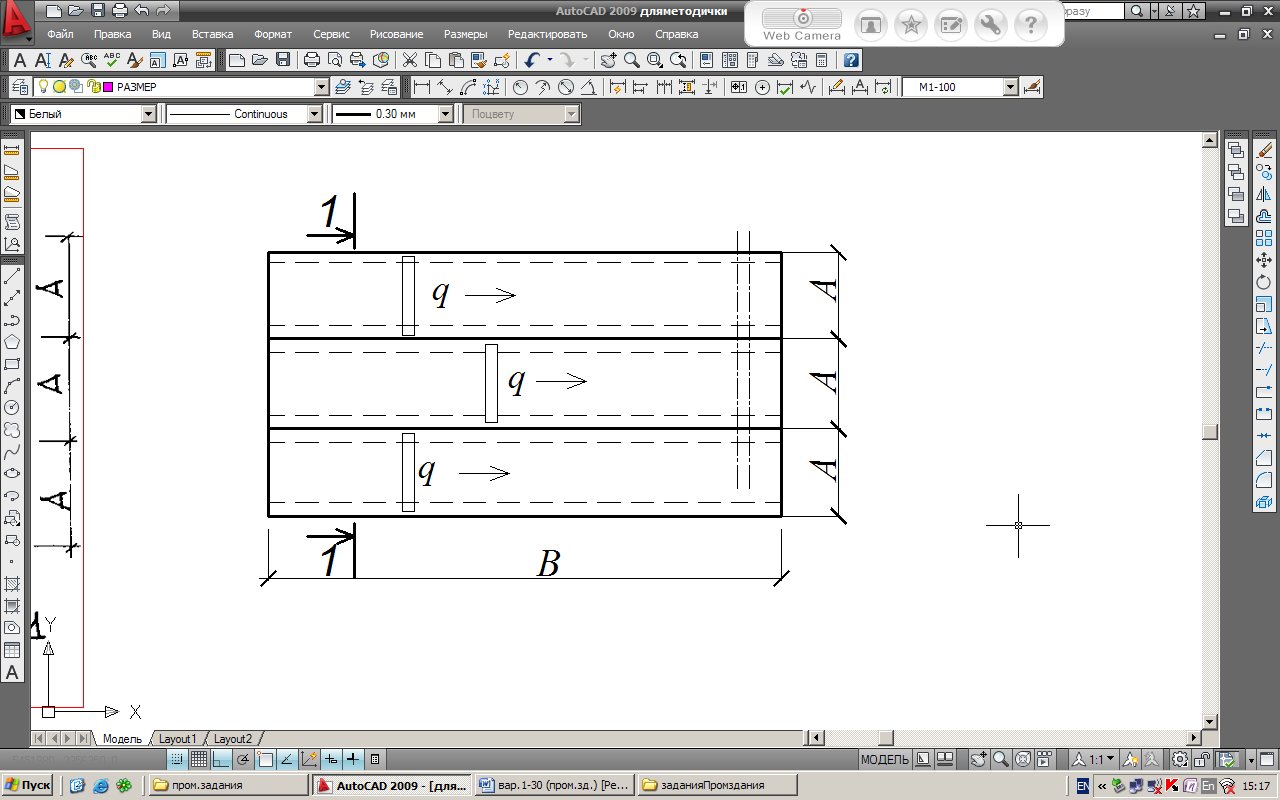
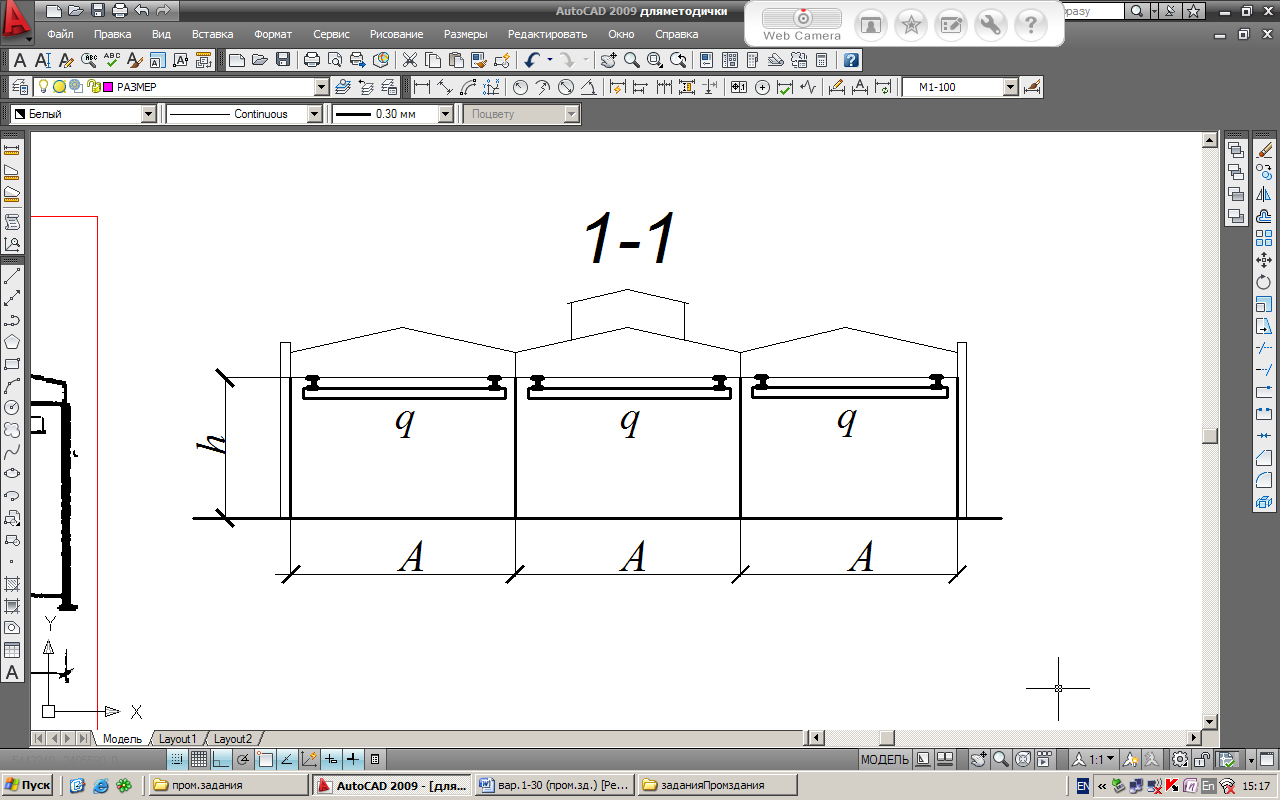
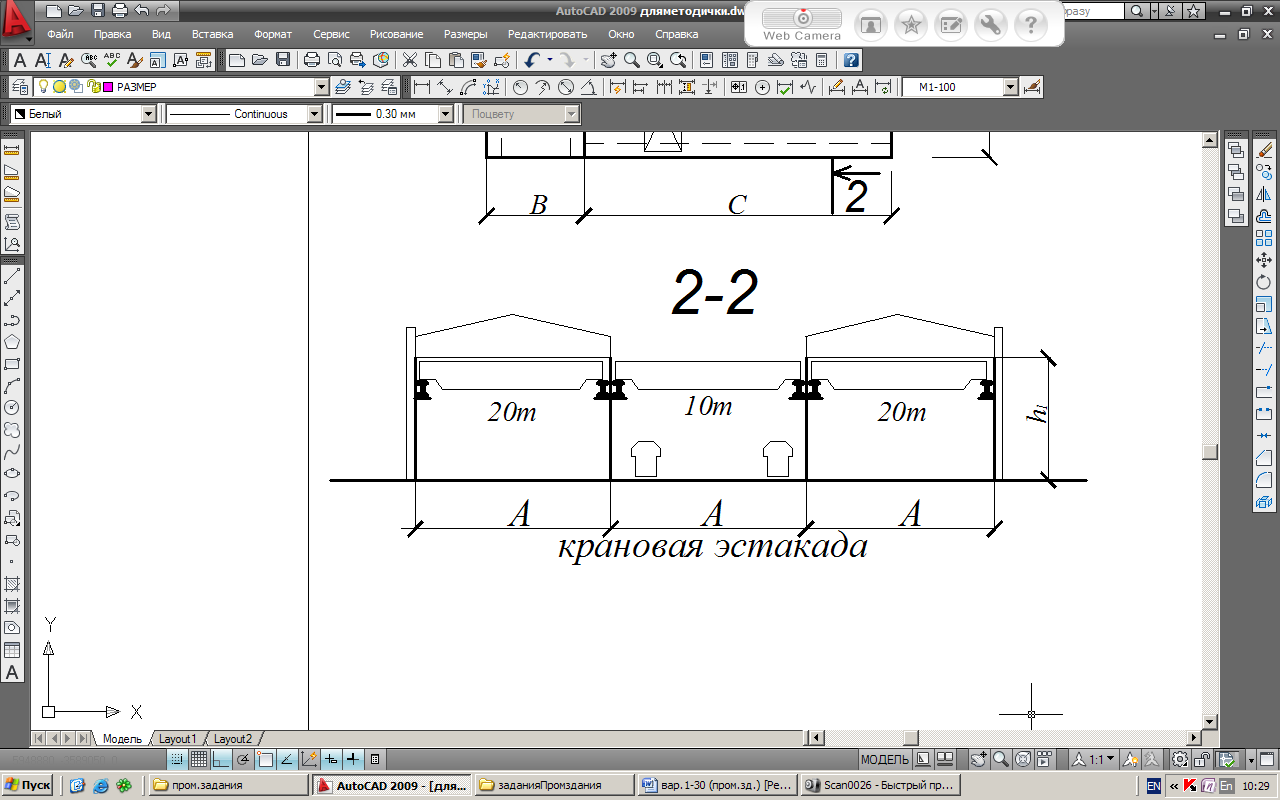
Схема объемно-планировочного решения |
|||
|
|
|||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|||
|
А |
30 |
||
|
В |
30 |
||
|
С |
72 |
||
|
D |
24 |
||
|
h1 |
12.6 |
||
|
h2 |
14.4 |
||
|
l |
6 |
||



|
Вариант 25/4 |
Кузнечно-прессовый цех |
||
|
Цех предназначен для обработки металла давлением, свободной ковкой или штамповкой. Завоз – ж/д транспортом. В цехе возможно выделения тепла и пыли. |
|||
|
Укрупненная технологическая схема |
|||
|
|
|
||
|
Схема объемно-планировочного решения |
|||
|
|
|||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|||
|
А |
24 |
||
|
В |
30 |
||
|
С |
96 |
||
|
D |
24 |
||
|
h1 |
10.8 |
||
|
h2 |
12.6 |
||
|
l |
6 |
||


|
Вариант 26/1 |
Главный корпус завода по ремонту строительных машин |
|
||||||||||||
|
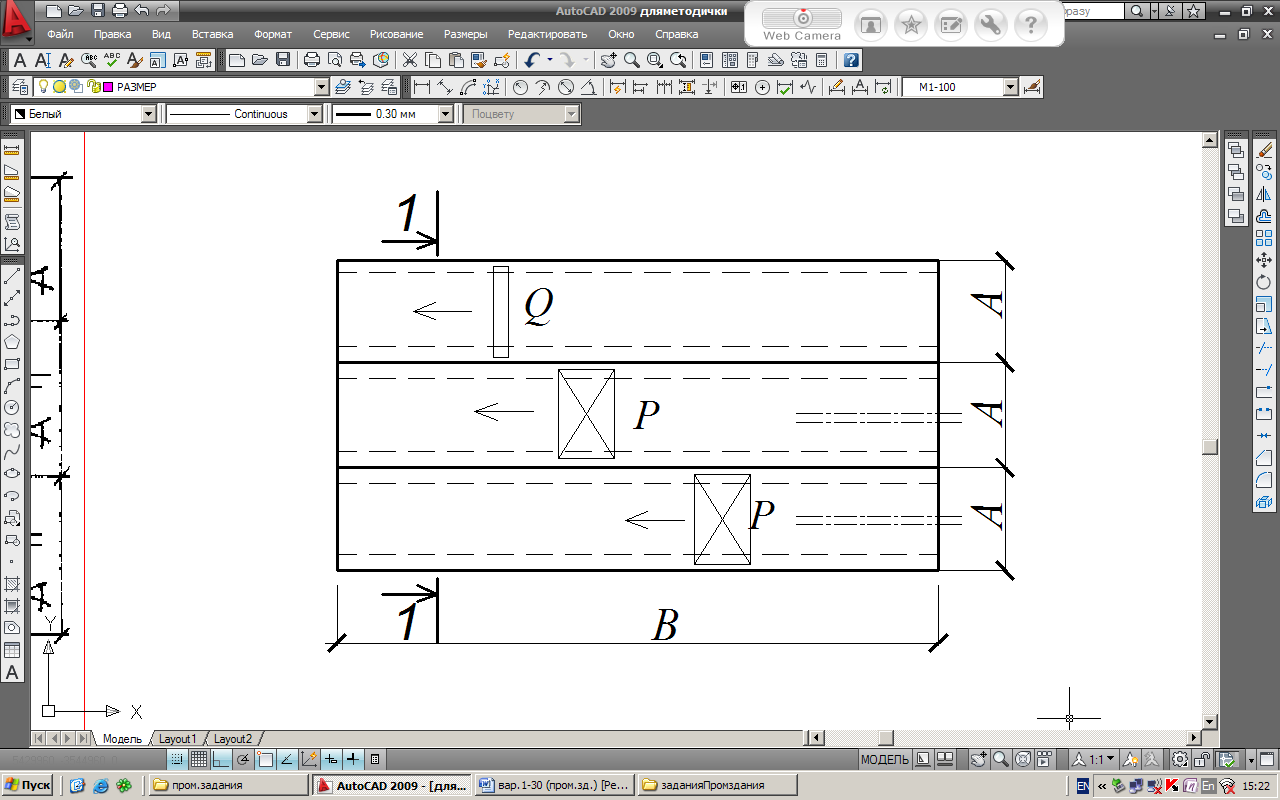
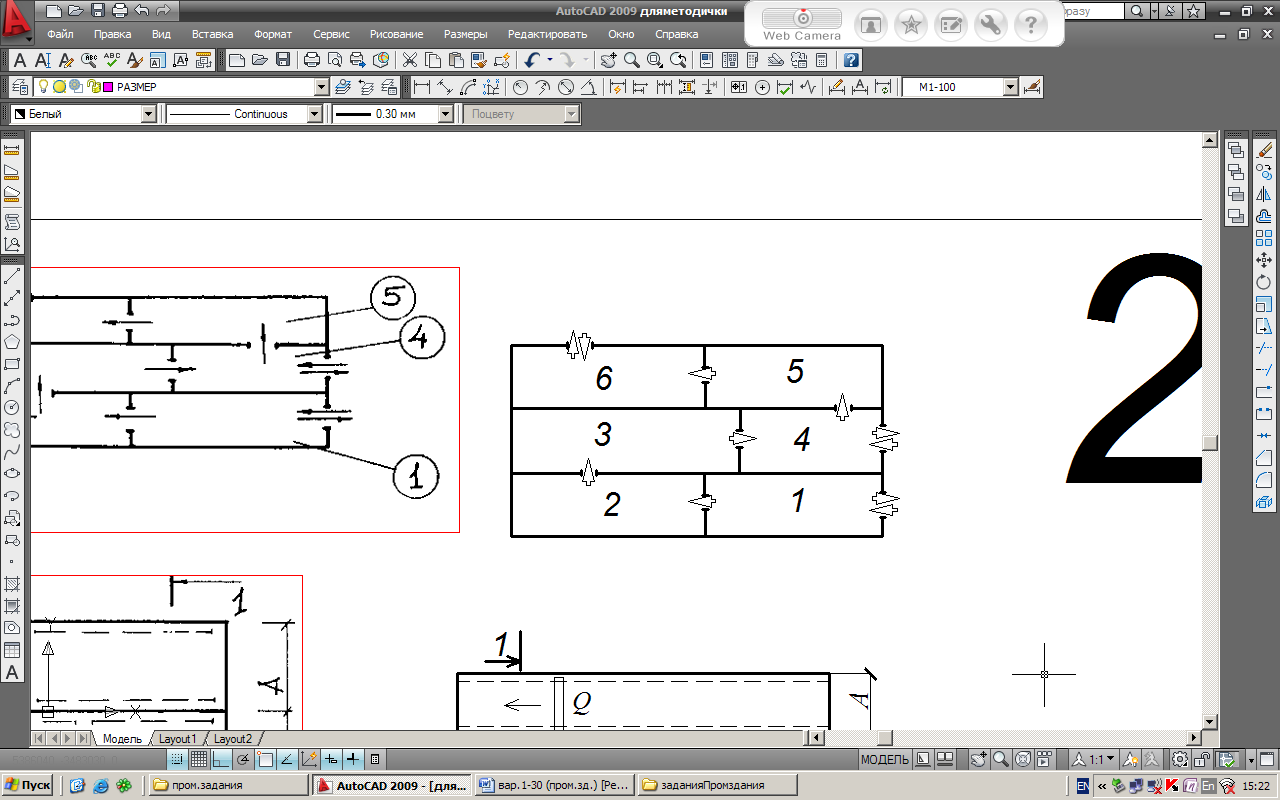
Машины и узлы козловым краном погружаются на тележки и транспортируются в главный корпус, где производится мойка и разборка. Промытые детали сортируются. Из комплектовочной кладовой-2 комплекты деталей передаются на участки сборки 3. Собранные машины поступают на участок регулировки 4, затем на участок окраски 5. Потом окрашенные изделия поступают на склад агрегатов и узлов 6. |
|
|||||||||||||
|
Укрупненная технологическая схема |
|
|||||||||||||
|
|
|
|
||||||||||||
|
