

ТКМ ПРАКТИКУМ 2012
.PDFnmax = 1450 |
142 |
|
56 |
|
38 |
|
65 |
|
2000 1/мин. |
|
254 |
34 |
38 |
43 |
|||||||
|
|
|||||||||
Механизм подач. Механизм подач состоит из звена увеличения шага (валы VI, VII, VIII), реверса (зубчатые колёса 60-60 или 35-28-35); гитары сменных колёс (зубчатые колёса 42,64,95,50,97); коробки подач (валы IX–XVI) и механизма фартука (валы XVII–XXI зубчатая рейка).
Для получения прямой продольной подачи движение с вала XVIII через зубчатые колёса 40-37-14-66 передаётся на вал XXI с реечным зубчатым колесом z = 10, m = 3.
Для получения прямой поперечной подачи включается муфта М8. Движение с вала XVIII через колёса 40-37-40-61-20 передаётся винту поперечной подачи.
Суппорт станка имеет ускоренное (холостое) движение от отдельного электродвигателя (N = 1 кВт, n = 1410 1/мин). Движение от него передаётся через клиноремённую передачу на ходовой валик и далее по рассмотренным кинематическим цепям.
20.2. Порядок выполнения работы
1.Изучить по табл. 20.1 условные обозначения взаимосвязи элементов кинематических схем станка.
2.Изучить кинематическую схему станка (рис. 20.1).
3.Для заданного варианта (вариант задает преподаватель) выполнить следующее:
– вычертить кинематические цепи коробки скоростей;
– вычертить кинематические цепи коробки подач;
– подсчитать частоту вращения шпинделя;
– подсчитать продольную и поперечную подачи суппорта.
20.3. Содержание отчёта
1.Описание цели работы.
2.Порядок выполнения работы.
3.Схемы кинематических цепей коробки скоростей.
4.Схемы кинематических цепей коробки подач.
5.Порядок расчётов частоты вращения и подач.
131

20.4. Контрольные вопросы
1.Какие движения у станка относятся к главным и вспомогательным?
2.Что называется кинематической схемой станка?
3.Приведите примеры условных обозначений для вычерчивания кинематической схемы станка.
4.Что называется кинематической парой?
5.Что называется кинематической цепью?
6.Каково назначение блока шестерён в коробке подач?
7.Каково назначение электродвигателя N = 1 кВт, n = 1400 об/мин?
8.Для чего нужна гитара станка?
9.Какие резьбы можно нарезать на станке 1К62?
10.Что необходимо сделать на станке 1К62 для выполнения сверлильных работ?
Рекомендуемая литература [13–17].
21.ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПОКРЫТИЙ ЭЛЕКТРОДОВ НА УСТОЙЧИВОСТЬ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ
Цель работы: исследовать влияние электродных покрытий на длину дуги в момент её обрыва.
Приборы и оборудование: сварочные электроды с различными типами покрытий, лабораторный штатив, линейка, сварочный источник питания, амперметр, вольтметр, средства индивидуальной защиты для работы на сварочном участке.
21.1. Краткие теоретические сведения
Сварочной дугой называется длительный разряд электрического тока в газовой среде между находящимися под напряжением электродом и свариваемым изделием.
Электрические заряды в сварочной дуге переносятся электрически заряженными частицами – электронами и ионами.
132
Электроном называется материальная частица, обладающая отрицательным зарядом.
Ионом называется атом или молекула, потерявшая один или несколько электронов. Такие ионы относятся к положительным. Если же материальная частица присоединяет к себе электрон, то такие ионы относятся к группе отрицательных. Положительные ионы могут образовываться из атомов всех элементов, отрицательные – не из всех.
Процесс, при котором в газе образуются ионы, называется ионизацией. Эмиссию электронов с катода и ионизацию в дуговом промежутке вызывает ряд фактров. Так, выделение электронов с поверхности катода (электрода) достигается за счет термоэлектронной эмиссии в результате
удара тяжёлых ионов по катоду.
Термоэлектронная эмиссия заключается в способности раскаленной поверхности электрода (катода) испускать электроны. Для плавящихся электродов такая эмиссия не играет основной роли для ионизации межэлектродного промежутка вследствие низкой температуры их кипения и малой плотности тока. При термоэлектронной эмиссии имеет место охлаждение электрода за счёт уноса электронами значительной энергии.
