

РГР ЭУП вал
.docМатериалы и заготовки валов
Валы, в основном, изготовляют из конструкционных и легированных сталей, к которым предъявляются требования высокой прочности, хорошей обрабатываемости, малой чувствительности к концентрации напряжений, а также повышенной износостойкости. Этим требованиям, в определенной степени, отвечают стали марок 35, 40, 45, 40Г, 40ХН и др. В технических требованиях на изготовление валов, прежде всего, указывается твердость материала или необходимость соответствующей термической обработки. Если значение твердости не превышает НВ 200...230, то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость HRС 48...55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7...1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости НRС 55...60.
Производительность механической обработки валов во многом зависит от вида материала, размеров и конфигурации заготовки, а также от характера производства.
Для изготовления данного ступенчатого вала мною выбрано единичное производство. Заготовка для вала будет получена путем отрезания от горячекатаных или холоднотянутых нормальных прутков, которые сразу же будут подвергнуты механической обработке.
Прокат будет поступать на завод в виде многометровых прутков, из которых в заготовительных цехах будут нарезаться заготовки необходимой длины. Для этого будут применяться отрезные ножовочные станки.
На машиностроительные заводы прокат поступает с заметными отклонениями от прямолинейности оси. Для устранения кривизны прутки перед резкой будут подвергать правке. Для этой цели служат правильно-калибровочные станки. Нарезанные заготовки перед началом обработки, а иногда и в процессе дальнейшей обработки также будет приходиться подвергать правке. Такую правку будут проводить на прессах.
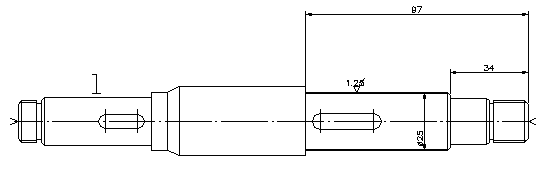
Технологический процесс изготовления ступенчатого вала
Разработка технологического процесса изготовления вала начинается с детального изучения его служебного назначения в машине и технически условий, которым он должен удовлетворять. Для этого изучают сборочные чертежи машины или той сборочной единицы, в которую в качестве одного из взаимосвязанных звеньев входит обрабатываемый вал, технические требования, нормы точности и требования технологии сборки. Это позволяет установить взаимосвязь между поверхностями вала, которые должны быть обработаны.
Исходя из этого, технологический процесс изготовления заданного вала будет включать в себя следующие операции:
005 Заготовительная операция
010 Фрезерно-центровальная операция
015 Токарно-черновая операция
020 Токарно-черновая операция
025 Шпоночно-фрезерная операция
030 Шпоночно-фрезерная операция
035 Круглошлифовальная операция
040 Круглошлифовальная операция
045 Круглошлифовальная операция
Рассмотрим основные операции механической обработки для изготовления заданного вала.
005 Заготовительная операция

1. Отрезать от прутка 32 заготовку длиной L=230 по технологии машиностроительного цеха.
2. На торце заготовки маркировать марку материала и номер детали по эскизу.
010 Фрезерно-центровальная операция

1. Установить, закрепить, снять деталь.
2. Фрезеровать торцы торцевой фрезой ГОСТ-9304-69. В единичном производстве подрезку торцов и центрования осуществляют на универсальных токарных станках последовательно за два установа.
3. Зацентровать деталь с двух сторон. Центровочное сверло ГОСТ 14952-75.
015 Токарно-черновая операция

020 Токарно-черновая операция

Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция. Производится точение наружных поверхностей, (с припуском под чистовое точение и шлифование) и канавок канавочным резцом ГОСТ 18884-73. Это обеспечивает получение точности IТ12, шероховатости Ra = 6,3. В единичном производстве эту операцию выполняют на токарно-винторезных станках;
1. Установить, закрепить, снять деталь.
2. Точить поверхности и фаски. Проходной упорный резец ГОСТ 18879-73.
3. Наружные резьбы нарезают в единичном производстве на токарно-винторезных станках плашками, резьбовыми резцами или гребенками, резец резьбовой ГОСТ 18885-73.
Далее производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность IТ11...10, шероховатость Rа = 3,2.
1. Установить, закрепить, снять деталь.
2. Проточить поверхности. Проходной упорный резец ГОСТ 18879-73.
3. Чистовое точение канавок канавочным резцом.
025 Шпоночно-фрезерная операция

030 Шпоночно-фрезерная операция

1. Установить, закрепить, снять деталь.
2. Фрезеровать шестигранник. Шпоночная фреза ГОСТ 9140-78
035 Круглошлифовальная операция

040 Круглошлифовальная операция
045 Круглошлифовальная операция

Шейки вала шлифуют на круглошлифовальных или бесцентрово-шлифовальных станках соответственно шестому квалитету.
Шлицы шлифуются в зависимости от центрирования:
- по наружной поверхности – наружное шлифование на круглошлифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате одновременно двумя кругами с делением;
- по поверхности внутреннего диаметра – шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру, либо профильным кругом одновременно, либо в две операции.
1. Установить, закрепить, снять деталь.
2. Шлифовать поверхность абразивным кругом.