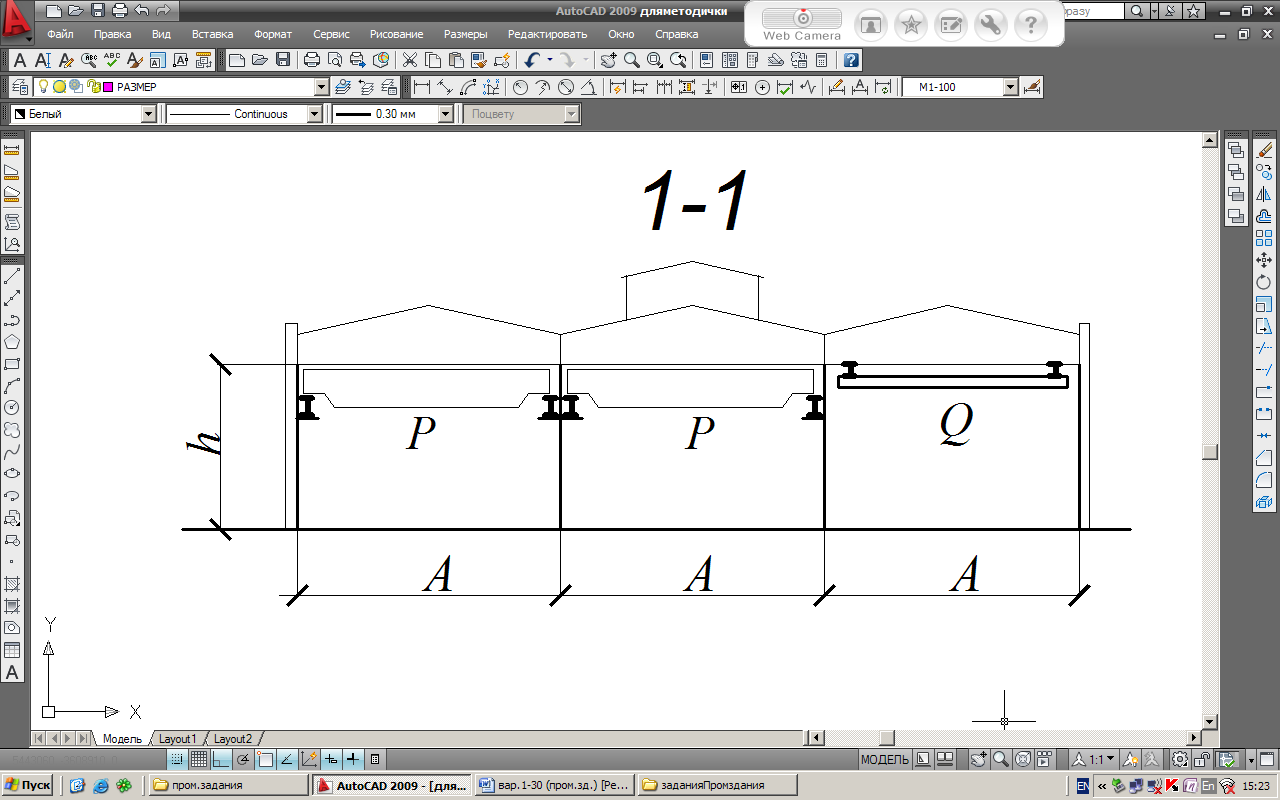
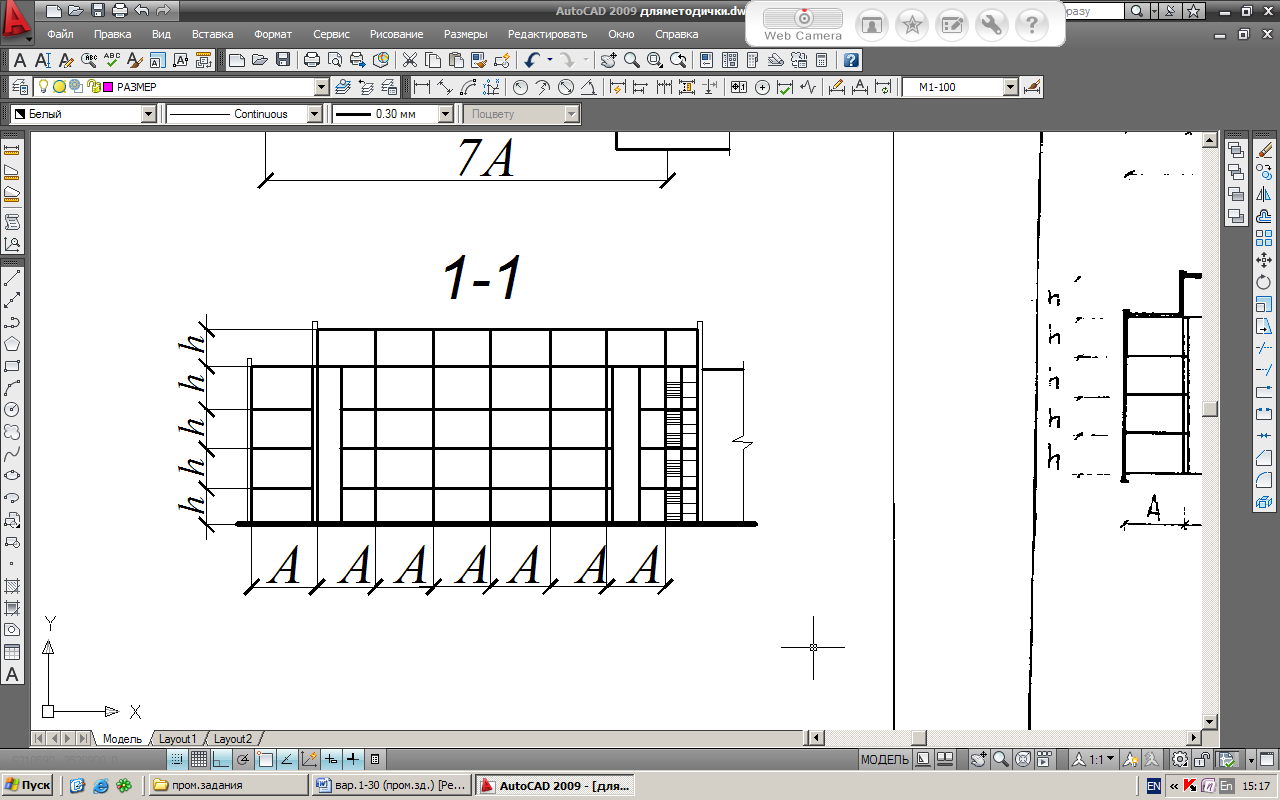
Схема объемно-планировочного решения |
|
|||||||||||||
|
|
|
|||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|
|||||||||||||
|
А |
24 |
|
||||||||||||
|
В |
144 |
|
||||||||||||
|
Н |
10.8 |
|
||||||||||||
|
Q |
3.2 т |
|
||||||||||||
|
Р |
15 т |
|
||||||||||||
|
Вариант 26/2 |
Главный корпус завода по ремонту строительных машин |
|||||||||||||
|
Машины и узлы козловым краном погружаются на тележки и транспортируются в главный корпус, где производится мойка и разборка. Промытые детали сортируются. Из комплектовочной кладовой-2 комплекты деталей передаются на участки сборки 3. Собранные машины поступают на участок регулировки 4, затем на участок окраски 5. Потом окрашенные изделия поступают на склад агрегатов и узлов 6. |
|
|||||||||||||
|
Укрупненная технологическая схема |
|
|||||||||||||
|
|
|
|
||||||||||||
|
Схема объемно-планировочного решения |
|
|||||||||||||
|
|
|
|||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|
|||||||||||||
|
А |
18 |
|
||||||||||||
|
В |
96 |
|
||||||||||||
|
Н |
9.6 |
|
||||||||||||
|
Q |
3.2 т |
|
||||||||||||
|
Р |
10 т |
|
||||||||||||
|
Вариант 26/3 |
Главный корпус завода по ремонту строительных машин |
|||||||||||||
|
Машины и узлы козловым краном погружаются на тележки и транспортируются в главный корпус, где производится мойка и разборка. Промытые детали сортируются. Из комплектовочной кладовой-2 комплекты деталей передаются на участки сборки 3. Собранные машины поступают на участок регулировки 4, затем на участок окраски 5. Потом окрашенные изделия поступают на склад агрегатов и узлов 6. |
