

1.9.2. Шлаковозы
Шлаковозы (рис. 18) служат для перевозки жидкого шлака в чашах объемом 11–16 м3.из сталеплавильных цехов в шлаковые дворы для переработки или в отвалы.

Рис. 18. Шлаковоз для шлаковых чаш объемом 16 м3
Шлаковоз состоит из рамы 1, ходовых тележек 2, опорного кольца 3 с двумя цапфами, в которое устанавливается чаша 4, и механизма кантования 5. (рис. 19).
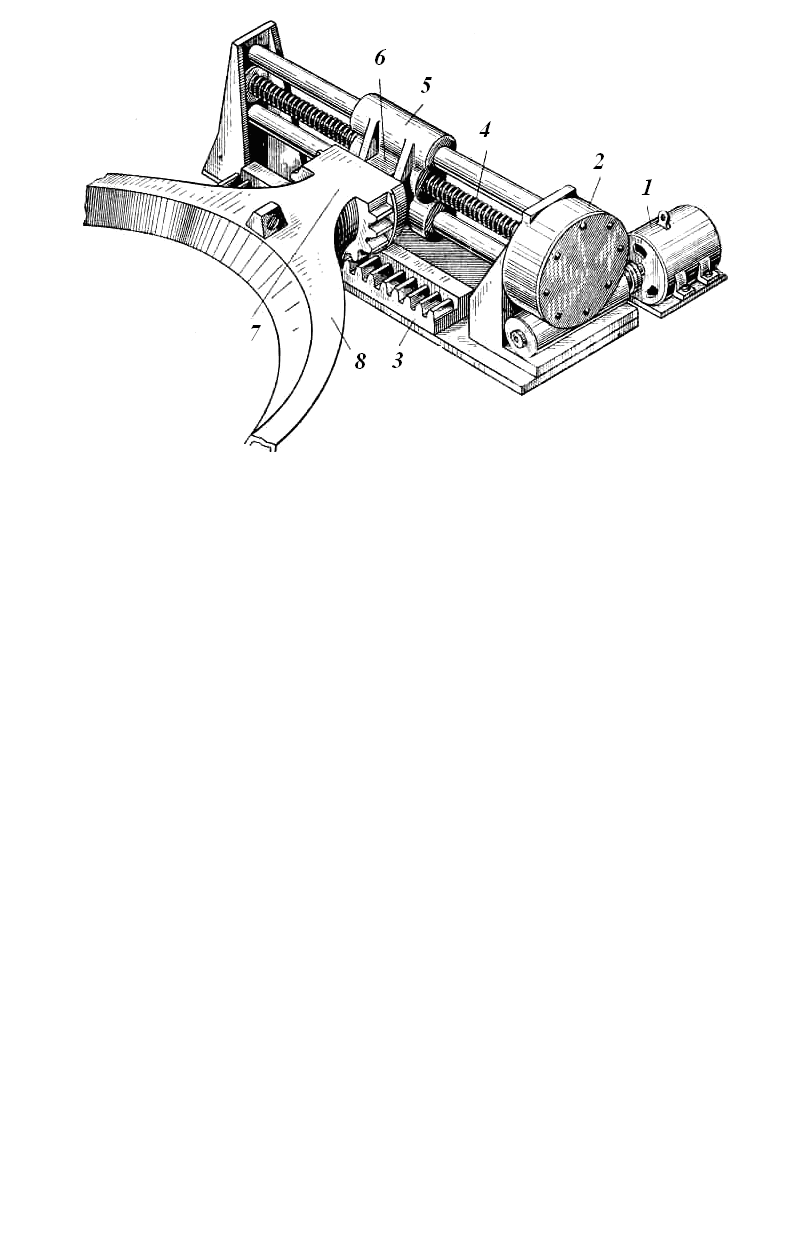
Рис. 19. Механизм кантования шлаковых чаш
Механизм кантования состоит из электродвигателя 1, редуктора 2, зубчатой рейки 3, винта 4 и гайки-ползуна 5, с которой связан шип 6 цапфы 7 опорного кольца 8. Перемещаясь вдоль винта, гайка-ползун заставляет опорное кольцо вместе с чашей передвигаться по зубчатой рейке и одновременно поворачиваться вокруг оси опорного кольца.
Все рабочие разливочного пролета должны хорошо знать устройство шлаковоза, уметь закреплять чаши на шлаковозе, управлять кантовкой чаш.
