

Глава 4. Обработка давлением
Введение. Обработка давлением один из основных способов получения заготовок и деталей в приборостроении. Широкое применение заготовок и деталей в радиоаппаратуре, изготовленных обработкой давлением, обусловлено прежде всего их малой стоимостью, большой производительностью изготовления, малой материалоемкостью, высокой точностью и высоким качеством поверхности.
При обработке давлением происходит частичное или полное изменение формы заготовки за счет перераспределения её объема под действием внешних сил. К этому виду обработки относят горячую и холодную ковку, листовую и объемную штамповку, прокатку, волочение, ротационное выдавливание, штамповку взрывом взрывчатых веществ и газовых смесей, импульсным магнитным полем, электрогидравлическую, эластичными рабочими средами и др. - десятки различных видов.
В основе физической сущности различных видов обработки давлением лежат общие закономерности, на основании которых возможно управление физическими свойствами деталей и процессом формообразования.
4.1. Физические основы обработки давлением
Строение деформируемого металла. Все применяемые в промышленности металлы и сплавы имеют поликристаллическое строение, то-есть состоят из множества произвольно ориентированных в объеме кристаллов. В некоторых случаях кристаллы имеют преобладающую ориентацию, обусловленную технологией производства. Расположение атомов в кристалле определяется условиями кристаллизации.
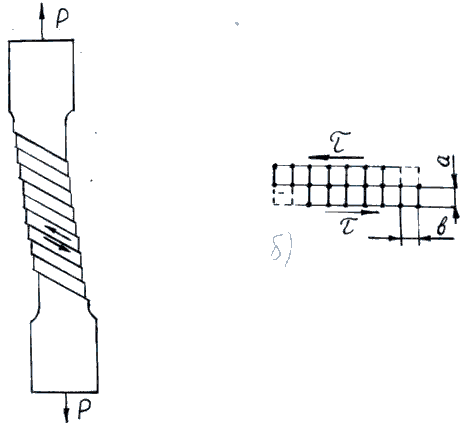
Пластическая деформация. Под действием внешних сил расстояние между атомами меняется и при переносе атомов в новые положения устойчивого равновесия изменяется форма заготовки - возникает пластическая деформация. Пластическое деформирование происходит за счет двух механизмов: скольжения и двойникования. Скольжение представляет собой параллельное смещение тонких слоев кристалла относительно смежных (рис. 1).
а) б)
Рис. 1. Механизм скольжения: полосы скольжения на растягиваемом образце (а) и схема скольжения (б)
Обычно плоскостями скольжения являются плоскости наибольшей упаковки атомов. Пересечение плоскостей скольжения с поверхностью кристалла называют полосой скольжения.
Скольжение начинается в одном или нескольких участках плоскости скольжения и затем распространяется на всю поверхность.
При сдвиге атомов одного слоя относительно другого величина необходимого касательного напряжения равна
tmax=(b/a)(G/2п)
где a, b - расстояние между атомами соответственно в вертикальном и горизонтальном направлении, G - модуль сдвига, MПa.
Из формулы следует, что сопротивление сдвигу на несколько порядков больше действительных значений. Эти расхождения объясняются наличием дислокаций.
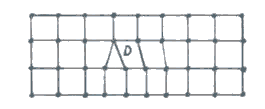
Рис.2. Схема дислокации
которых являются: наличие примесей, отсутствие в узлах решетки атомов, излишние атомы, граница зерна между деформированной и недеформированной частью в плоскости скольжения. Искажения в реальных кристаллах ослабляют межатомные связи и уменьшает прочность металлов во много раз.
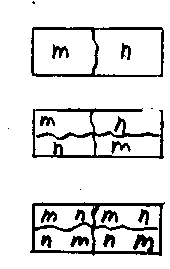
Двойникование - это механизм пластической деформации, приводящий к симметричному изменению ориентировки одной части кристалла относительно другой (рис.3). Иногда пластическая деформация сопровождается при двойниковании увеличением объема (например у Fe на 50%).
