

S6-Drobilka_valkovaya
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО Тамбовский государственный технический университет
Кафедра « Технологии продовольственных продуктов»
ЛАБОРАТОРНАЯ РАБОТА
« ДРОБИЛКА ВАЛКОВАЯ »
Выполнил: студент группы ___________________________________________
Проверил: преподаватель кафедры « __________» _____________________
Тамбов

Цель работы:
1.Изучение устройства и принципа действия дробилки валковой.
2.Приобретение практических навыков выполнения сборочного чертежа и составление спецификации по готовому оборудованию.
Дробилка валковая
Дробилка валковая ручная предназначена для измельчения зерновых и бобовых культур до крупности пригодной для скармливания скоту и птице в фермерских и личных подсобных хозяйствах.
Техническая характеристика
Модель ……………………………..... 4СХ 1.020.000
Производительность, кг/ч, не более …………… 1 Межвалковый зазор, мм. …………………..…. до 2 Габаритные размеры, мм
длина ………………………….…….. 400 ширина ……………………….….….. 580 высота ……………………………..... 1060
Вес, кг, не более ………………………………… 20
Производство: г. Тамбов, АО «Подшипников скольжения», 1999 г.
Описание машины и принципа работы
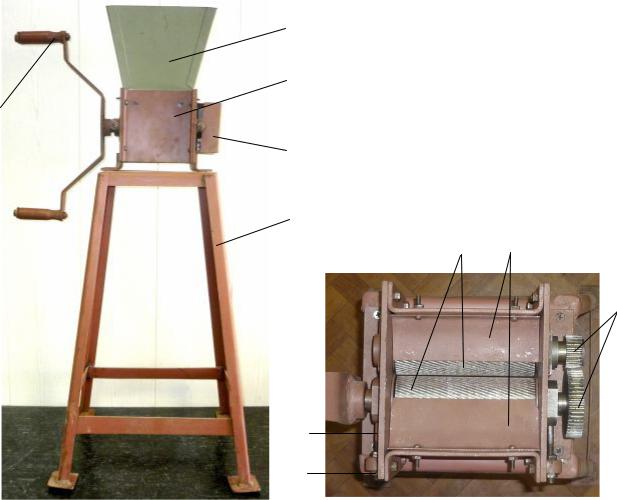
Конструкция дробилки представляет собой составной корпус 1 (рис. 1), в котором смонтированы два валка 2 с насечкой, причем с одной стороны на концы валков насажаны шестерни 3, а с другой стороны – рукоятка привода валков 4. Шестерни закрыты защитным кожухом 6. Вся конструкция установлена и закреплена на стойке 7.
Зерно засыпается в питающий бункер 5. Дробилка приводится в работу посредством колебательного движения рукоятки привода валков 4: при этом она поворачивается по часовой стрелки примерно на 30 от горизонтального положения, а затем также в обратном направлении. В дальнейшем цикл повторяется, а измельченное зерно просыпается вниз через зазор между валками 2. Отбойники 8 предотвращают попадание зерна в зазоры между корпусом и валками.
Размер частиц зерна зависит от зазора между валками, который регулируется при необходимости заворачиванием или отворачиванием регулировочных гаек 9, при этом тяги 10 сдвигают или раздвигают валки 2, изменяя тем самым зазор между валками.
С целью безопасности запрещается работать со снятым кожухом шестерен 6.
5
1
4
6
7
2 8
10
9
а ) |
б) |
3
 10
10
 9
9
1 – корпус; |
2 – валки; 3 – шестерни; 4 – рукоятка привода валков; |
5 – бункер; |
6 – кожух; |
7 – стойка; 8 – отбойник; 9 – гайка регулировочная; |
10 – тяга |
Рис.1 Дробилка валковая а. - главный вид; б. - вид сверху (бункер 5 и кожух 6 сняты).
Порядок выполнения работы
1.По описанию машины изучить ее конструкцию и принцип работы.