Каждые три месяца шлаковозы подвергают ревизионным осмотрам. Редуктор и подвижные части ежедневно осматривает кантовщик шлаковых чаш. Бригадир слесарей ежедневно проверяет движущие части, скаты, реборды, подшипники, механизмы поворота и автосцепки. Подкрановый рабочий, ответственный за погрузку чаш, контролирует целостность кольца, лафета, ушей, правильность установки чаш. Кантовщик следит за смазкой шлаковоза (смазку производят ежедневно), исправностью редуктора, красит шлаковые чаши известковым раствором после кантовки чаш на шлаковом дворе либо на отвале, прикрепляет клещевыми захватами шлаковоз к рельсам.
Скорость передвижения шлаковозов при сцепке их в состав не должна превышать 3 км/ч, груженых шлаковозов на переездах и стрелках 5 км/ч, на криволинейных участках пути 10 км/ч, на прямых участках 15 км/ч.
68. 1.10. Сталеразливочные ковши.
Ковши малой емкости. Стопорное устройство. Траверса. Ковши средней и большой емкости.
Стопорное устройство для ковшей средней и большой емкости. Кожух и днища сталеразливочных ковшей. Кантовальное устройство.
.10. Сталеразливочные ковши
Сталеразливочные ковши выполняют несколько функций:
– являются агрегатом, в котором осуществляют ряд металлургических процессов (раскисление, легирование, обработку вакуумом, продувку инертным газом, обработку жидкими синтетическими шлаками или твердыми шлаковыми смесями и т. п.);
– служат емкостью для транспортировки металла от сталеплавильного агрегата или от сталевоза до места разливки;
– служат емкостью, в которой металл выдерживают при заданной температуре в процессе разливки плавки.
– являются устройством, при помощи которого сталь распределяется по изложницам или кристаллизаторам установки непрерывной разливки;
Все работающие ковши различаются по способу транспортировки, и разливки, а также конструкции.
По способу транспортировки ковши делят на ручные, монорельсовые и крановые, по способу разливки стали – на ковши с верхней разливкой (через носок) и ковши с нижней разливкой (стопорные). По конструкции различают ковши конические, барабанные, чайниковые и секторные.
Ручные ковши применяю для переноски и разливки весьма небольших количеств металла. Они состоят из выложенного огнеупорным материалом конического кожуха с плоским днищем и устройства для переноски.
Нормалями машиностроения предусмотрено изготовление ручных ковшей шести типоразмеров. Ковши емкостью 6, 10 и 16 кг металла (рис. 20) снабжены одной ручкой (съемной или приваренной), их обслуживает один человек.
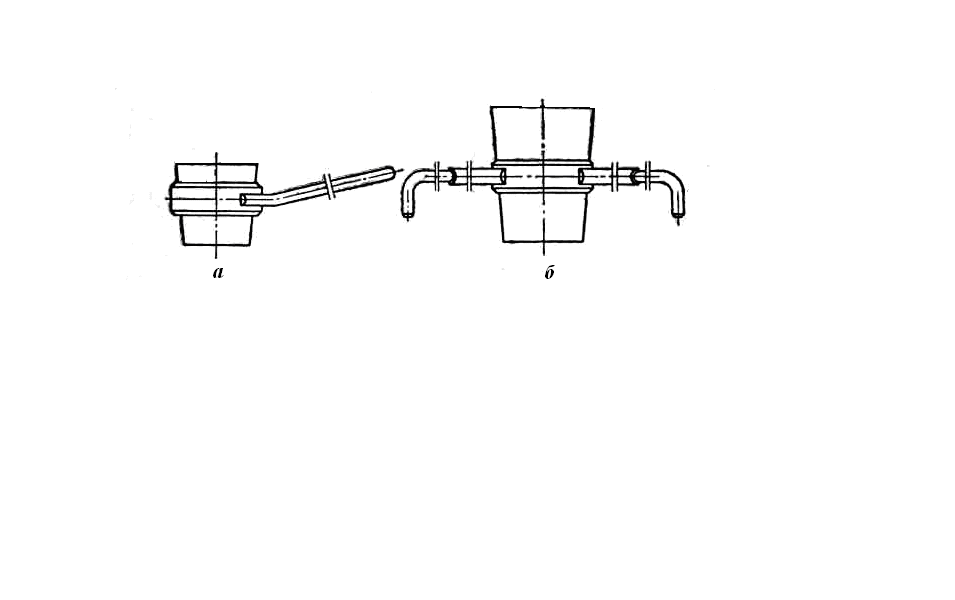
Рис. 20. Ковш ручной для одного рабочего
ковши емкостью 25, 40 и 60 кг металла (рис. 21) снабжены носилками (жесткими или поворотными), их обслуживают двое рабочих.

