

29. Нагревательные устройства, используемые при нагреве металлов перед обработка.
Нагревательные устройства в которых нагревают металл перед обработкой давлением можно разделить на печи и электронагреватели устройства. В печах теплота к заготовки поступает из окружающего рабочего пространства нагретой печи. В электронагревательных устройствах теплота возникает в самой заготовки. Печи разделяют на пламенные в которых теплота получается за счет сжигания топлива и электрические в которых источником нагрева является электрическая энергия по характеру распределения температур 1) каменные печи в них температура одинаковая по всему объему рабочего пространства. 2) методические печи у которых температуры в рабочих пространствах возрастает от места загрузок объекта к месту их выдачи. Электронагревательные устройства разделяют на 1) индукционные 2) контактные. В (1) нагревательных устройствах теплота нагреваемого металла выделяется в следствии действия вихревых токов индукционный нагрев обеспечивает высокую скорость нагрева связи с этим почти полное отсутствие акалия они легко автоматизируются однако (1) электронагревательная установка обладает меньшей универсальности поскольку каждая установка рассчитана на нагрев заготовки определенного диаметра его применяют только в крупно серийном производстве. (2) –эффект выделения тепла протекания тока через проводник в этих установках легко осущевстляется заготовка другого размера.
30. Прокатка металлов. Сущность. Основные схемы прокатки.
Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Кроме наиболее распространенного вида прокатки - продольной выделяют еще два вида -поперечную и поперечно-винтовую.
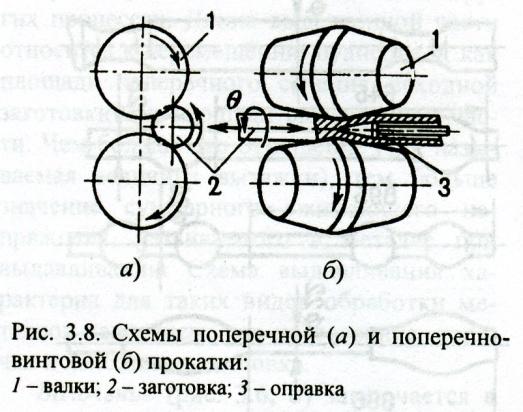 При
поперечной прокатке (рис. 3.8, а)
валки
1,
вращаясь
в одном направлении, придают вращение
заготовке 2 и деформируют ее. При
поперечно-винтовой прокатке (рис.
3.8, 6)
валки
I
расположены
под углом и сообщают заготовке 2
при
деформировании вращательное и
поступательное движения. Инструментом
для прокатки являются валки, которые
в зависимости от прокатываемого профиля
могут быть гладкими (рис. 3.9, а),
применяемыми
для прокатки листов, лент и т.п.;
ступенчатыми, например, для прокатки
полосовой стали, и ручьевыми (рис. 3.9,
б) для получения сортового проката.
При
поперечной прокатке (рис. 3.8, а)
валки
1,
вращаясь
в одном направлении, придают вращение
заготовке 2 и деформируют ее. При
поперечно-винтовой прокатке (рис.
3.8, 6)
валки
I
расположены
под углом и сообщают заготовке 2
при
деформировании вращательное и
поступательное движения. Инструментом
для прокатки являются валки, которые
в зависимости от прокатываемого профиля
могут быть гладкими (рис. 3.9, а),
применяемыми
для прокатки листов, лент и т.п.;
ступенчатыми, например, для прокатки
полосовой стали, и ручьевыми (рис. 3.9,
б) для получения сортового проката.
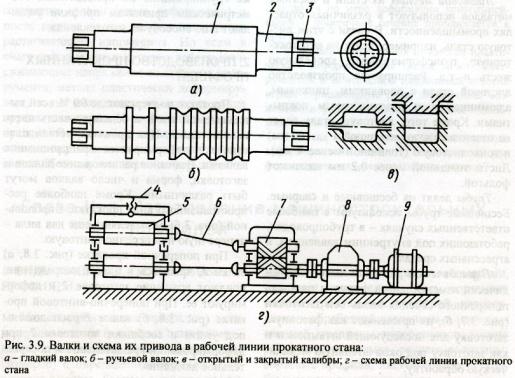 Ручьем
называют вырез на боковой поверхности
валка, а совокупность двух ручьев
образует полость, называемую калибром
(рис. 3.9, в).
Каждая
пара ручьевых валков обычно образует
несколько калибров. Валки состоят из
рабочей части - бочки /, шеек 2
и
трефы 3.
Шейки
валков вращаются в подшипниках, которые
у одного из валков 5 (рис. 3.9, г) могут
перемещаться специальным нажимным
механизмом 4
для
изменения расстояния между валками
и регулирования взаимного расположения
их осей. Комплект прокатных валков
со станиной называют рабочей клетью,
которая вместе со шпинделем для привода
валков б,
шестеренкой
клетью 7 для передачи вращения с одного
на два вала, редуктором 8,
муфтами
и электродвигателем 9
образует
рабочую линию стана. Рабочие клети
по числу и расположению валков могут
быть двухвалковые; четырёхвалковые;
многовалковые. Прокатные станы могут
быть одноклетьевыми и многоклетьевыми.
При производстве листового
проката
стальной слиток массой до 50 т. в горячем
состоянии прокатывают на слябинге или
блюминге, получая заготовку прямоугольного
сечения называемую, слябом.
Ручьем
называют вырез на боковой поверхности
валка, а совокупность двух ручьев
образует полость, называемую калибром
(рис. 3.9, в).
Каждая
пара ручьевых валков обычно образует
несколько калибров. Валки состоят из
рабочей части - бочки /, шеек 2
и
трефы 3.
Шейки
валков вращаются в подшипниках, которые
у одного из валков 5 (рис. 3.9, г) могут
перемещаться специальным нажимным
механизмом 4
для
изменения расстояния между валками
и регулирования взаимного расположения
их осей. Комплект прокатных валков
со станиной называют рабочей клетью,
которая вместе со шпинделем для привода
валков б,
шестеренкой
клетью 7 для передачи вращения с одного
на два вала, редуктором 8,
муфтами
и электродвигателем 9
образует
рабочую линию стана. Рабочие клети
по числу и расположению валков могут
быть двухвалковые; четырёхвалковые;
многовалковые. Прокатные станы могут
быть одноклетьевыми и многоклетьевыми.
При производстве листового
проката
стальной слиток массой до 50 т. в горячем
состоянии прокатывают на слябинге или
блюминге, получая заготовку прямоугольного
сечения называемую, слябом.