|
|||||||||||||
|
Укрупненная технологическая схема |
|
|||||||||||||
|
|
|
|
||||||||||||
|
Схема объемно-планировочного решения |
|
|||||||||||||
|
|
|
|||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|
|||||||||||||
|
А |
30 |
|
||||||||||||
|
В |
120 |
|
||||||||||||
|
Н |
12.6 |
|
||||||||||||
|
Q |
3.2 т |
|
||||||||||||
|
Р |
30 т |
|
||||||||||||
|
Вариант 26/4 |
Главный корпус завода по ремонту строительных машин |
|||||||||||||
|
Машины и узлы козловым краном погружаются на тележки и транспортируются в главный корпус, где производится мойка и разборка. Промытые детали сортируются. Из комплектовочной кладовой-2 комплекты деталей передаются на участки сборки 3. Собранные машины поступают на участок регулировки 4, затем на участок окраски 5. Потом окрашенные изделия поступают на склад агрегатов и узлов 6. |
|
|||||||||||||
|
Укрупненная технологическая схема |
|
|||||||||||||
|
|
|
|
||||||||||||
|
Схема объемно-планировочного решения |
|
|||||||||||||
|
|
|
|||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|
|||||||||||||
|
А |
30 |
|
||||||||||||
|
В |
96 |
|
||||||||||||
|
Н |
10.8 |
|
||||||||||||
|
Q |
1 т |
|
||||||||||||
|
Р |
20 т |
|
||||||||||||
|
Вариант 27/1 |
Фабрика ремонта и пошива обуви |
|||||||||||||
|