Рис. 21. Ковш ручной для двух рабочих
Монорельсовые конические ковши отличаются от ручных ковшей размерами и наличием подвески для транспортировки. Их изготовляют семи типоразмеров. Мелкие ковши емкостью 100, 160 и 250 кг для разливки металла наклоняет рабочий при помощи специальной двойной рукоятки (рис. 22, а). Наклон более крупных ковшей – емкостью 400, 500, 630 и 800 кг (рис. 22, б) – осуществляют вращением штурвала через редуктор.
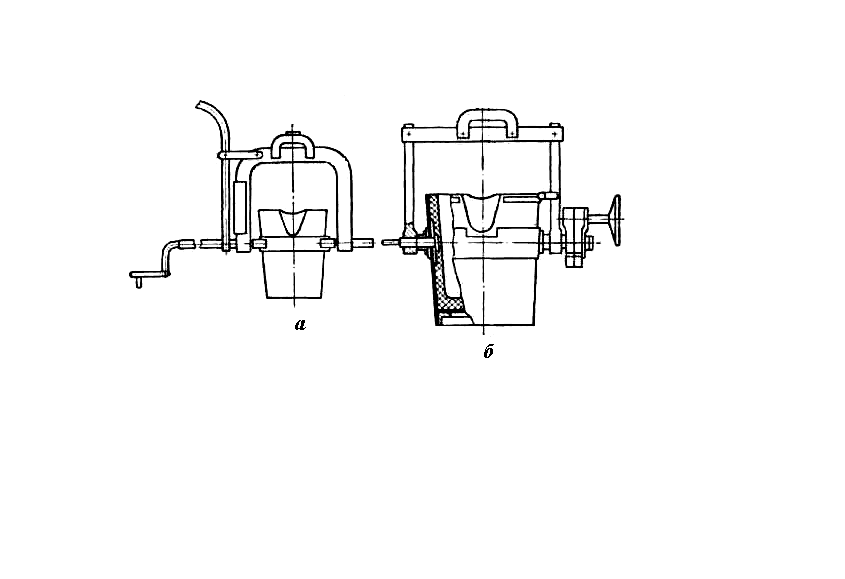
Рис. 22. Ковши монорельсовые
Крановые ковши для разливки сверху изготовляют емкостью от 1 до 70 т. Крановые ковши с нижней разливкой изготовляют емкостью от 1 до 480 т. (рис. 23).
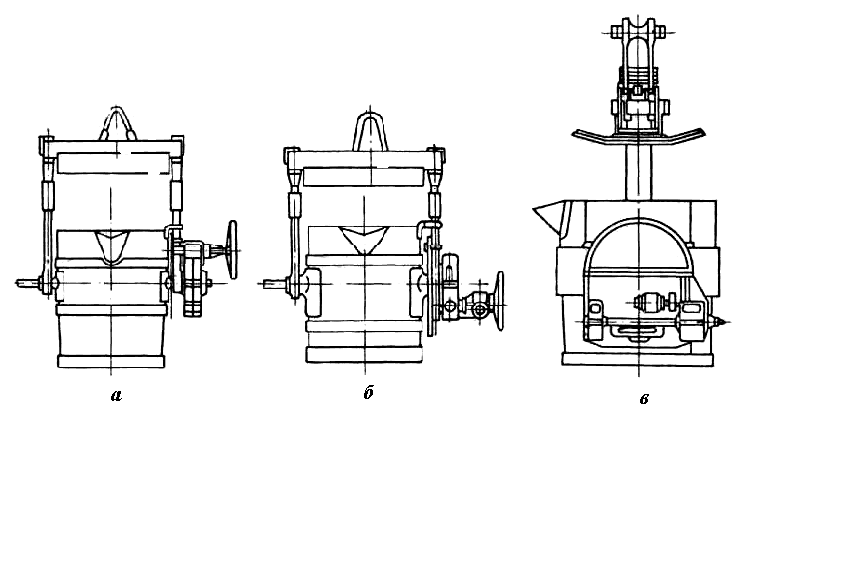
Рис. 23. ковши крановые для разливки металла сверху
Небольшие ковши емкостью до 6 т наклоняют для разливки стали вручную, через редуктор (рис. 23, а). Ковши емкостью 8 – 20 т (рис. 23, б) снабжены комбинированным приводом – ручным от штурвала и механическим от электродвигателя. Более крупные ковши – от 25 до 70 т (рис. 23, в) – снабжены только электрическим приводом.