Автоэлектронная эмиссия характеризуется тем, что энергия, необходимая для вырыва электрона с поверхности катода, сообщается внешним электрическим полем, создаваемым источником питания. Оно облегчает выход электронов, как бы вытягивая их за пределы действия сил притяжения между электронами и положительными зарядами. Автоэлектронная эмиссия возможна даже при низкой температуре катода (электрода).
Эмиссия электронов в результате ударов ионов по катоду возникает в тех случаях, когда положительные ионы под действием электрического поля устремляются к катоду и передают энергию, достаточную для выбивания электронов. Этот вид эмиссии играет значительную роль в создании мощного потока электронов в сварочной дуге.
На стабильность горения сварочной дуги, наряду с названными выше процессами, существенное влияние оказывают процессы возникновения заряженных частиц в объеме нейтрального газа межэлектродного промежутка – объемная ионизация.
Существует три вида ионизации в газе: соударением, облучением (фотоионизация) и нагревом (термическая ионизация).
133
Ионизация облучением – процесс образования заряженных частиц за счет поглощения газом световых квантов. Видимый свет ионизировать газ не может. Ультрафиолетовые лучи вызывают ионизацию паров щелочных и щелочно-земельных металлов. Рентгеновские и гамма-лучи способны ионизировать все газы.
Ионизация нагревом протекает при высоких температурах. Она практически заметна уже при Т = 1750 оС. Поэтому при сварке соприкосновение нейтральных атомов с капельками перегретого расплавленного металла приводит к усилению ионизации.
Для характеристики степени ионизации можно использовать такую величину, как потенциал ионизации Uи – количество энергии, которое необходимо затратить для отрыва электрона от атома элемента, находящегося в газообразном состоянии, с превращением его в положительный ион. Величина потенциала ионизации зависит от строения атома и энергетического уровня, с которого удаляется электрон. В табл. 21.1 приведены данные о значении потенциала ионизации некоторых элементов.
Таблица 21.1
Значения потенциала ионизации некоторых элементов
Элементы |
K |
Na |
Al |
Ca |
Ti |
Fe |
C |
O |
Ar |
He |
|
|
|
|
|
|
|
|
|
|
|
Uи, эВ |
4,3 |
5,1 |
5,9 |
6,1 |
6,8 |
7,8 |
11,2 |
13,6 |
15,7 |
24,5 |
|
|
|
|
|
|
|
|
|
|
|
Из приведённых данных следует, что присутствие в атмосфере дуги уже сравнительно небольшого количества вещества с низким потенциалом ионизации обеспечивает довольно устойчивое горение дуги. На этом эффекте основано введение в покрытие электродов стабилизирующих веществ с низким потенциалом ионизации. Для этих целей в практике чаще всего используются соединения калия и натрия.
Помимо стабилизирующих, в состав электродных покрытий вводятся следующие элементы: газообразующие, шлакообразующие, раскисляющие, легирующие, связующие и наполнители.
Газобразующие вещества при нагреве разлагаются и образуют газовую атмосферу, которая препятствует проникновению кислорода и азота воздуха в сварочную ванну.
134
Шлакообразующие составляющие при расплавлении образуют жидкий шлак на поверхности расплавленного металла, который защищает его от внешней среды. Кроме того, шлак является средой, через которую проводится раскисление и легирование металла шва.
Раскисляющие компоненты обеспечивают восстановление окислов железа, находящихся в сварочной ванне.
Легирующие материалы служат для получения требуемого химического состава и механических свойств металла шва.
Связующие вещества (как правило жидкое стекло) связывают порошкообразные составляющие покрытий, соединяют их с металлическим стержнем электрода.
Наполнители (преимущественно металлические порошки) обеспечивают повышение производительности электродов.
21.2. Порядок выполнения работы
Судить о влиянии действия электродных покрытий на стабильность горения дуги можно по длине обрывной дуги, т. е. длине дуги в момент её обрыва.