Фабрика предназначена для строительства в областных центрах и является головным предприятием объединения. На 1-м этаже находятся кладовая готовой обуви, склад материалов, ремонтно-механическая мастерская. На 2-м этаже расположены закройное отделение и заготовочное отделение. На 3-м этаже – кладовая, цех пошива обуви, кладовая уборочного инвентаря. На 4-м этаже – цех крупного и среднего ремонта обуви, отделение окраски и лакирования обуви, отделение ремонта резиновой и валяной обуви. На 5-м этаже размещены венткамеры и машинные помещения лифтов. |
|
|||||||||||||
|
Схема объемно-планировочного решения |
|
|||||||||||||
|
|
|
|||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
|
|||||||||||||
|
А |
6 |
|
||||||||||||
|
С |
6 |
|
||||||||||||
|
h |
4.2 |
|
||||||||||||
|
|
|
|
||||||||||||
|
Вариант 27/2 |
Фабрика ремонта и пошива обуви |
|||||||||||||
|
Фабрика предназначена для строительства в областных центрах и является головным предприятием объединения. На 1-м этаже находятся кладовая готовой обуви, склад материалов, ремонтно-механическая мастерская. На 2-м этаже расположены закройное отделение и заготовочное отделение. На 3-м этаже – кладовая, цех пошива обуви, кладовая уборочного инвентаря. На 4-м этаже – цех крупного и среднего ремонта обуви, отделение окраски и лакирования обуви, отделение ремонта резиновой и валяной обуви. На 5-м этаже размещены венткамеры и машинные помещения лифтов. |
||||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
12 |
|||||||||||||