2.Внешним осмотром определить расположение основных составных частей дробилки.
3.Сделать эскизы внешнего вида дробилки и произвести замеры основных размеров машины.
4.Произвести разборку машины.
5.Разбить все элементы конструкции на несколько групп: сборочные единицы, детали и стандартные изделия. Составить спецификацию на дробилку валковую.
6.Сделать необходимые эскизы сборочных единиц и деталей с обмером этих изделий.
7.Произвести сборку машины в обратном порядке..
8.Выполнить сборочный чертеж дробилки валковой.
Контрольные вопросы
1.Перечислите основные узлы валковой дробилки.
2.Объясните принцип работы валковой дробилки.
3.Как производится регулирование зазора между валками?
4.Назначение сборочного чертежа изделия.
5.Назначение спецификации к сборочному чертежу.
6.Порядок составления спецификации.
7.Чем сборочная единица отличается от детали?
8.Перечислите виды сборочных соединений.
Литература
1.Технологическое оборудование пищевых производств / Под редакцией Азарова Б.М. М.: Агропромиздат, 1988.
2.Технология и оборудование пищевых производств. / Под редакцией Назарова Н.И. М.: Пищевая промышленность, 1977.
3.Сиденко П.М. Измельчение в химической промышленности. М.: Химия, 1977. с.158-211.
4.Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. – М.: Машиностроение, 1992.
5.ГОСТ 2.106-96 ЕСКД. Текстовые документы.
6.ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам.
ПРИЛОЖЕНИЕ 1 (справочное) Перечень стандартов, наиболее часто используемых стандартных изделий
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ГОСТ 7798-70 БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ КЛАССА ТОЧНОСТИ В. Конструкция и размеры.
Номинальный диаметр резьбы: М6-М48 Длина болта: 8-300 мм
Поле допуска резьбы: 6g
Пример условного обозначения:
Болт исполнения 1 (не указывается) с диаметром резьбы d=12 мм, длиной l=60 мм, с крупным шагом резьбы (не указывается) с полем допуска 6g, класса прочности 5.8, без покрытия:
Болт М12 - 6g 60.58 ГОСТ 7798-70
Винты классов точности А и В: Конструкция и размеры
Номинальный диаметр резьбы от 2 до 16 мм. Длина винта: 3-80 мм
Поле допуска резьбы: 6g
ГОСТ 1491-80 ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ
Пример условного обозначения:
Винт с цилиндрической головкой, класса точности В (не указывается),, исполнения 1 (не указывается), диаметром резьбы d=8 мм, с крупным шагом резьбы (не указывается), с полем допуска резьбы 6g, длиной L=50 мм, класса прочности 4.8, без покрытия:
Винт М8-6g 50.48 ГОСТ 1491-80
То же класс точности А, исполнение 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, класс прочности 10. 9 из стали 40Х, с покрытием 01 толщиной 9 мкм
