

Чистота поверхні та точність (загальні зауваження).
Відомо, що якість поверхні оцінюється за допомогою таких величин:
-
![]() - середнє відхилення мікропрофілю;
- середнє відхилення мікропрофілю;
-
![]() - середня висота мікронерівностей.
- середня висота мікронерівностей.
![]() на практиці оцінюється простіше.
на практиці оцінюється простіше.
![]() та
та
![]() спільно визначають класи шорсткості.
спільно визначають класи шорсткості.
|
Клас |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
… |
14 |
|
|
320 |
160 |
80 |
40 |
20 |
10 |
6,3 |
… |
0,05 |
Діапазон довжин хвиль видимого світла 0,4...0,7, тобто 13 та 14 класи шорсткості дають дзеркальні поверхні.
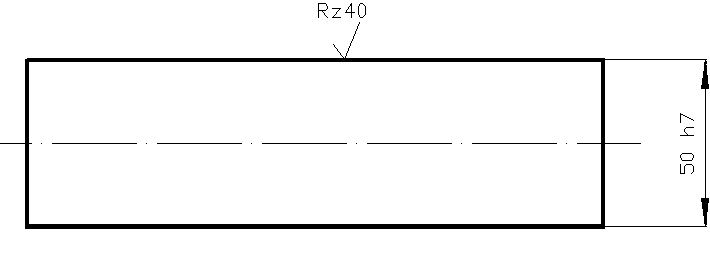
Такий запис помилковий, тому
що
![]() 40
відповідає висоті мікронерівностей 40
мкм, а h7 – 25 мкм, тобто деякі мікронерівності
будуть виходити за поле допуску. У поле
допуску повинні входити як погрішності
мікрогеометрії та макрогеометрії, так
і інші.Але
неточні (грубі за точністю) поверхні
можуть мати малу шорсткість.
40
відповідає висоті мікронерівностей 40
мкм, а h7 – 25 мкм, тобто деякі мікронерівності
будуть виходити за поле допуску. У поле
допуску повинні входити як погрішності
мікрогеометрії та макрогеометрії, так
і інші.Але
неточні (грубі за точністю) поверхні
можуть мати малу шорсткість.
Оптимальне співвідношення між класами шорсткості та квалітетами точності.
|
Клас шорсткості |
Квалітет |
Призначення поверхні |
|
4 |
14 |
Вільні поверхні (що не сполучаються) |
|
5 |
12…14 |
Кріпильні отвори |
|
6 |
10…12 |
Прилягаючі поверхні (поверхні для теплового контакту) |
|
7 |
7…10 |
Посадкові поверхні |
|
8 |
7…9 |
Для тіл обертання (вали, підшипники, осі до 4000…5000про/хв) |
|
9 |
5…7 |
Для тіл швидкого обертання |
|
10…12 |
3…5 |
Поверхні високої точності |
Класи шорсткості при обробці різанням.
Обробка валів:
1. Точіння:
1.1. Обдирання - 4 клас шорсткості. Провадиться різцями з <0 ;
1.2. Чистове точіння - 4...6 клас шорсткості;
1.3. Тонке точіння - 7...8 клас шорсткості.
2. Шліфування (абразивна обробка). Має місце інша мікроструктура поверхневого шару:
2.1. Чистове шліфування - 8...10 клас шорсткості;
2.2. Тонке шліфування - 9...11 клас шорсткості.
Шліфування застосовується в основному для твердих матеріалів (кераміка, кварц, скло, ситал, загартовані сталі та ін.).
Подальше поліпшення якості поверхні здійснюється операціями доведення:
3. Суперфініш - 11…14 клас шорсткості.

де
1 - абразивні бруски;
2 - пружини.
Якість обробки залежить від дисперсності абразиву в абразивному бруску.
Суперфініш не виправляє макрогеометрію, тому що бруски підпружинені.
4. Притирання.

де
1 - притирання;
2 - зазор.
У зазор подається абразивна суспензія. Деталь та притирання повинні обертатися з різними швидкостями.
Питання:
Які будуть спотворення макрогеометрії деталі, якщо вона нерухома?
Притирання (притир – рос.) виготовляють з матеріалів, що добре шаржуються. Шаржування – насичення поверхні абразивними матеріалами. Притирання з м'якого в’язкого матеріалу (мідь, аустенітна сталь та ін.).
У зазор притирання-деталь вводять абразивну суспензію (50% води + 50% абразивний матеріал).
Якість поверхні залежить від розміру зерен абразиву, що поступово змінюють від більш великих до дрібних.
Приклад: абразив – порошок КЗ (карборунд зелений). Він має по шкалі Маоса твердість 8 одиниць (алмаз – 10 одиниць).
Притирання – повільний непродуктивний процес. Суперфініш розвинений більш широко, але він не виправляє макрогеометрію. Притирання виправляє макрогеометрію і використовуються для виробництва точних деталей. У масовому виробництві рух суспензій відбувається по замкнутому циклі.
Притирання реалізує 9...14 клас шорсткості.
5. Обкатування валів роликом.
Ролик виготовлений із твердої сталі. При цьому ролик зминає вершини мікронерівностей та поліпшує шорсткість. Забезпечує 10...12 клас шорсткості. Поверхневий шар при цьому має структуру наклепу. Ролик підпружинено макрогеометрія не виправляється.
Обробка отворів:
1. Свердління – груба операція, що забезпечує шорсткість до 5 класу.
Подальше поліпшення якості поверхні здійснюється такими операціями:
2. Розточування:
2.1. Чистове розточування - 5...7 клас шорсткості;
2.2. Тонке розточування 7...9 клас шорсткості.
Обдирання немає.
Якщо розточування неможливе реалізувати застосовують:
3. Розгортання. Здійснюється за допомогою розгортки (райдер) – багатолезовий інструмент, леза якого розташовані уздовж його осі, призначений для калібрування отворів. Забезпечує 6...11 клас шорсткості. Обертають розгортку вручну. Високу якість поверхні одержують за рахунок зняття тонкої стружки. Швидкість невелика.
4. Протягання. Забезпечує 6...9…9 клас шорсткості. Реалізується за допомогою інструмента, що називається «протягування».

Перше лезо має форму кола і мінімальний діаметр, останнє – будь-яку необхідну форму. Форма лез плавно змінюється від першого до останнього. Кожен різець знімає тонку стружку. Запозичене протягування зі зброярської справи.
5. Шліфування. Дає 6...11 клас шорсткості. Реалізується важко без спеціального обладнання.
6. Притирання. Дає 8...14 клас шорсткості. Тут притирання – циліндр, що обертається в отворі, а в іншому схема аналогічна.
7. Хонінгування.

де
1 - хони (абразивні бруски):
2 - пружини.
Хонінгування роблять у рідкому середовищі (як правило). Бруски підпружинені, тому спотворення макрогеометрії не виправляються. Хонінгування дає 8...14 клас шорсткості. Запозичено з машинобудування. В ЕА-будуванні використовується для формування НВЧ резонаторів.
8. Дорнування. Аналог обробки роликом. Дає 8…12 клас шорсткості. Провадиться інструментом, що називається дорн.

Обробка площини:
1. Стругання - 1...4 клас шорсткості;
2. Фрезерування:
2.1. Чистове фрезерування - 4...5 клас шорсткості;
2.2. Тонке фрезерування - 5...6 клас шорсткості.
3. Шліфування - 9...11 клас шорсткості;
4. Суперфініш - 10...14 клас шорсткості.
Лекція №18