электрод
+
- |
пластина |
Рис. 21.1. Схема установки
L0 = 3-4 mm
Для этого необходимо выполнить следующее:
–закрепить исследуемый электрод на установке (рис. 21.1);
–установить номинальную величину сварочного тока, ис-
пользовав при этом формулу iсв = (40…60)dэ, где dэ – диаметр сердечника исследуемого электрода;
– включить источник питания сварочной дуги;
–угольным электродом возбудить дугу между электродом и металлической пластиной;
–зафиксировать величину сварочного тока в момент обрыва дуги;
–выключить источник питания;
135

–линейкой замерить расстояние между наплавленным металлом и концом стержня электрода, что соответствует длине дуги в момент её обрыва;
–опыт повторить по три раза с каждым из предложенных для исследования электродов. Данные опытов занести в табл. 21.2.
|
|
|
|
|
|
|
Таблица 21.2 |
|
|
Результаты опытов |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Наименование |
Диаметр |
Род |
Ток |
|
Длина зазора при обрыве |
|||
электрода, |
обрыва |
|
|
дуги, мм |
|
|||
электрода |
тока |
|
|
|
||||
мм |
дуги, А |
|
L1 |
L2 |
L3 |
Lср |
||
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21.3. Содержание отчёта
1.Описание цели работы.
2.Схема установки.
3.Краткая характеристика исследуемых электродов.
4.Таблица с результатами опытов.
5.Выводы по работе.
21.4. Контрольные вопросы
1.Что представляет собой электрическая дуга?
2.Что назывется эмиссией электронов?
3.Какие виды эмиссии электронов вам известны?
4.Чем вызывается электронная эмиссия?
5.Как электронная эмиссия влияет на стабильность горения дуги?
6.Что называется ионизацией? Виды ионизации.
7.Какой вид ионизации оказывает наиболее существенное влияние на устойчивость горения сварочной дуги?
8.Какие компоненты включаются в состав электродных покрытий? Каково их назначение?
Рекомендуемая литература [10, 13, 17].
136

22.ИССЛЕДОВАНИЕ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Цель работы: снять и исследовать внешнюю характеристику источника питания сварочной дуги.
Приборы и оборудование: сварочный источник питания, балластный реостат, амперметр, вольтметр.
22.1. Краткие теоретические сведения
Для нормального протекания процесса электрической дуговой сварки ток и напряжение на дуге должны быть в определённой зависимости друг от друга, а система источник питания–дуга (рис. 22.1) должна находиться в установившемся состоянии, т.е. должно соблюдаться условие: Uд = Uип, где Uд – напряжение дуги; Uип – напряжение источника питания.
Зависимость (рис. 22.2) между установившимися значениями тока Iд и напряжением на дуге Uд при постоянной её длине называется статической вольт-амперной характеристикой дуги (ВАХ).
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На первом участке кривой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(до тока 70…80 А или плот- |
|
|
|
|
|
|
|
Э |
|
|
+ |
|
ности тока 13–16 А/мм2) ста- |
||
|
|
|
|
|
|
|
|
|
|
|||||
ип |
|
И.П. |
|
Iсв |
|
|
|
д |
|
тическая характеристика дуги |
||||
U |
|
|
|
|
|
|
|
|
U |
|
падающая, т. е. напряжение на |
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
дуге уменьшается с увеличе- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|
- |
|
|
нием сварочного тока. Это |
||
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
происходит по той причине, |
|
|
Рис. 22.1. Схема системы источник пита- |
||||||||||||
|
|
что площадь сечения и элек- |
||||||||||||
|
|
ния–дуга: И.П. – |
источник питания; |
|||||||||||
|
|
тропроводность столба дуги |
||||||||||||
|
|
Э – электрод; Д – |
деталь; Uип – нап- |
|||||||||||
|
|
при возрастании тока увели- |
||||||||||||
|
|
ряжение на источнике питания; Uд – нап- |
||||||||||||
|
|
|
||||||||||||
|
|
ряжение на дуге; Iсв – ток сварки |
|
|
|
|
|
чиваются, а плотность тока |
||||||
уменьшается.
На втором участке (Iсв = 80…1000 А) напряжение на дуге зависит от тока незначительно. Это объясняется тем, что при данных значениях тока площадь сечения столба дуги увеличивается пропорционально току, поэтому плотность тока и падение напряжения сохраняются сравнительно постоянными. Статическая характеристика для этого случая жёсткая.