|
С |
9 |
|||||||||||||
|
h |
4.8 |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 27/3 |
Фабрика ремонта и пошива обуви |
|||||||||||||
|
Фабрика предназначена для строительства в областных центрах и является головным предприятием объединения. На 1-м этаже находятся кладовая готовой обуви, склад материалов, ремонтно-механическая мастерская. На 2-м этаже расположены закройное отделение и заготовочное отделение. На 3-м этаже – кладовая, цех пошива обуви, кладовая уборочного инвентаря. На 4-м этаже – цех крупного и среднего ремонта обуви, отделение окраски и лакирования обуви, отделение ремонта резиновой и валяной обуви. На 5-м этаже размещены венткамеры и машинные помещения лифтов. |
||||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
12 |
|||||||||||||
|
С |
6 |
|||||||||||||
|
h |
3.6 |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 27/4 |
Фабрика ремонта и пошива обуви |
|||||||||||||
|
Фабрика предназначена для строительства в областных центрах и является головным предприятием объединения. На 1-м этаже находятся кладовая готовой обуви, склад материалов, ремонтно-механическая мастерская. На 2-м этаже расположены закройное отделение и заготовочное отделение. На 3-м этаже – кладовая, цех пошива обуви, кладовая уборочного инвентаря. На 4-м этаже – цех крупного и среднего ремонта обуви, отделение окраски и лакирования обуви, отделение ремонта резиновой и валяной обуви. На 5-м этаже размещены венткамеры и машинные помещения лифтов. |
