

Проводки и петлеобразователи
Проводки предназначены для направления в рабочие валки переднего края прокатываемой полосы. Со стороны входа в рабочую клеть устанавливают вводные проводки, а со стороны выхода — выводные.
Проводки листовых станов имеют вид линеек, изготовленных из отбеленного чугуна. Причем на толстолистовых станах проводок нет, а их функцию выполняют линейки манипулятора. На сортовых и полосовых станах устанавливают проводки в виде желоба, форма которого близка к форме прокатываемого профиля.
Для ребровых и других проходов, где необходимо надежное удерживание полосы от скручивания, вводные проводки делают в виде коробки, в которую вставлены боковые линейки (пропуски). Рабочую поверхность линеек выполняют по форме и размерам сечения прокатываемого профиля.
Кроме вводных и выводных проводок, существуют еще обводные и кантующие проводки.
Обводные проводки применяют на мелкосортных станах при линейном расположении клетей, когда прокатка ведется с петлей. Устройство обводных проводок различно, но в них обязательно предусмотрена возможность увеличения петли, поскольку скорость металла, выходящего из предыдущего калибра, больше скорости металла, входящего в последующий калибр. Наиболее распространены обводные проводки с открытым сверху желобом, что позволяет при увеличении петли выбрасывать избыточную ее часть на настил пола.
Кантующие проводкиобеспечивают поворот сечения прокатываемого металла на угол 90º или 45º между клетями. Калибры кантующих роликов по своим размерам соответствуют сечению прокатываемой полосы.
Широкое распространение получили роликовые проводки на станах холодной прокатки (рис. 25).
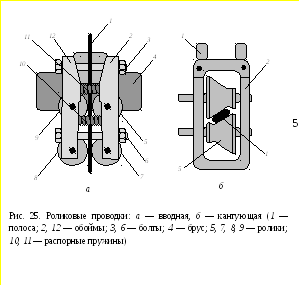
Две пары роликов находятся в обоймах, которые в свою очередь прикреплены к проводковому брусу. Распорные пружины облегчают регулировку расстояния между роликами, осуществляемую с помощью болтов.
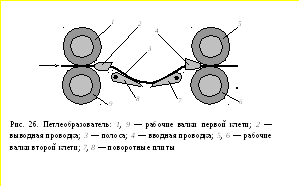
Для того чтобы полоса не образовывала складки и не попадала в рабочие валки тройной толщиной, устанавливают петлеобразователи. Так, петлеобразователь штрипсового (полосового) стана представляет собой две поворотные плиты, которые опускаются, после чего полоса образует петлю собственной массой (рис. 26).
Иногда на листовых станах устанавливают проводковые столы, предназначенные не только для направления в валки полосы, но и для создания ее натяжения.
Устройства для перевалки
Перевалка валков — замена изношенных рабочих валков в клети прокатного стана на новые. У сортовых станов перевалка необходима также при переходе на выпуск проката другого профиля. Одновременно с валками обычно меняют и подушки с подшипниками. Как правило, для ускорения перевалки всегда наготове хранят комплект новых валков с подушками.
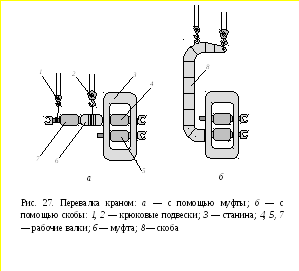
У рабочих клетей со станинами открытого типа, т. е. со съемными верхними поперечинами, валки меняют с помощью грузоподъемного (мостового) крана без каких-либо дополнительных приспособлений, а у станин закрытого типа — в осевом направлении при помощи грузоподъемного крана и муфты или скобы (рис. 27).
Существуют реечные и цепные тянущие механизмы, обеспечивающие комплектную смену валков.
Электродвигатели и мотор-редукторы
Современный прокатный цех представляет собой сложный комплекс, состоящий из механического и электрического оборудования. Прокатные цеха содержат наибольшее количество электроприводов по сравнению с другими цехами. Так, на непрерывном широкополосном стане 2000 горячей прокатки установлено около 2 000 электродвигателей.
К основным особенностям работы электропривода клетей прокатных станов относятся: большое число включений (до 1 000 включений в час для реверсивных станов), ударный характер нагрузки, превышающий номинальную нагрузку двигателей, а также разгон и торможение двигателя при наличии прокатываемого металла в рабочих валках. С учетом этих особенностей к электродвигателю предъявляются следующие требования: жесткие механические характеристики; широкие пределы регулирования числа оборотов выходного вала; высокая перегрузочная способность по моменту; минимальный момент инерции ротора; большой пусковой момент.
На основании перечисленных требований производится выбор типа электродвигателя.
В прокатных станах применяются приводы с электродвигателями постоянного и переменного тока. Электродвигатель постоянного тока обладает большей перегрузочной способностью, чем электродвигатель переменного тока, может работать в более напряженном режиме, но дороже, имеет более сложную и менее надежную конструкцию. Поэтому электродвигателю постоянного тока предпочтение отдают только в том случае, если электродвигатель переменного тока не обеспечивает требуемых характеристик.
Синхронный электродвигатель наиболее целесообразен для привода с продолжительным режимом работы, редкими включениями и малыми нагрузками при пуске. Применение данного двигателя позволяет обеспечить в процессе эксплуатации высокие энергетические показатели.
Асинхронные двигатели (АД) широко применяются в промышленности благодаря простоте конструкции, надежности в эксплуатации. Если нет необходимости в бесступенчатом регулировании их скорости, то для питания АД не требуются преобразовательные установки, так как они получают энергию непосредственно от сетей переменного тока промышленной частоты. АД делятся на два основных типа: с короткозамкнутым ротором и с фазным ротором.
Электродвигатель для привода прокатного стана выбирают, в первую очередь, по номинальной мощности и частоте вращения выходного вала.
Номинальная мощность электродвигателя
![]() ,
,
где
![]() — угловая скорость рабочего валка;
— угловая скорость рабочего валка;![]() — КПД привода.
— КПД привода.
Частота вращения выходного вала электродвигателя
![]() ,
,
где
![]() — линейная скорость прокатки;
— линейная скорость прокатки;
![]() — передаточное число редуктора.
— передаточное число редуктора.
Мотор-редуктор — моноблок, состоящий из электродвигателя и редукторной части, которая уменьшает частоту вращения выходного вала и увеличивает крутящий момент на нем.
При выборе мотор-редуктора учитывают характер внешней нагрузки, крутящий момент, частоту вращения входного и выходного валов, продолжительность суточной работы мотор-редуктора и частоту пуска. Различают цилиндрические, конические, червячные, планетарные, волновые и другие мотор-редукторы общепромышленного назначения.
Для прокатного стана наиболее применим соосный планетарный мотор-редуктор, состоящий из электродвигателя постоянного тока и редукторной части с планетарной зубчатой передачей. Он имеет большое передаточное число, и сравнительно малую массу, а кроме того, компактен. Однако при очень большом передаточном отношении работа планетарной передачи ухудшается, и КПД планетарного мотор-редуктора получается низким.