Винт А.2 М12 1,25 6g 50.109.40Х.019 ГОСТ 1491-80
ГОСТ 17473-80 ВИНТЫ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ ГОСТ 17474-80 ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ ГОСТ 17475-80 ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ
Шпильки резьбовые класса точности В
для деталей с гладкими отверстиями: |
ГОСТ 22042-76 |
|
|||
Номинальный диаметр резьбы: М3-М48 |
|
|
|||
Длина: 10-360 мм |
|
|
|
|
|
Поле допуска резьбы: 6g (допускается 8g) |
|
|
|||
с ввинчивываемыми концами длиной |
|
b1 k d |
|
||
|
|
||||
ГОСТ 22032-76 (b1 1 d ), |
22034-76 |
|
(b1 1,25 d ), 22036-76 |
(b1 1,6 d ), |
|
22038-76 (b1 2 d ), |
22040-76 |
(b1 2,5 d ) |
|
||
Номинальный диаметр резьбы: М3-М48 Длина гаечного конца: 12-240 мм
Поле допуска резьбы: 6g (допускается 8g)
Пример условного обозначения:
Шпилька исполнения 1 (не указывается) диаметром резьбы d =16 мм с крупным шагом Р=2 мм (не указывается), с полем допуска 6g, длиной l = 120 мм, с длиной ввинчиваемого резьбового конца b1=1,25d, класса точности В (не указывается), класса прочности 5.8, без покрытия:
Шпилька М16 – 6g 120.58 ГОСТ 22034-76
ГОСТ 5915-70 ГАЙКИ ШЕСТИГРАННЫЕ КЛАССА ТОЧНОСТИ В. Конструкция и размеры
Номинальный диаметр резьбы: М2-М48 Поле допуска резьбы: 6Н
Пример условного обозначения:
Гайка исполнения 1 (не указывается), диаметром резьбы d=12 мм, с крупным шагом резьбы (не указывается) с полем допуска 6Н, класса прочности 5, без покрытия:
Гайка М12-6Н.5 ГОСТ 5915-70
ГОСТ 11371-70 ШАЙБЫ ПЛОСКИЕ
Диаметр резьбы крепежной детали: 2-48 мм Класс точности: А и С.
Пример условного обозначения:
Стальная шайба плоская исполнения 1 (не указывается) для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из сталимарки 15, с цинковым покрытием толщиной 9 мкм хроматированным:
Шайба 12.03.019 ГОСТ 11371-78
Стальная шайба плоская исполнения 1 (не указывается) класса точности А для крепежной детали с диаметром 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба А 12.01.08кп.016 ГОСТ 11371-78
Материалы, применяемые для изготовления шайб, делятся на несколько групп, условно обозначаемые цифрами:
01 |
– стали: 08, 08кп, 10, 10кп (ГОСТ 1050-74) |
02 |
– стали: Ст3, Ст3кп (ГОСТ 380-71) |
03 |
– сталь 15 (ГОСТ 1050-74) |
11 |
– легированные стали: 40Х, 30ХГСА (ГОСТ 4543-71) |
32 |
– латуни марок: Л63, ЛС59 – 1 (ГОСТ 15527-70) |
ГОСТ 6402-70 ШАЙБЫ ПРУЖИННЫЕ. Конструкция и размеры.
Пружинные шайбы должны изготовляться четырех типов: Н - нормальные с квадратным поперечным сечением; Т - тяжелые с квадратным поперечным сечением;
ОТ - особо тяжелые с квадратным поперечным сечением; Л - легкие с прямоугольным поперечным сечением.