||||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
12 |
|||||||||||||
|
С |
6 |
|||||||||||||
|
h |
4.2 |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 28/1 |
Цех по производству ж/б изделий и конструкций |
|||||||||||||
|
В цехе производят ж/б стропильные балки и фермы, плиты покрытий и перекрытий по поточно-агрегатной схеме. Схема характеризуется свободным расчленением операций. Возможно изготовление индивидуальных изделий разного размера и конфигурации. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
24 |
|||||||||||||
|
В |
90 |
|||||||||||||
|
С |
18 |
|||||||||||||
|
D |
24 |
|||||||||||||
|
h1 |
10.8 |
|||||||||||||
|
h2 |
9.6 |
|||||||||||||
|
h3 |
7.2 |
|||||||||||||
|
l*n |
6*15 |
|||||||||||||
|
Q |
30 т |
|||||||||||||
|
P |
10 т |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 28/2 |
Цех по производству сборных ж/б изделий и конструкций |
|||||||||||||
|
В цехе производят ж/б стропильные балки и фермы, плиты покрытий и перекрытий по поточно-агрегатной схеме. Схема характеризуется свободным расчленением операций. Возможно изготовление индивидуальных изделий разного размера и конфигурации. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
24 |
|||||||||||||
|
В |
96 |
|||||||||||||
|
С |
24 |
|||||||||||||
|
D |
18 |
|||||||||||||
|
h1 |
12.6 |
|||||||||||||
|
h2 |
10.8 |
|||||||||||||
|
h3 |
8.4 |
|||||||||||||
|
l*n |
12*8 |
|||||||||||||
|
Q |
30 т |
|||||||||||||
|
P |
