


2.13. Расчёт исполнительных размеров, матриц и пуансонов для вырубки и пробивки
В зависимости от принятой схемы изготовления штампов применяют следующие методы расчётов исполнительных размеров:
1.Определение исполнительных размеров матрицы для вырубки контура и пуансона для пробивки отверстия.
Вторая рабочая деталь соответственно обрабатывается по первой с заданным двусторонним зазором Z
2.Определение исполнительных размеров пуансонов для вырубки контура или для пробивки отверстия изделия
Матрица в этих случаях обрабатывается по пуансону с двусторонним зазором Z (способ изготовления матрицы: по оттиску пуансона).
3.Определение исполнительных размеров матрицы и пуансона при раздельном способе их изготовления (преимущественно при круглом рабочем контуре и допусках на штампуемую деталь не выше 11 квалитета).
При расчете исполнительных размеров матриц и пуансонов для штамповки деталей со сложным наружным контуром или отверстием рассортировать на элементы, размеры которых при износе штампа уменьшаются, увеличиваются или остаются без изменения.
Исполнительные размеры рассчитывают с учётом оставления максимального припуска на износ матрицы и пуансона.
Схема условного расположения допусков и припусков показана на рис.11,
аформулы для расчёта приведены в табл.29.
Рис.11. Схема назначения исполнительных размеров матрицы и пуансона:
а – размеры, увеличивающиеся при износе штампа (вырубка контура); б – размеры уменьшающиеся при износе штампа (пробивка отверстия); Lм – номинальный размер матрицы;
Lп – номинальный размер пуансона;
