

6.7 Різноманітність конструктивних рішень
Протяжка
- це дорогий та складний для виготовлення
і експлуатації інструмент. Тому під час
конструювання намагаються знайти такі
рішення, які покращують умови його
створення та використання. Це призводить
до того, що конструкція протяжки буде
визначатися не тільки схемою зрізування
припуску та методом утворення поверхні,
а і винахідливістю проектувальника.
Звичайно складні поверхні, які утворюються
протягуванням, розкладають на прості
і для кожної такої складової проектують
окрему секцію зубів. Наприклад [4], при
обробці шліцьової втулки її поверхня
розглядається як така, що має циліндричну
ділянку, попарно паралельні площини,
що утворюють шліцьові западини та фаски
між ними. Тому проектується проста
секція для створення фасок Ф,
ще одна секція обробляє циліндричну
поверхню із діаметром d
як звичайна кругла протяжка К
і, нарешті, третя секція створює шліцьові
западини Ш
(рис. 6.16). Таку послідовність м ожна
позначити якФ-К-Ш.
Проте вона може бути і іншою, залежно
від способу центрування (точності
виготовлення простих поверхонь)
шлі-цьового з’єднання. Таку конструкцію
протяжки можна розглядати як комбінований
інстру-мент, кожна складова якого
призначена для об-робки простої поверхні.
Тоді і процес конструю-вання протяжки
для об-робки шліцьової втулки це
конструювання трьох протяжок: Ф,
К,
та Ш.
ожна
позначити якФ-К-Ш.
Проте вона може бути і іншою, залежно
від способу центрування (точності
виготовлення простих поверхонь)
шлі-цьового з’єднання. Таку конструкцію
протяжки можна розглядати як комбінований
інстру-мент, кожна складова якого
призначена для об-робки простої поверхні.
Тоді і процес конструю-вання протяжки
для об-робки шліцьової втулки це
конструювання трьох протяжок: Ф,
К,
та Ш.
Припуск для секції Ф визначається так:
![]() . (6.19)
. (6.19)
Кут фаски βф = 45, тоді
![]() .
(6.20)
.
(6.20)
Діаметр кола DE, яке проходить через точку перетину фаски та сторони шліца, дорівнює
![]() .
(6.21)
.
(6.21)
Для гарантованого утворення фаски теоретичний діаметр останнього зуба збільшують на 0,4 мм. Якщо попередньо оброблений для протягування отвір do, то припуск можна визначити як
![]() .
(6.22)
.
(6.22)
Припуски для секцій К та Ф визначаються за формулами
![]() ;
;
![]() .
(6.23)
.
(6.23)
С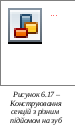 хеми
зрізування металу та методи утворення
поверхонь у межах кожної із секційФ,
К,
Ш
можуть бути будь-якими, найбільш
придатними для даних умов.
хеми
зрізування металу та методи утворення
поверхонь у межах кожної із секційФ,
К,
Ш
можуть бути будь-якими, найбільш
придатними для даних умов.
Ще один приклад [15]. У протяжок для обробки багатогранних отворів від зуба до зуба зменшується ширина різальної кромки. Внаслідок цього зменшується і наванта-ження. Якщо протяжку розділити на декілька секцій (рис. 6.17), на яких буде збільшуватися підйом на зуб, то тоді вирівнюються навантаження на зуби, а через збільшення а покращуються умови їх роботи. Площа зрізування у секціях 1, 2, 3 майже не змінюється.
6.8 Чистові і калібрувальні зуби
При роботі чорнових зубів на обробленій поверхні утворюються риски, задирки та інші дефекти. Глибина їх приблизно дорівнює підйому на зуб. Товщини того шару металу, який зрізують калібрувальні зуби, не достатньо для усунення перелічених недоліків. Тому між калібрувальними та чорновими зубами розміщують чистові зуби, для зменшення глибини дефектів, що створюють чорнові зуби. Підйом чистових зубів змінюється. Він поступово зменшується від зуба до зуба (або від групи до групи) у n = (1,5 -2) рази. Тому підйом на z-тому чистовому зубі дорівнює
![]() ,
,
де а – підйом чорнових зубів.
При
цьому підйом на останньому чистовому
зубі amin
при шорсткості обробленої поверхні з
Ra
=(2,5-12,5) повинен бути не більшим 0,02 мм, а
при Ra
=(0,63-2,5) – не більшим 0,01 мм. За цією умовою
можна визначити кількість
чистових зубів.
Якщо
![]() ,
то
,
то![]() ,
і тоді
,
і тоді
 .
(6.24)
.
(6.24)
Припуск на чистову секцію визначається як
![]() .
(6.25)
.
(6.25)
Припуск на калібрувальну секцію не призначається. Ці зуби зрізують тільки те, що потрапляє у зону різання у результаті пружного відновлення поверхні після проходу чистової секції.
Кількість калібрувальних зубів призначають, виходячи із вимог до точності обробленої поверхні:
6-8-й квалітет – 7-5 зубів;
9-11-й квалітет – 4-3 зуби;
12-14-й квалітет – 3-2 зуби.
Крок чистових і калібрувальних зубів може бути такий, як і у чорнових. Але, починаючи із 10 мм та більше, його рекомендується зменшувати на 20%, що дозволяє зменшити довжину протяжки та підвищити кількість одночасно контактуючих з металом зубів.
Геометрія чистових і калібрувальних зубів має деякі особливості. Передній кут такий, як і у чорнових зубів (табл.6.2). Задній кут у чистових зубів =2, а у калібрувальних зубів =1 для протяжок, що обробляють внутрішні поверхні. Допуск дорівнює 10. У регульованих протяжок усі зуби мають кут , що дорівнює 3-4. На калібрувальних зубах рекомендується робити фаску шириною f=0,2-0,3 мм з заднім кутом ф=0. Допуски на діаметри чистових та калібрувальних зубів складають третину або чверть від допуску на відповідний розмір виробу. Максимальний розмір калібрувальних зубів дорівнює найбільшому граничному розміру обробленої поверхні.