15 т |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 28/3 |
Цех по производству сборных ж/б изделий и конструкций |
|||||||||||||
|
В цехе производят ж/б стропильные балки и фермы, плиты покрытий и перекрытий по поточно-агрегатной схеме. Схема характеризуется свободным расчленением операций. Возможно изготовление индивидуальных изделий разного размера и конфигурации. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
30 |
|||||||||||||
|
В |
84 |
|||||||||||||
|
С |
18 |
|||||||||||||
|
D |
24 |
|||||||||||||
|
h1 |
14.4 |
|||||||||||||
|
h2 |
12.6 |
|||||||||||||
|
h3 |
9.6 |
|||||||||||||
|
l*n |
6*14 |
|||||||||||||
|
Q |
50 т |
|||||||||||||
|
P |
20 т |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 28/4 |
Цех по производству сборных ж/б изделий и конструкций |
|||||||||||||
|
В цехе производят ж/б стропильные балки и фермы, плиты покрытий и перекрытий по поточно-агрегатной схеме. Схема характеризуется свободным расчленением операций. Возможно изготовление индивидуальных изделий разного размера и конфигурации. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
30 |
|||||||||||||
|
В |
96 |
|||||||||||||
|
С |
18 |
|||||||||||||
|
D |
24 |
|||||||||||||
|
h1 |
14.4 |
|||||||||||||
|
h2 |
12.6 |
|||||||||||||
|
h3 |
9.6 |
|||||||||||||
|
l*n |
12*7 |
|||||||||||||
|
Q |
50 т |
|||||||||||||
|
P |
20 т |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 29/1 |
Главный корпус завода по ремонту сборочных единиц строительных машин |
