

53. Схема питания индукционных тигельных печей.
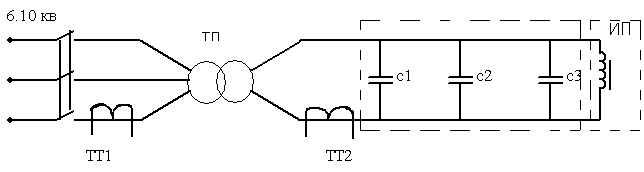
ТТ1,ТТ2- токов трансформаторы.
С1,С2,С3- батарея конденсаторов (для компенсации).
ИП - индукционная печь.
ТП - печной трансформатор (понижающий).
После питания канальных печей со вторичной обмотки трансформатора снимается напряжение 220,380,500 В промышленной частоты. Печи могут быть с одно- или трехфазной схемой питания. Печи малой мощности подключаются непосредственно к сети 38/0В. Схема питания тигельных печей промышленной частоты аналогична.
Схема питания
индукционных печей повышенной частоты:

Индукционные тигельные печи применяются для плавки небольших количеств металлов и сплавов на мощности 25,60Квт с емкостью тигеля 25,50кг
54. Индукционные нагревательные установки.
Индукционный нагрев основан на использовании неравномерного распределения по радиусу металла тока индуктированным временем магнитным полем. Наибольшая плотность тока наблюдается в поверхностном слое металла. Выбором мощности, частоты и времени нагрева можно нагреть поверхностный слой или же всю деталь насквозь. Индукционная закалка заключается в нагреве поверхностного слоя детали токами В4 с последующим быстрым охлаждением в воздушной или маслянистой среде. В результате в поверхностном слое металла происходит структурное изменение, обеспечивающее необходимую твердость. В зависимость от вида и формы изделия используются закалочные индукторы различной конфигурации, оптимальная частота тока для закалки слоя подсчитывают по формуле:
![]() ,
Гц
,
Гц
х -глубина проникновения потоков, в мм.
мощность генератора,питающего индуктор равна:
Pr = p0 ∙ FM, кВт
р0- удельная мощность отдаваемая генератором в пределах (5000÷30000 кВт/м2)
FM- нагреваемая поверхность в м2.
Сквозной нагрев до Т=1500 К применяется в следующих случаях:
- нагрев различных заготовок перед ковкой и штамповкой.
- для гибки, прессовки различных длинномерных материалов, а также для обжига или отпуска деталей.
Частота тока для сквозного нагрева определяется из формулы:
![]() ,
Гц
,
Гц
d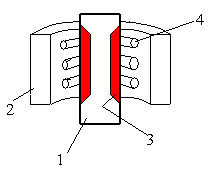 -
диаметр заготовки.
-
диаметр заготовки.
- нагревательный элемент
-охладитель
-нагретый участок
– индуктор
Преимущества:
Большая скорость нагрева.
Высокая стабильность результатов.
Удобство автоматизации.
Возможность нагрева не всей детали, а только отдельных её участков.
55.Установки диэлектрического нагрева.
Диэлектрический нагрев применяется при термообработке металлов из полупроводников и диэлектриков.
Схема установки
диэлектрического нагрева:

Lдр - дроссель
Lк,Ск - колебательный контур генератора
Ср - разделительный
Lсв - катушка обратной связи колебательного контура
Сушка изделий,
лакокрасочных покрытий, бумаги, пряхи
и др., а также нагрев, пресс кромок сварки
и пайка пластиков, сушка и варка фруктов
и ягод. В установках диэлектрического
нагрева обрабатываемый материал
помещается между пластинами конденсатора
колебательного контура генератора, в
качестве генераторных установок
используются ламповые генераторы,
вырабатывающие ток В 4 (0,5÷300 МГц). Требуемая
мощность для нагрев вещества при
отсутствии потерь равна: Р=4,17∙С∙G∙![]() ,
кВт
,
кВт
С- теплоемкость удельная вещества
G- вес вещества в кг.
t2,t1- начальная и конечная температура нагревательного вещества
τ -время нагрева в сек.