Существенные недостатки ковшей с верхней разливкой через носок следующие. Необходимость наклона ковша в сторону носка для разливки стали требует применения тяжелого ручного труда, что ограничивает увеличение емкости этих ковшей. Применение для этой цели электродвигателей не получило широкого распространения вследствие практических неудобств – необходимости установки специальных электродвигателей, наличия гибкого кабеля для подвода тока и др.
Для предохранения стали, сливаемой в ковш, от быстрого охлаждения и от окисления кислородом воздуха вместе со сталью в ковш сливают небольшое (до 10% от массы стали) количество шлака. Чтобы предотвратить попадание этого шлака в литейную форму или изложницу, приходится предварительно скачивать шлак. Выполнение этой трудной и непроизводительной операции снижает эффективность применения ковшей этого типа. При разливке сверху весьма трудно получить ровную струю металла и достигнуть равномерной скорости разливки, что отрицательно сказывается на качестве слитка или отливки.
Чайниковые ковши характеризуются либо наличием специальной перегородки, не достигающей примерно на 1/4 высоты ковша, его днища, либо специально выполненной футеровкой (рис. 24). Такая конструкция предотвращает попадание шлака в форму или изложницу вместе со сталью. Небольшие чайниковые ковши емкостью 100, 160 и 250 кг изготовляют по нормали. Для наклона их при разливке предусмотрена специальная ручка. Более крупные ковши изготовляют по индивидуальным заказам, для их поворота предусматривают редуктор со штурвалом.
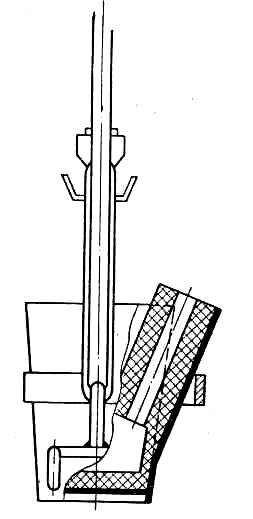
Рис. 24. Ковш чайниковый
Барабанные ковши (рис.25) выполняют цилиндрической формы, закрытыми, что позволяет хорошо предохранить металл от охлаждения.
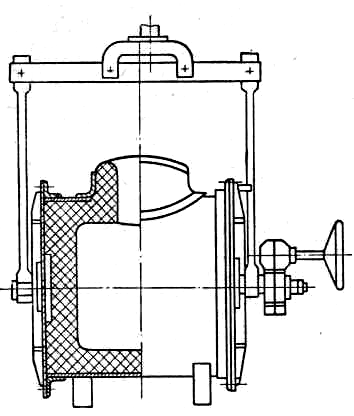
Рис. 25. Ковш барабанный
Монорельсовые барабанные ковши изготовляют по нормали четырех емкостей: 400, 500, 630 и 800 кг; крановые пяти размеров (от 1 до 5 т). Все барабанные ковши независимо от емкости наклоняют вручную. Это объясняется тем, что для их поворота не требуется больших усилий, так как цилиндрический корпус ковша хорошо уравновешен.
Боковые крышки барабанных ковшей крепят к кожуху болтами, что облегчает разборку ковша при ремонте или замене футеровки.
Ковши указанных типов применяют в фасонно-сталелитейных цехах.
Стопорные ковши (рис. 26) с нижней разливкой имеют в днище специальное отверстие, которое по мере надобности открывают или перекрывают стопором. Управляют стопором при помощи стопорного механизма.