137
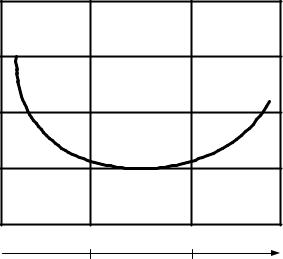
Третий участок (при токах выше 1000 А или плотностях тока более |
||||||||
80 А/мм2) характерен тем, что с увеличением силы тока растет напряжение |
||||||||
на дуге, т. е. форма статической характеристики возрастающая. Это ре- |
||||||||
зультат того, что при большой плотности тока интенсивность увеличения |
||||||||
площади сечения столба дуги с возрастанием тока уменьшается, сопро- |
||||||||
тивление столба дуги будет расти незначительно, а напряжение – увели- |
||||||||
чиваться. |
|
|
|
|
|
|
||
Вольт-амперные характе- |
Uд,В |
|
|
|||||
ристики |
падающей |
формы |
|
|
||||
имеют мало-амперные дуги, |
|
|
|
|||||
горящие в воздухе или среде |
40 |
|
|
|||||
аргона. |
|
|
|
|
|
|
|
|
Характеристиками жёсткой |
30 |
|
|
|||||
формы |
обладают |
дуги |
при |
|
|
|
||
ручной |
дуговой и |
механизи- |
20 |
|
|
|||
рованной сварке под флюсом. |
|
|
||||||
|
|
|
||||||
Если |
сварка ведётся |
пла- |
10 |
|
|
|||
вящимся электродом |
в |
среде |
|
Iсв ,А |
||||
100 |
1000 |
|||||||
углекислого газа или |
сжатой |
13 |
80 |
j, А/мм2 |
||||
дугой, то вольт-амперная ха- |
||||||||
|
|
|
||||||
рактеристика дуги возрастаю- |
Рис. 22.2. Статическая характеристика дуги |
|||||||
щая. Такая же характеристика |
|
|
|
|||||
соответствует автоматической сварке под флюсом при больших плотно- |
||||||||
стях тока. |
|
|
|
|
|
|
||
Определённым техническим требованиям, непосредственно связанным |
||||||||
с вольт-амперной характеристикой дуги, должны удовлетворять сварочные |
||||||||
источники питания. Эти источники значительно отличаются от электри- |
||||||||
ческих аппаратов, применяемых для питания током силовых и освети- |
||||||||
тельных установок, и имеют ряд отличительных особенностей: |
|
|||||||
– ток короткого замыкания, возникающий при соприкосновении элек- |
||||||||
трода и изделия в момент зажигания дуги, должен быть достаточным для |
||||||||
быстрого разогрева торца электрода, ионизации межэлектродного проме- |
||||||||
жутка и возникновения дуги. В то же время такой ток не должен перегре- |
||||||||
вать аппарат и вызывать пережог обмоток; |
|
|
||||||
138
–напряжение холостого хода должно обеспечивать быстрое зажигание дуги, но не быть опасным для сварщика при соблюдении правил техники безопасности;
–при ручной сварке длина дуги может колебаться в значительных пределах (3…7 мм), что ведёт к колебаниям напряжения дуги. Однако установленный ток в этом случае должен отклоняться незначительно, обеспечивая требуемый тепловой режим сварки;
–источники питания должны
Uип,В |
|
|
позволять регулировать сварочный |
||||||
|
|
4 |
ток в широком диапазоне. |
|
|||||
|
|
Все |
указанные |
требования |
|||||
|
|
|
|||||||
|
|
|
учитываются внешней вольт-ам- |
||||||
|
|
|
перной характеристикой источни- |
||||||
|
|
3 |
ка питания (ВВАХ), которой назы- |
||||||
|
|
|
вается зависимость между вели- |
||||||
|
1 |
2 |
чиной сварочного тока и напря- |
||||||
|
|
Iсв, А |
жением на его выходных клеммах. |
||||||
|
|
Существует |
несколько |
типов |
|||||
|
|
|
|||||||
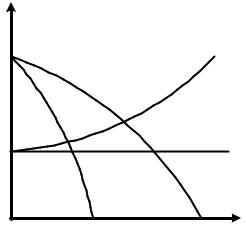
Рис. 22.3. Внешние характеристики |