А – номинальный размер штампуемой детали.
46
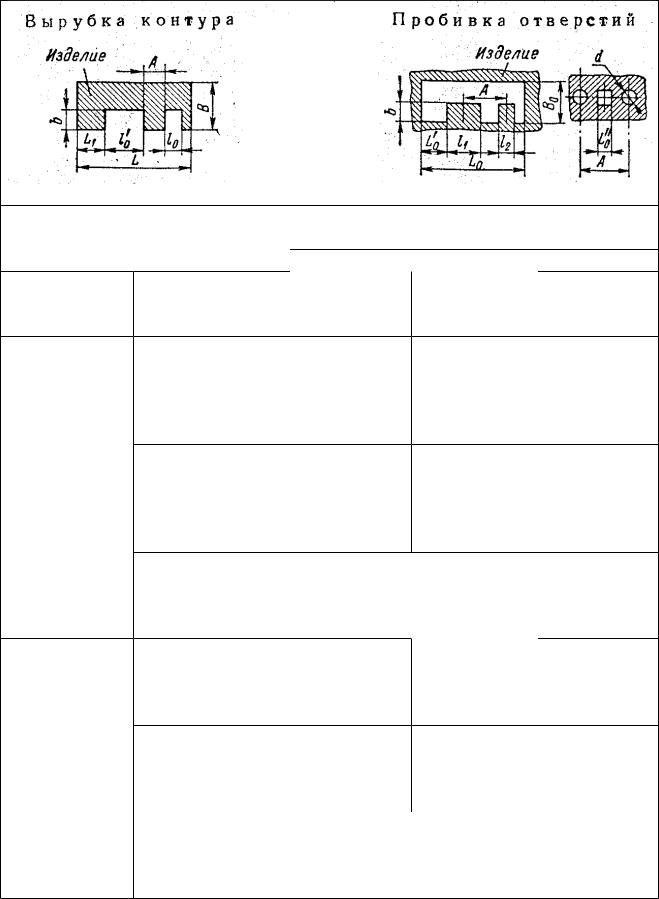
Таблица 29. Формулы для расчёта исполнительных размеров пуансонов и матриц
при вырубке контура и пробивке отверстий
Элементы |
контура |
или |
Вырубка контура |
|
Пробивка |
||
отверстия штампуемой детали |
|
|
|
отверстий |
|||
|
|
|
|
Методы пригонки рабочих деталей |
|||
Допуски |
Номинальные |
Обработка |
Обработка |
Обработка |
|||
|
размеры детали |
пуансона по |
матрицы |
по |
матрицы по |
||
|
|
|
|
матрице |
пуансону |
|
пуансону |
|
Уменьшающиеся |
Lm=(Lн+П)_ |
Ln=(Lн+П+Z- |
Ln=(Lн+П)_ |
|||
|
при |
|
износе |
δ (11) |
δ')+'δ' (13) |
|
δ' (14) |
|
штампа l0, l'0, L0, |
Ln=Lм+Z |
|
|
Lм=Ln+Z |
||
|
B0, L'0, L''0, d |
(12) |
|
|
(15) |
||
Односторонни |
Увеличивающиес |
Lм=(Lн-П)+'δ |
Ln=(Lн-П- |
|
Ln=(Lн-П)+'δ |
||
е (+ или -) |
я |
при |
износе |
(16) |
Z+δ')_δ' (18) |
(19) |
|
|
штампа L, L1, B, |
Ln=Lм-Z |
|
|
Lм=Ln-Z |
||
|
l1, l2 |
|
|
(17) |
|
|
(20) |
|
Не |
|
|
Lм или Ln = (Lн)+0,5∆ |
(21) |
|
|
|
изменяющиеся |
при положительном допуске на деталь, |
|||||
|
при |
|
износе |
Lм или Ln = (Lн)-0,5∆ |
(22) |
|
|
|
штампа А, b |
при отрицательном допуске на деталь |
|||||
Двусторонние |
Уменьшающиеся |
Lм=(Lн) |
Ln(Lн+z) |
|
Ln=Lн±0,2∆ |
||
симметричные |
при |
|
износе |
±0,2∆ (23) |
±0,2∆ (25) |
|
(27) |
(±) |
штампа l0, l'0, L0, |
Ln=Lм+Z |
|
|
Lм=Ln+z |
||
|
B0, L'0, L''0, d |
|
|
|
|
||
|
Увеличивающиес |
Lм=(Lн)±0,2 |
Ln=(Lн-z) |
|
Ln=Lн±0,2 |
||
|
я |
при |
износе |
Ln=Lн-Z (24) |
±0,2∆ (26) |
|
Lм=(Ln-z) |
|
штампа L, L1, B, |
|
|