|||||||||||||
|
Сборочные единицы складируются под навесом, затем электрокарами доставляются в склад 1. Сборочные единицы транспортируются в моечную машину, затем на участок 2. После сортировки годные детали накапливаются в комплектовочной кладовой 3, откуда передаются на рабочие места для сборки и испытания 4. Затем сборочные единицы транспортируются на участок 5, откуда передаются на склад отремонтированных единиц 6. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
24 |
|||||||||||||
|
В |
96 |
|||||||||||||
|
Н |
12.6 |
|||||||||||||
|
Q |
3.2 т |
|||||||||||||
|
|
|
|||||||||||||
|
Вариант 29/2 |
Главный корпус завода по ремонту сборочных единиц строительных машин |
|||||||||||||
|
Сборочные единицы складируются под навесом, затем электрокарами доставляются в склад 1. Сборочные единицы транспортируются в моечную машину, затем на участок 2. После сортировки годные детали накапливаются в комплектовочной кладовой 3, откуда передаются на рабочие места для сборки и испытания 4. Затем сборочные единицы транспортируются на участок 5, откуда передаются на склад отремонтированных единиц 6. |
||||||||||||||
|
Укрупненная технологическая схема |
||||||||||||||
|
|
|
|||||||||||||
|
Схема объемно-планировочного решения |
||||||||||||||
|
|
||||||||||||||
|
Параметры объемно-планировочного решения, м и грузоподъемность крана, т |
||||||||||||||
|
А |
18 |
|||||||||||||
|
В |
72 |
|||||||||||||
|
Н |
10.8 |
|||||||||||||
|
Q |
3.2 т |
|||||||||||||