Рис. 26. Ковш стопорный емкостью 50 т
Применение ковшей этого типа в сталеплавильных цехах обусловлено следующим:
– нижняя разливка дает возможность отказаться от предварительного скачивания шлака, поэтому жидкий металл с момента заливки его в ковш и до конца разливки изолирован от атмосферы, что предотвращает быструю отдачу тепла лучеиспусканием;
– разливка стали через стопорное отверстие способствует также улучшению качества слитков, так как шлаковый слой в ковше препятствует окислению стали кислородом воздуха, а растворенные в стали газы и неметаллические включения в течение всего времени разливки выделяются из нижних слоев металла и всплывают на поверхность, чем предотвращается попадание их в отливку:
– при стопорной разливке, несмотря на наличие в ковше шлака, предотвращается его попадание в разливаемые формы или изложницы, что очень трудно достигнуть при верхней разливке через носок;
– легкоуправляемый стопор дает возможность плавно регулировать процесс разливки в широких пределах – изменять скорость разливки, при необходимости прекращать разливку и др.;
– отсутствие надобности в наклоне ковша, заполненного металлом при разливке, позволяет применять ковши любой емкости, определяемой лишь емкостью сталеплавильного агрегата.
Условно стопорные ковши подразделяют на ковши малой емкости (от 1 до 70 т), ковши средней емкости (от 70 до 175 т) и ковши большой емкости (от 220 до 480 т). Ковши малой емкости изготовляют по нормалям, а остальные – по чертежам заказчика. Основными параметрами, характеризующими эксплуатационные качества ковша, являются его емкость и коэффициент тары.
Под емкостью ковша понимают массу жидкой стали, вмещающейся в ковше при заполнении его металлом и шлаком до уровня нижней кромки сливного носка при установленном для каждого ковша количестве шлака.
Для сокращения парка ковшей и упрощения работы цеха всю плавку печи желательно принимать в один ковш, поэтому в соответствии с емкостью работающих сталеплавильных агрегатов разработан ГОСТ 7358 определяющий ряд емкостей сталеразливочных ковшей. В (табл. 8) приведен принятый ряд емкостей и количество шлака, соответствующего каждому значению емкости.
Таблица 8
Емкость стопорных сталеразливочных ковшей
|
Номинальная емкость ковша, т |
Количество шлака |
Номинальная емкость ковша, т |
Количество шлака | ||
|
т |
% (по массе) |
т |
%(по массе) | ||
|
1,0 |
0,1 |
10,00 |
90,0 |
4,2 |
4,67 |
|
2,0 |
0,2 |
10,00 |
110,0 |
4,5 |
4,10 |
|
3,0 |
0,25 |
8,35 |
130,0 |
4,8 |
3,70 |
|
5,0 |
0,4 |
8,00 |
140,0 |
5,0 |
3,55 |
|
8,0 |
0,6 |
7,50 |
150,0 |
5,2 |
3,45 |
|
10,0 |
0,75 |
7,50 |
175,0 |
5,5 |
3,15 |
|
15,0 |
1,2 |
8,00 |
220,0 |
6,0 |
2,72 |
|
20,0 |
1,4 |
7,00 |
250,0 |
6,5 |
2,60 |
|
25,0 |
1,8 |
7,20 |
280,0 |
7,5 |
2,68 |
|
30,0 |
2,0 |
6,70 |
300,0 |
8,5 |
2,83 |
|
40,0 |
2,5 |
6,25 |
350,0 |
10,0 |
2,85 |
|
50,0 |
3,0 |
6,00 |
385,0 |
11,0 |
2,85 |
|
60,0 |
3,5 |
5,85 |
430,0 |
12,5 |
2,90 |
|
70,0 |
4,0 |
5,70 |
480,0 |
14,5 |
3,00 |
Ковши, изготовленные в соответствии с этим рядом, обеспечивают обслуживание всех сталеплавильных агрегатов, и только плавку крупнейших мартеновских печей емкостью 500, 600 и 900 т приходится принимать одновременно в два ковша (емкостью 250, 300 и 480 т соответственно).
Второй основной параметр ковшей – коэффициент тары Кт, который представляет собой отношение массы металлической части ковша к его емкости, выраженной в тоннах. Чем меньше масса металлоконструкции ковша при равных ее размерах (т. е. чем больше стали можно слить в ковш при одинаковой грузоподъемности крана), тем меньше значение Кт. Таким образом, уменьшение Кт характеризует относительное снижение массы металлоконструкции ковша, достигнутое правильным выбором размеров отдельных элементов и целесообразностью их конструкции. В настоящее время изготовляют и применяют цельносварные ковши с коэффициентом тары в пределах 11–15%.