|
(28) |
||
|
l1, l2 |
|
|
|
|
|
|
|
Не |
|
|
Lм или Ln = (Lн)±0,5∆ |
(29) |
||
|
изменяющиеся |
|
|
|
|
||
|
при |
|
износе |
|
|
|
|
штампа А, b
47
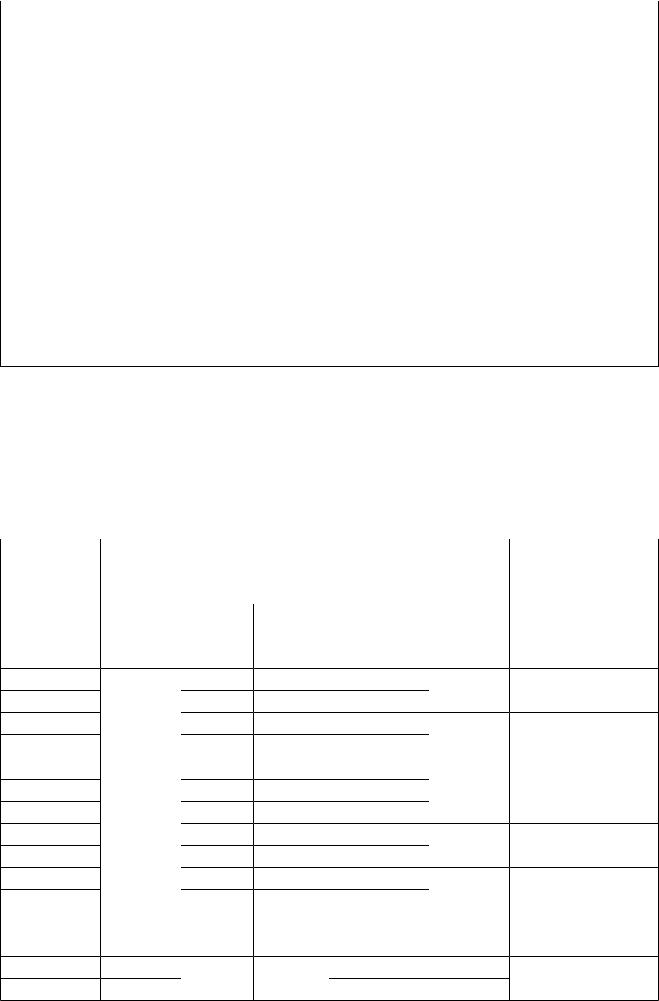
У с л о в н ы е о б о з н а ч е н и я: Lм, Ln – исполнительные размеры матрицы и пуансона; Ln – номинальные размеры по чертежу штампуемой детали; П – припуск на износ матриц и пуансонов (табл.30); z – двусторонний зазор между матрицей и пуансоном (табл.32); δ, δ' – допуски на рабочие размеры матриц и пуансонов (при совместном изготовлении матриц и пуансонов по табл.30, при раздельном изготовлении – по табл.31); ∆ - допуск на штампуемые детали (табл.30).
П р и м е ч а н и я: 1. При допусках на деталь D-∆1-∆2 или (d)+δ2+δ1 номинальные размеры
Dн = (D-∆1)-(∆2-∆1); dн = (d+δ1)+(δ2-δ1),
где D – диаметр контура, d – диаметр отверстия.
2. В отдельных случаях при симметричных допусках для увеличения припусков на износ исполнительные размеры для размеров, увеличивающихся при износе
штампа, |
|
Lм или Ln = (Lн - ∆)+0,3∆ |
(30) |
для размеров, уменьшающихся при износе штампа, |
|
Lм или Ln = (Lн + ∆) -0,3∆ |
(31) |
В таблице 30 приведены припуски (П) на износ и допуски (δ и δ') на изготовление пуансонов и матриц (при совместном) изготовлении режущих контуров и допусках на штампуемую деталь с 8 по 14 квалитет), а в таблице 31
– допуски на изготовление матриц и пуансонов при раздельном изготовлении рабочих контуров.
|
|
|
|
|
|
|
|
Таблица 30. |
|
мм |
Припуски на износ и допуски на изготовление матриц и пуансонов в |
||||||||
|
|
|
|
|
|
|
|
|
|
Допуски |