Диаметр резьбы крепежной детали: 2-48 мм Марка стали: 65Г, 70, 3Х13
Пример условного обозначения:
Пружинная шайба исполнения 1(не указывается) для болта, винта, шпильки диаметром 8 мм: нормальная (не указывается) из стали марки 3Х13 без покрытия:
Шайба 8 3Х13 ГОСТ 6402-70
То же нормальной из стали 65Г с кадмиевым покрытием толщиной 9 мкм:
Шайба 8 65Г 029 ГОСТ 6402-70
Стандартизованные и нормализованные детали и узлы
ГОСТ 23360-78 СОЕДИНЕНИЯ ШПОНОЧНЫЕ С ПРИЗМАТИЧЕСКИМИ ШПОНКАМИ. Размеры шпонок и сечений пазов. Допуски и посадки
Пример условного обозначения шпонки исполнения 1 (не указывается), размерами b
=18 мм, h =11 мм, l =100 мм:
Шпонка 18х11 100 ГОСТ 23360-78
ПРИМЕЧАНИЕ
Вусловном обозначении крепежных изделий не указываются:
исполнение 1;
крупный шаг резьбы;
отсутствие покрытия;
параметры, однозначно определяемые стандартами на продукцию (класс точности В, если стандартом на конкретное крепежное изделие предусматриваются два класса точности А и В)
Классы прочности и марки сталей болтов, винтов, шпилек и гаек
|
|
Болты, винты, шпильки |
|
|
Применяемые гайки |
||
|
Класс |
|
Марка стали |
|
Класс |
|
Марка стали |
|
прочности |
|
|
прочности |
|
||
|
|
|
|
|
|
||
|
3.6 |
|
10, 10кп |
|
4 |
|
Ст3кп, Ст3сп |
4.6 |
|
20 |
|
5 |
|
10, 10кп |
|
4.8 |
|
10, 10кп |
|
|
20 |
||
|
|
|
|
||||
5.6 |
|
30, 35 |
|
6 |
|
Ст15, 15, 15кп, 35 |
|
5.8 |
|
10, 10кп, 20, 20кп |
|
|
|
||
|
|
|
|
|
|||
6.8 |
|
35,45,40Г, 20, 20кп |
8 |
|
20, 20кп, 35, 45 |
||
8.8 |
|
35, 35Х, |
9 |
|
35Х, 39ХА |
||
|
9.8 |
|
38ХА, 45Г, 40Г2, 40Х, 30ХГСА, |
|
10 |
|
40Х, 40ХГСА, 16ХСН |
10.9 |
|
35ХГСА, |
|
12 |
|
30ХГСА |
|
12.9 |
|
16ХСН, 20Г2Р |
|
|
30ХГСА, 40ХН2МА |
||
|
|
|
|
||||
Класс прочности для гаек с нормальной высотой указывает на наибольший класс прочности болтов, с которыми они могут создавать соединение, то есть на первую из цифр в обозначении класса прочности соответствующего болта.
Виды и условные обозначения покрытий болтов, винтов, шпилек и гаек
Обозначение |
Вид покрытия |
Обозначение |
Вид покрытия |
00 |
Без покрытия |
07 |
Оловянное |
01 |
Цинковое с хроматированием |
08 |
Медное |
02 |
Кадмиевое с хроматированием |
09 |
Цинковое |
03 |
Никелевое многослойное: медь-никель |
10 |
Окисное, наполненное хроматами |
04 |
Многослойное: медь-никель-хром |
11 |
Окисно-фосфатное |
05 |
Окисное, пропитанное маслом |
12 |
Серебряное |
06 |
Фосфатное, пропитанное маслом |
13 |
Никелевое |
ПРИЛОЖЕНИЕ 2 (справочное)
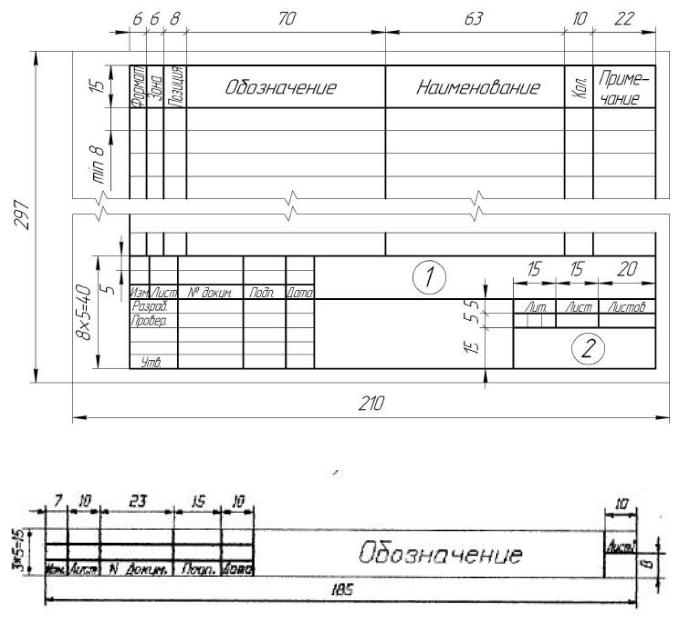
Формы текстовых документов
Рис. П1. Форма спецификации (1-й лист)
Рис. П2. Основная надпись на спецификации (2-й и последующие листы)
Ниже показан пример заполнения спецификации.