(рис. 22.3) |
внешних |
характери- |
||||||
сварочных |
источников |
питания: |
стик: крутопадающая |
1, |
полого- |
||||
1 – крутопадающая, 2 – пологопадаю- |
|||||||||
падающая 2, |
жёсткая 3 и возрас- |
||||||||
щая, 3 – жёсткая, 4 – возрастающая |
|||||||||
тающая 4. |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||
Крутопадающая ВВАХ используется, как правило, при ручной сварке и |
|||||||||
при сварке не плавящимся электродом в среде защитного газа. Источники с |
|||||||||
другими типами характеристик типичны для сварки под флюсом, сварки |
|||||||||
тонкой проволокой, электрошлаковой сварки и др. |
|
|
|
|
|||||
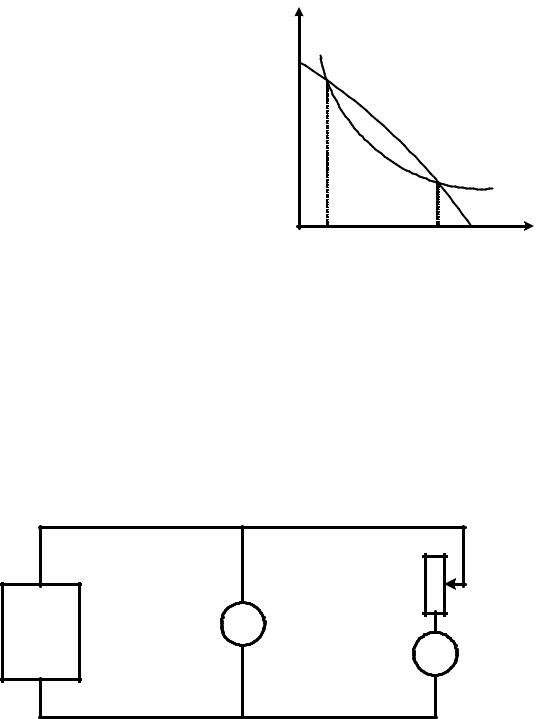
Как отмечалось ранее, для нормального протекания процесса дуговой |
|||||||||
сварки необходимо равенство напряжений на дуге и клеммах источника |
|||||||||
питания (Uд = Uип), что соответствует точкам пересечения (А и В) |
|||||||||
вольт-амперной характеристики дуги и внешней характеристики источника |
|||||||||
питания (рис. 22.4). |
|
|
|
|
|
|
|
||
В этих двух точках при данной внешней характеристике источника |
|||||||||
питания, имеются условия, при которых дуга может гореть. Однако ус- |
|||||||||
тойчивое её горение будет при токе Iв. Ток, соответствующий точке А Iа, |
|||||||||
является током зажигания дуги. После появления последней он автомати- |
|||||||||
чески повысится до величины Iв. |
|
|
|
|
|
|
|||
139
Если при установившемся режиме сварки по какой-либо причине ток |
||||||||||
дуги уменьшится и станет меньше Iв, то напряжение источника питания |
||||||||||
превысит установившееся напряжение на дуге, ток дуги увеличится и |
||||||||||
достигнет рабочего значения Iв и, наоборот, при случайном увеличении |
||||||||||
тока сварки напряжение источника |
Uд |
|
|
|||||||
питания станет меньше напряжения |
|
|
||||||||
Uип ,В |
|
|
||||||||
на дуге, что повлечёт уменьшение |
А |
|
|
|||||||
тока сварки до величины Iв. |
|
|
|
|
||||||
|
|
ВВАХ |
|
|
||||||
Таким образом, для опреде- |
|
|
||||||||
|
|
|
||||||||
лённого |
вида |
сварки |
необходим |
|
|
|
||||
подбор источника питания с такой |
|
В |
|
|||||||
внешней характеристикой, при ко- |
|
ВАХ |
||||||||
|
|
|||||||||
торой система дуга–источник пи- |
|
|
|
|||||||
тания в рабочем режиме будет ус- |
Iа |
Iв |
I св, А |
|||||||
тойчива. |
Например, |
если |
статиче- |
Рис. 22.4. Внешняя |
характеристика |
|||||
ская |
вольт-амперная |
|
характе- |
|||||||
|
источника питания и вольт-амперная |
|||||||||
|
|
|
|
|
|
|
|
|||
ристика дуги будет падающая, то |
характеристика дуги: А – точка зажи- |
|||||||||
для |
устойчивого |
горения |
дуги |
гания дуги; В – точка устойчивого |
||||||
внешняя характеристика источника |
горения дуги |
|
|
|||||||
питания в рабочей точке должна быть более крутопадающей. |
|
|||||||||
22.2. Оборудование
Для снятия и дальнейшего анализа внешней характеристики источника питания используется установка, схема которой представлена на рис. 22.5.
R
И.П. |
V |
|
А
Рис. 22.5. Схема установки для снятия внешней характеристики источника питания: ИП – источник питания; R – балластный реостат; V – вольтметр; A – амперметр
140