

2. Объемная и прибыльная доли видов продукции предприятия
Таблица 1. Прибыльная и объемная доли в общей прибыли и в общем объеме производства соответственно.
|
№ п/п |
Вид продукции |
Объем выпуска, шт./год |
Объемная доля,% |
Прибыль, тыс.руб/год |
Прибыльная доля, % |
|
1 |
Компрессоры низкого давления |
1050 |
62,87 |
326550 |
47,54 |
|
2 |
Компрессоры среднего давления |
250 |
14,97 |
100500 |
14,63 |
|
3 |
Компрессоры высокого давления |
135 |
8,08 |
149715 |
21,80 |
|
4 |
Мотокомрессоры |
210 |
12,57 |
72240 |
10,52 |
|
5 |
Свободно-поршневые дизель-компрессоры |
25 |
1,50 |
37825 |
5,51 |
|
Всего |
- |
1670 |
100 |
686830 |
100 |
Примечания.
1) Объемная доля вида продукции находилась как отношение объема данного вида продукции к общему объему производства предприятия. При этом подразумевается, что предприятие выпускает только указанные в таблице виды продукции.
2) Прибыльная доля вида продукции находилась как отношение прибыли с данного вида продукции к общей прибыли предприятия. При этом подразумевается, что предприятие получает прибыль только от реализации тех видов продукции, которые указаны в таблице. Внепроизводственная прибыль принимается равной нулю.

Рис.1. Объемная доля видов продукции.

Рис. 2. Прибыльная доля видов продукции.
3. Первая диаграмма парето – дефекты узлов и деталей
Возьмем первый вид продукции – компрессор низкого давления. Разобьем его на узлы и детали, дефекты которых обнаруживались в ходе предварительных производственных испытаний единиц вида продукции в течение двух месяцев:
1) Коленчатый вал.
2) Корпус.
3) Подшипники вала.
4) Всасывающие клапаны. 5) Нагнетательные клапаны.
6) Поршневые кольца.
7) Клапанные доски.
8) Поршни.
Таблица 2. Данные для построения первой диаграммы Парето.
-
№ п/п
Наименование
агрегата
Число дефектов
Накопленная сумма дефектов,

% дефектов,

Накопленная сумма, %

1
Коленчатый вал
2
2
1,89
1,89
2
Корпус
1
3
0,94
2,83
3
Подшипники вала
5
8
4,72
7,55
4
Всасывающие
клапаны
47
55
44,34
51,89
5
Нагнетательные
клапаны
39
94
36,79
88,68
6
Поршневые
кольца
7
101
6,60
95,28
7
Клапанные
доски
3
104
2,83
98,11
8
Поршни
2
106
1,89
100
Всего
-
106
-
100
-
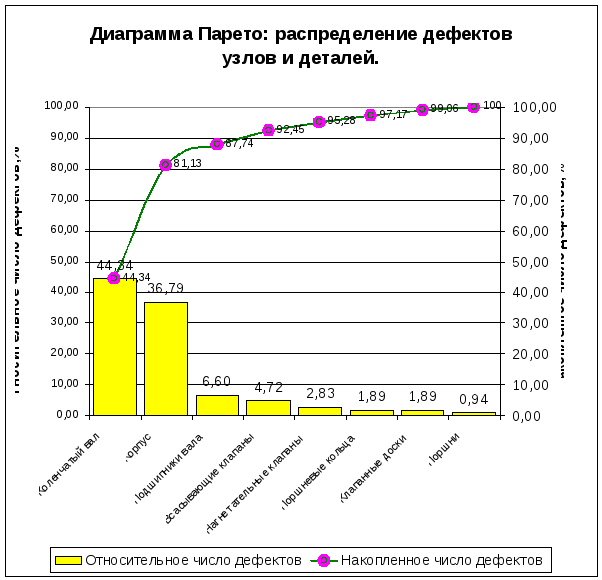
Рис. 3. Первая диаграмма Парето.
Вывод
Наиболее частой причиной отказа компрессора при производственных испытаниях являются дефекты всасывающих (44,3%) и нагнетательных (36,8%) клапанов. Поэтому самый жесткий контроль качества необходимо проводить для этих узлов.
4. График производства выбранного вида продукции и его анализ

