

В.С. Люкшин Оценка режущей способности шлифовальных шкурок
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ
КУЗБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущих станков и инструментов
ОЦЕНКА РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНЫХ ШКУРОК
Методические указания для проведения практических занятий по дисциплине “Алмазно-абразивный инструмент в автоматизированном производстве” для студентов направления 552900 “Технология, оборудование и автоматизация машиностроительного производства”
Составители В.С. Люкшин
Утверждено на заседании кафедры Протокол № 6 от 30.05.01
Рекомендованы к печати методической комиссией специальности 552900 Протокол № 6 от 27.06.01
Электронная копия хранится в библиотеке главного корпуса ГУ КузГТУ
Кемерово 2002

1
1. ЦЕЛЬ РАБОТЫ
Работа проводится с целью освоения методики определения режущей способности и показателя прочности закрепления абразивного зерна шлифовальных шкурок на тканевой основе.
Режущая способность и прочность закрепления зерен являются одним из наиболее важных эксплуатационных параметров шлифовальных инструментов на гибкой основе. Знание этих параметров важно, как для контроля качества этих инструментов, так и для наиболее рационального применения.
2. ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
Ленточное шлифование получило большое распространение в различных областях машиностроения. Преимуществами этого метода являются постоянство скорости резания, эластичность и упругость ленты, возможность обработки большой поверхности детали, уменьшение силы резания и теплонапряженности по сравнению со шлифовальным кругом, отсутствие необходимости балансировки и правки инструмента.
Одной из особенностей шлифовальной ленты является то, что в зависимости от технологических параметров лента работает в различных режимах. Могут создаваться различные условия для использования режущих свойств ее основного элемента – зерна. Она может работать в условиях жестко закрепленного лезвийного инструмента или в режиме исключительной податливости и самоориентации. При ленточном шлифовании создаются более благоприятные условия работы для зерен. Они имеют возможность не только одинаково самоустанавливаться, но и нивелировать по высоте и равномерно распределять между собой нагрузку.
Оценка эффективности шлифования может осуществляться по различным критериям. Основными из них являются критерии режущей способности и показателя прочности закрепления абразивного зерна. Режущая способность Q (мм3/c) шкурки определяется по формуле
Q = Vt , (1)
где V– объем сошлифованной части эталонного стержня (мм3); t – продолжительность цикла шлифования (с).
2
Показатель прочности закрепления абразивных зерен К (мм/г) в шкурке определяется по формуле
n
K = ∑qi / ∆ , (2)
i=1
где qi – длина сошлифованной части эталонного стержня (мм); n – количество циклов до достижения критерия стойкости; ∆ – разность масс образца шлифовальной шкурки до и после испытания (г).
3.ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
3.1.Прибор для испытания.
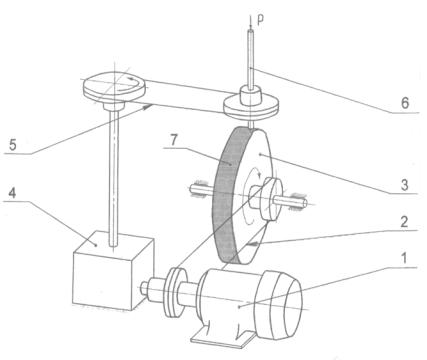
Схема прибора для определения режущей способности и прочности закрепления абразивных зерен показана на рисунке, где
1 – электродвигатель; 2, 5 – клиноременная передача;
3– барабан;
4– червячный редуктор;
6– стержень;
7– шлифовальная шкурка.
Схема прибора для контроля режущей способности и показателя прочности закрепления абразивных зерен шлифовальных шкурок и лент на тканевой основе
3
Электродвигатель (1) передает вращение по двум кинематическим цепям. Первая цепь – через клиноременную передачу (2) на барабан
(3). Вторая цепь – через червячный редуктор (4), клиноременную передачу (5) на стержень (6). На барабане закрепляется образец шлифовальной шкурки (7).
3.2.Технические весы с погрешностью взвешивания не более
0,01 г.
3.3.Образцы шлифовальной шкурки длиной 680 мм и шириной
20 мм.
3.4.Стержень из калиброванной стали марки 45 по ГОСТ 105173 диаметром 10 мм и длиной 300 мм.
4.ПОДГОТОВКА К ИСПЫТАНИЮ
4.1.Взвесить образец шлифовальной шкурки.
4.2.Закрепить образец шлифовальной шкурки на барабане прибора и шлифуемый стержень в патроне – держателе.