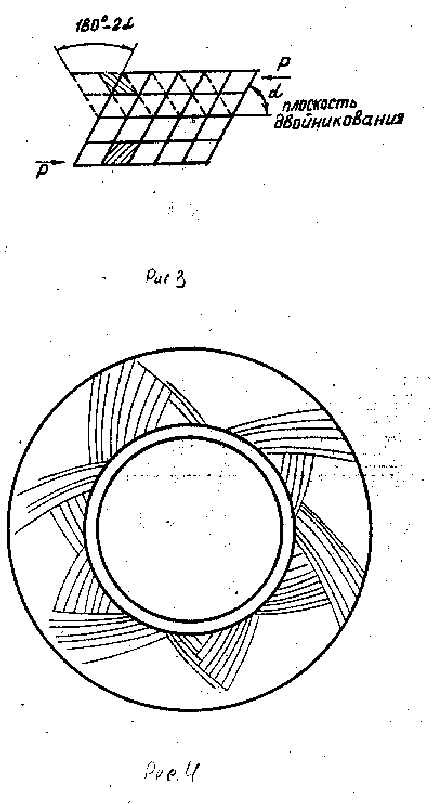
Рис. 3. Схема двойникования
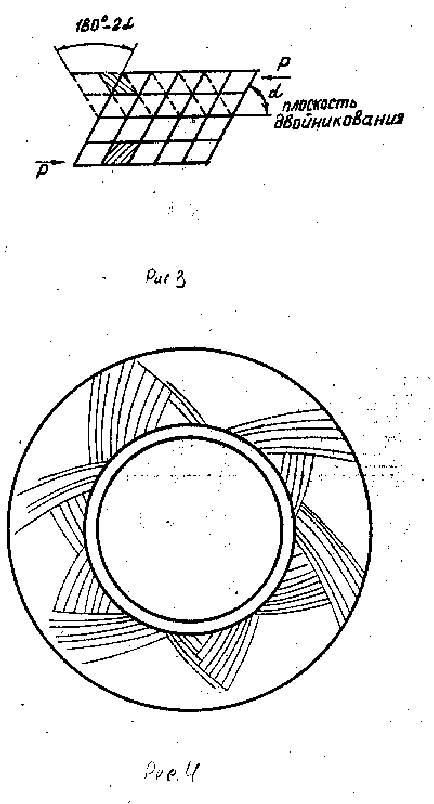
Рис. 4. Линии скольжения на заготовке в начальный момент вытяжки
Пластическая деформация поликристалла. У поликристалла плоскости скольжения (плоскость наибольшей упаковки атомов) в отдельных зернах ориентированы не одинаково. И при приложении внешних сил деформация в зернах будет происходить не одновременно; сначала в зернах с наиболее благоприятной ориентировкой по отношению к действующему напряжению, а затем во всех остальных, когда величина напряжения и для их положения достигает максимального значения. В результате скольжения в поликристаллическом теле на поверхности появляются линии скольжения (рис. 4). След скольжения ухудшает внешний вид деталей. При дальнейшем увеличении степени деформации вся поверхность детали покрывается линиями скольжения и поэтому их следов нельзя заметить.
Дальнейшее увеличение степени деформации приводит к вытянутости зерна в направлении течения и повороту кристаллографических осей зерен. При некоторой (значительной) деформации разница в направлениях кристаллографических осей уменьшается: возникает преимущественная ориентировка осей поликристалла, которую называют текстурой. Возникновение текстуры ведет к анизотропии всех свойств тела. Анизотропия механических свойств отрицательно сказывается на качестве деталей, расходе металла, трудоемкости изготовления изделия.
Влияние холодной пластической деформации на физико-механические свойства. При пластическом деформировании тела с увеличением деформации:
а) изменяются механические характеристики - увеличиваются предел упругости, текучести, прочности, твердость; уменьшаются - относительное удлинение (рис. 5), сужение, ударная вязкость;
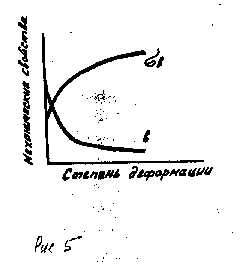
Рис. 5. Типовая схема изменения сопротивления деформирования с повышением степени деформации
б) изменяются физические характеристики - увеличивается электрическое сопротивление (у вольфрамовой проволоки на 30-50%), коэрцитивная сила и гистерезис, уменьшается - магнитная проницаемость, магнитная восприимчивость, магнитное насыщение и остаточный магнетизм, уменьшается теплопроводность, сопротивление коррозии.
Упрочнение. Совокупность всех явлений, связанных с изменением механических и физико-химических свойств материалов называют упрочнением (наклепом).
С увеличением деформации сопротивление деформированию увеличивается по сравнению с начальным напряжением в два и более раза (рис. 5).
Степень деформации. За показатель степени деформации в обработке давлением наиболее часто принимаю относительную или логарифмическую деформацию. Наиболее распространено использование относительных деформаций, например, для растяжения:
=(l-lo)/lo
где lo и l - начальная и конечная длина образца при растяжении.
Деформирование при повышенных температурах. С целью уменьшения деформирующего усилия и повышения пластичности обрабатываемый металл нагревают. При повышении температуры деформируемого металла в нем возникают процессы противоположные упрочнению - возврат и рекристаллизация.