Рис. 4. График производства выбранного вида продукции по месяцам.
Примечание. За год было произведено 1050 компрессоров низкого давления.
Из графика видно, что в апреле и мае произошло резкое падение объема производимой продукции. Также было некоторое снижение в январе, которое объясняется длительными рождественскими каникулами и в августе –из-за отпуска в это время у многих рабочих.
Для того, чтобы найти причины уменьшения объема производства в апреле и в мае, произведем расслоение отбракованных узлов и деталей, из которых собираются компрессоры низкого давления, по месяцам.
Таблица 3. Расслоение отбракованных узлов и деталей по месяцам.
|
Деталь или узел |
Количество произведенных деталей или узлов | |||||||||||||||||||||||||||||||||||
|
- |
Январь |
Февраль |
Март |
Апрель |
Май |
Июнь |
Июль |
Август |
Сентябрь |
Октябрь |
Ноябрь |
Декабрь | ||||||||||||||||||||||||
|
- |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
|
Σ |
|
Коленчатый вал |
87 |
1 |
88 |
108 |
1 |
109 |
101 |
0 |
101 |
97 |
1 |
98 |
102 |
1 |
103 |
98 |
2 |
100 |
97 |
0 |
97 |
81 |
1 |
82 |
106 |
1 |
107 |
111 |
2 |
113 |
109 |
2 |
111 |
102 |
0 |
102 |
|
Корпус |
87 |
1 |
88 |
108 |
1 |
109 |
101 |
0 |
101 |
97 |
0 |
97 |
102 |
0 |
102 |
98 |
0 |
98 |
97 |
1 |
98 |
81 |
1 |
82 |
106 |
0 |
106 |
111 |
1 |
112 |
109 |
0 |
109 |
102 |
0 |
102 |
|
Подшипники вала |
261 |
12 |
273 |
324 |
10 |
334 |
303 |
11 |
314 |
291 |
11 |
302 |
306 |
13 |
319 |
294 |
10 |
304 |
291 |
13 |
304 |
243 |
12 |
255 |
318 |
12 |
330 |
333 |
11 |
344 |
327 |
11 |
338 |
306 |
12 |
318 |
|
Всасывающие клапаны |
435 |
220 |
655 |
540 |
205 |
745 |
505 |
219 |
724 |
145! |
586! |
731! |
105! |
634! |
739! |
490 |
231 |
721 |
485 |
223 |
708 |
405 |
191 |
596 |
530 |
239 |
769 |
555 |
220 |
775 |
545 |
218 |
763 |
510 |
224 |
734 |
|
Нагнетательные клапаны |
435 |
185 |
620 |
540 |
181 |
721 |
505 |
190 |
695 |
145! |
590! |
735! |
105! |
624! |
729! |
490 |
186 |
676 |
485 |
191 |
676 |
405 |
183 |
588 |
530 |
189 |
719 |
555 |
190 |
745 |
545 |
188 |
733 |
510 |
182 |
692 |
|
Поршневые кольца |
348 |
24 |
372 |
432 |
23 |
455 |
404 |
26 |
430 |
388 |
24 |
412 |
408 |
23 |
431 |
392 |
23 |
415 |
388 |
25 |
413 |
324 |
23 |
349 |
424 |
24 |
448 |
444 |
24 |
468 |
436 |
25 |
461 |
408 |
22 |
430 |
|
Клапанные доски |
174 |
5 |
179 |
216 |
5 |
221 |
202 |
4 |
206 |
194 |
5 |
199 |
204 |
4 |
208 |
196 |
5 |
201 |
194 |
5 |
199 |
162 |
4 |
166 |
212 |
4 |
216 |
222 |
5 |
227 |
218 |
5 |
223 |
204 |
5 |
209 |
|
Поршни |
174 |
3 |
177 |
216 |
2 |
218 |
202 |
2 |
204 |
194 |
2 |
196 |
204 |
2 |
206 |
196 |
3 |
199 |
194 |
2 |
196 |
162 |
3 |
165 |
212 |
3 |
215 |
222 |
2 |
227 |
218 |
3 |
221 |
204 |
3 |
207 |
Примечания к таблице 3:
- исправные узлы или детали; - дефектные или неисправные узлы и детали;
Σ – общее количество деталей произведенных за месяц;
2) желтым цветом выделены строки, в которых уровень брака – порядка 5%;
фиолетовым цветом выделены строки, в которых уровень брака – порядка 40%;
красным цветом с восклицательным знаком выделены недопустимо высокие значения брака.
3) суммарное количество деталей, произведенных за месяц подсчитывалось без учета разделения дефектных деталей на исправимый и неисправимый брак, детали, отправляемые ОТК на исправление дефекта, считались заново производимыми;
4) Завод имеет буферный склад, на котором хранятся детали и узлы, произведенными впрок, при этом все цеха работают с примерно постоянной производительностью. Из-за того, что в апреле и мае было выпущено намного меньше компрессоров низкого давления (см. рис. 4), а все цеха не снижали темпа производства, к концу года на буферном складе накопилось значительное количество деталей и узлов, из которых невозможно собрать готовые компрессоры, т.к. не хватает клапанов. В течение года разницу между требуемым и произведенным количеством клапанов не удавалось покрыть, потому что цех по производству клапанов был загружен близко к 100%.
5) Принималось, что для сборки одного компрессора требуется:
1 коленчатый вал
1 корпус
3 подшипника вала
5 всасывающих клапанов
5 нагнетательных клапанов
4 поршневых кольца
2 клапанные доски
2 поршня
Вывод
Очевидно, снижение объема производства компрессоров низкого давления в апреле и мае произошло из-за нехватки готовых исправных всасывающих и нагнетательных клапанов, чтобы укомплектовать сборочный цех.
Нехватка клапанов в апреле и мае была вызвана внезапным и резким увеличением уровня брака в цехе производства клапанов. Для анализа причин этого увеличения, а также для оценки степени влияния различных факторов на него, строим вторую диаграмму Парето.
Дефект клапанов заключался в их негерметичности, поэтому проблему кратко можно сформулировать как «негерметичность клапана».