Формат |
Зона |
Позиция |
Обозначение |
Наименование |
Кол. |
Прим. |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А2 |
|
|
ТГТУ 260601.ХXX.01.00.000 СБ |
Сборочный чертеж |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сборочные единицы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
БЧ |
|
1 |
|
Воронка |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
2 |
|
Короб |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
3 |
|
Коробка конденсаторная |
|
|
|
|
|
|
|
|
|
БЧ |
|
4 |
|
Площадка опорная |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
5 |
|
Рама |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
6 |
|
Рамка декоративная |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
7 |
|
Сито |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
8 |
|
Столик съемный |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
9 |
|
Узел эксцентриковый |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
БЧ |
|
12 |
|
Накладка |
9 |
|
|
|
|
|
|
|
|
БЧ |
|
13 |
|
Подвеска |
3 |
Резина |
|
|
|
|
|
|
|
БЧ |
|
14 |
|
Стенка боковая |
2 |
|
|
|
|
|
|
|
|
БЧ |
|
15 |
|
Стенка задняя |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
16 |
|
Стенка передняя |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
17 |
|
Шайба 20 / 8 |
1 |
|
|
|
|
|
|
|
|
БЧ |
|
18 |
|
Шайба резиновая 20 / 8 |
1 |
Резина |
|
|
|
|
|
|
|
БЧ |
|
19 |
|
Шкив |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТГТУ 260601.ХXX.01.00.000 СБ |
|
|||||
Изм. Лист |
№ докум |
Подпись Дата |
|
|
|
|
|
|
|
Разработал |
Никулин С.А. |
|
|
Лит. |
|
Лист |
Листов |
||
Проверил |
Пронин В.А.. |
|
Мукопросеиватель |
|
у |
|
|
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
МПМХ-01 |
|
|
|
гр. СМП-31 |
||
Н. контр |
Пронин В.А. |
|
|
|
|
||||
Утв |
. |
|
|
|
|
|
|
|
|
Формат |
Зона |
Позиция |
|
Обозначение |
|
|
Наименование |
Кол. |
Прим. |
||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стандартные изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
Болт М8-6g 20.58 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 7798-70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Винты ГОСТ 17473-80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
М4-6g 10.58 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
26 |
|
|
|
|
|
|
М4-6g 60.58 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
|
|
|
|
|
|
М5-6g 10.58 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28 |
|
|
|
|
|
|
М6-6g 20.58 |
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
29 |
|
|
|
|
|
|
Винт М4-6g 10.58 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 17475-80 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гайки ГОСТ 5915-70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
М4-6Н.5 |
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
31 |
|
|
|
|
|
|
М6-6Н.5 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
М8-6Н.5 |
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33 |
|
|
|
|
|
|
Ремень Z(0)-500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 1284.1-89 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
34 |
|
|
|
|
|
|
Саморез шуруп JP81 d3,9 16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
DIN 7504M |
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шайбы ГОСТ 6402-70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
35 |
|
|
|
|
|
|
4.65Г |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
36 |
|
|
|
|
|
|
5.65Г |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шайбы ГОСТ 11371-78 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
37 |
|
|
|
|
|
5.02 |
1 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
38 |
|
|
|
|
|
6.02 |
6 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39 |
|
|
|
|
|
|
Шпонка 2-4 4 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 23360-78 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Прочие изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
43 |
|
|
|
|
|
Двигатель АИР56 А4У3 |
1 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТУ РБ 14406154.001-97 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТГТУ 260601.ХXX.01.00.000 СБ |
|
Лист |
|||
|
|
|
|
|
|
|
|
|
2 |
||||
Изм. |
Лист |
№ докум |
Подпись |
Дата |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||||||