5.ПРОВЕДЕНИЕ ИСПЫТАНИЯ
5.1.Установить режимы испытания, указанные в таблице.
Режимы испытаний
|
Ско- |
|
|
Продолжи- |
Критерий |
|
Зерни- |
рость |
Частота |
Радиальная |
тельность |
стойкости – |
|
шли- |
вращения |
цикла |
минималь- |
|||
стость |
фова- |
стержня, |
нагрузка, Н |
ный съем |
||
|
ния, |
мин -1 |
|
шлифова- |
металла за |
|
|
м/с |
|
|
ния, с |
цикл, мм |
|
|
|
|
|
|||
4;5 |
|
|
19,6 |
60 |
0,2 |
|
6;8 |
15 |
36 |
29,4 |
|||
|
|
|||||
10 – 16 |
39,2 |
40 |
0,5 |
|||
20 – 50 |
|
|
44,1 |
20 |
||
40/25 |
|
|
63,6 |
10 |
|
4
5.2.Стержень в процессе испытания прижимается к образцу шлифовальной шкурки при помощи грузов, а после каждого цикла меняется или охлаждается до комнатной температуры.
5.3.После осуществления цикла шлифования производится измерение длины сошлифованного участка стержня штангенциркулем с погрешностью 0,05 мм.
5.4.Повторить циклы шлифования до достижения критерия стойкости в соответствии с таблицей.
6.ОБРАБОТКА РЕЗУЛЬТАТОВ ИСПЫТАНИЯ
6.1.Режущую способность (Q) определяют по формуле 1.
6.2.Показатель прочности закрепления абразивных зерен К (мм/г) определяют по формуле 2.
6.3.По результатам испытаний строят графики зависимостей Q = f(N) и K = f(N), где N – количество опытов.
7.ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ
7.1.Получить задание.
7.2.Занести в отчет маркировку шлифовальной шкурки.
7.3.Взвесить образец шлифовальной шкурки.
7.4.Закрепить образец шлифовальной шкурки на барабане прибора и шлифуемый стержень в патроне – держателе.
7.5.Выбрать режимы испытания из таблицы (т.е. по номеру зернистости выбрать скорость шлифования, частоту вращения стержня, радиальную нагрузку, продолжительность цикла шлифования и критерий стойкости).
7.6.После осуществления цикла шлифования произвести измерение длины сошлифованного участка стержня штангенциркулем с погрешностью 0,05 мм.
7.7.Повторить циклы шлифования до достижения критерия стойкости в соответствии с табл. 1.
7.8.По результатам испытаний построить графики зависимостей
Q = f(N) и K = f(N).
7.9.Написать вывод.
5
8.ОФОРМЛЕНИЕ ОТЧЕТА
8.1.Маркировка шлифовальной шкурки.
8.2.Режимы испытания.
8.3.Графики зависимостей Q = f(N) и K = f(N).
8.4.Вывод.
9.КОНТРОЛЬНЫЕ ВОПРОСЫ
9.1.Что такое режущая способность?
9.2.Что такое показатель прочности закрепления абразивных зе-
рен?
9.3.Как осуществляется оценка эффективности шлифования?
9.4.Как работает прибор для испытания?
9.5.Как производится контроль режущей способности и показателя прочности закрепления абразивных зерен шлифовальных шкурок
илент на тканевой основе?
10.СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1.Ковальчук Ю.М. Основы проектирования и технология изготовления абразивного и алмазного инструмента. – М.: Машинострое-
ние, 1984.
2.Башков В.М. Испытания режущего инструмента на стойкость. / В.М.Башков, П.Г.Кацев. – М.: Машиностроение, 1985.
3.ГОСТ 5009–82.
4.ГОСТ 13344–79.
6
Составитель Владимир Сергеевич Люкшин
ОЦЕНКА РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНЫХ ШКУРОК
Методические указания для проведения практических занятий по дисциплине “Алмазно-абразивный инструмент в автоматизированном производстве” для студентов направления 552900 “Технология, оборудование и автоматизация машиностроительного производства”
Редактор З.М. Савина
ЛР № 020313 от 23.12.96
Подписано в печать 10.10.01. Формат 60х84/16.
Бумага офсетная. Отпечатано на ризографе. Уч.-изд.л. 0,50. Тираж 100 экз. Заказ
Государственное учреждение Кузбасский государственный технический университет.
650026, Кемерово, ул. Весенняя, 28.
Типография ГУ Кузбасский государственный технический университет. 650099, Кемерово, ул. Д. Бедного, 4а.