При нагреве до температуры (0,25-0,30)К абсолютной температуры плавления металла амплитуда колебания атомов при деформировании настолько увеличивается, что они могут занимать новые положения устойчивого равновесия. Это явление называют возвратом. Возврат приводит к некоторому уменьшению сопротивления деформированию, однако, не влияет на величину, форму и размеры зерна. Поэтому возврат не препятствует образованию текстуры. С увеличением температуры скорость возврата увеличивается, увеличение скорости деформирования может уменьшить скорость возврата. Возврат происходит также и при нагреве ранее холоднодеформированного металла.
При температуре 0,4°К и более в металле протекает процесс рекристаллизации. Рекристаллизация заключается в появлении зародышей, возникновении и росте новых зерен взамен деформированных. Возможность рекристаллизации обусловливается при увеличении температуры повышением энергетического баланса атомов, при котором атомы получают возможность перегруппировок и интенсивного обмена местами. При рекристаллизации получают равноосные зерна; величина образовавшихся зерен зависит от температуры, степени деформации и скорости деформации (рис. 6).
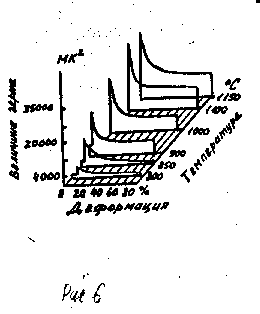
Рис. 6. Зависимость величины зерна от степени деформации и температуры
Процессу рекристаллизации можно подвергать холоднодеформированные металлы.
Влияние горячей пластической деформации на свойства металла. Заготовки с литой структурой обычно подвергают горячей обработке давлением. Литая структура характеризуется крупными кристаллами первичной кристаллизации, по границам которых располагаются прослойки, обогащенные примесями и неметаллическими включениями.
Деформирование литой структуры приводит к дроблению кристаллитов и вытягиванию их в направлении наиболее интенсивного течения металла. Одновременно происходит и вытягивание в том же направлении межкристаллитных прослоек, содержащих неметаллические включения. При достаточно большой степени деформации неметаллические включения принимают форму прядей вытянутых в направлении интенсивного течения металла, образуя полосчатость макроструктуры (полосчатости микроструктуры при этом нет).
Полосчатость макроструктуры приводит к анизотропии металла. Показатели пластичности (предел текучести и удлинение) вдоль и поперек волокон значительно отличаются, причем разница их значений возрастает с увеличением степени деформации. Прочностные характеристики металла вдоль и поперёк волокон отличаются незначительно, а увеличение степени деформации на их величине практически не сказывается.
При горячей обработке металлов давлением стремятся вести процесс деформирования таким образом, чтобы волокна макроструктуры были расположены в направлениях наибольших нормальных напряжений в условиях работы детали.
Виды деформаций. В зависимости от возможности протекания в металле при деформации процессов упрочнения или разупрочнения различают несколько видов деформации.
Горячая деформация - деформация, при которой происходит полная рекристаллизация деформируемого металла.
Холодная деформация - деформация при которой отсутствуют возврат и рекристаллизация.
Различают и промежуточные виды деформаций: неполная горячая деформация - деформация, при которой рекристаллизация проходит не полностью; неполная холодная деформация - деформация, при которой происходит только возврат.
Основные закономерности пластической деформации
1. Закон постоянства объема: объем металла при его пластическом деформировании остается неизменным.
2. Закон наличия упругой деформации при пластическом деформировании. При любом пластическом деформировании общая деформация складывается из упругой и остаточной (пластической).
3. Закон остаточных напряжений. При обработке давлением однородной пластической деформации практически нет, хотя при решении она принимается равномерной. Неоднородность деформаций обусловлена контактным трением, неравномерным распределением температур, неоднородностью химического состава и механических свойств, формой деформируемого тела и деформирующего инструмента. При неравномерной деформации отдельные зерна деформируются по-разному. Однако благодаря связи между собой они не могут самостоятельно изменять размеры. В результате взаимного влияния возникают напряжения со стороны более деформированных участков, которые будут увеличивать деформацию менее деформированных участков и наоборот. Эти напряжения называются дополнительными. Дополнительные напряжения бывают трех видов:
-напряжения первого рода - напряжения, возникающие и уравновешивающиеся между отдельными частями тела,
-напряжения второго рода - напряжения возникающие и уравновешивающиеся между отдельными зернами,
-напряжения третьего рода-напряжения возникающие и уравновешивающиеся между отдельными элементами зернами.
После снятия деформирующего усилия дополнительные напряжения остаются в металле; в этом случае их называют остаточными: их характеристика аналогична характеристике дополнительных напряжений. Остаточные напряжения можно полностью или частично снять при нагреве металла: при температуре возврата снимают остаточные напряжения первого рода, при температурах выше температуры возврата и ниже температуры рекристаллизации снимают остаточные напряжения второго и первого родов, при температуре рекристаллизации снимают остаточные напряжения третьего, второго и первого родов.
Механическим путем можно уменьшить остаточные напряжения 1-го рода за счет с равномерного деформирования.