Припус |
Допуски |
на |
Допуски |
Припус |
Допуски |
на |
||
на |
|
ки на |
рабочие |
|
на |
|
ки на |
рабочие |
|
штампуем |
износ П |
размеры |
|
штампуем |
износ П |
размеры |
|
||
ые |
детали |
|
матриц |
пуансо |
ые |
детали |
|
матриц |
пуансо |
с 8 |
по 14 |
|
ы δ |
на δ' |
с 8 |
по 14 |
|
ы δ |
на δ' |
кв. |
|
|
|
|
кв. |
|
|
|
|
0,020 |
|
0,006 |
0,004 |
0,26 |
0,20 |
0,045 |
|
||
0,025 |
|
0,008 |
0,005 |
0,28 |
|
|
|
||
0,030 |
|
0,009 |
0,006 |
0,30 |
0,25 |
0,060 |
|
||
0,035 |
|
0,011 |
0,008 |
0,34 |
|
|
|
||
0,040 |
П=∆ |
|
|
0,36 |
0,30 |
0,080 |
|
||
0,045 |
0,013 |
0,009 |
0,38 |
|
|
||||
0,050 |
|
0,015 |
0,011 |
0,40 |
|
|
|
||
0,060 |
|
0,018 |
0,013 |
0,43 |
0,35 |
0,100 |
|
||
0,070 |
|
0,021 |
0,015 |
0,46 |
|
|
|
||
0,080 |
|
0,024 |
0,018 |
0,52 |
0,40 |
0,120 |
|
||
0,090 |
|
0,027 |
0,020 |
0,53 |
|
|
|
||
0,100 |
|
0,030 |
0,022 |
0,60 |
0,50 |
0,140 |
|
||
0,120 |
0,10 |
|
|
0,62 |
|
|
|
||
0,140 |
0,12 |
|
|
0,68 |
0,55 |
0,170 |
|
||
0,160 |
0,14 |
|
48 |
0,74 |
0,60 |
|
|
||
|
|
|
|
|
|
|
|
|
|

0,170 |
|
0,035 |
0,030 |
0,87 |
0,70 |
0,200 |
0,200 |
0,16 |
1,00 |
0,80 |
|
||
0,230 |
0,18 |
|
|
1,15 |
0,90 |
0,260 |
0,240 |
|
|
|
1,35 |
|
|
0,250 |
0,20 |
0,045 |
0,045 |
1,55 |
1,25 |
0,300 |
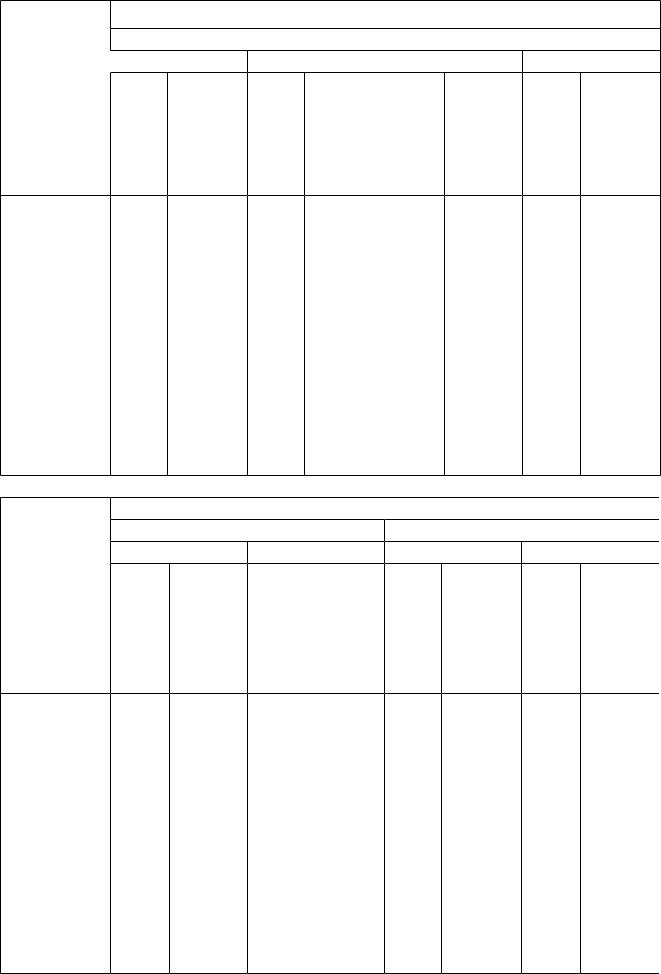
Таблица 31 (начало) Допуски на изготовление матриц и пуансонов при раздельном
изготовлении рабочих контуров в мм
Размер
штампуемо го элемента
Св. 1 до 3
» 3 » 6
»6 »10
»10 » 18
»18 » 30
»30 » 50
»50 » 80
»80 » 120
»120 » 180
»180 » 250
»250 » 315
»315 » 400
»400 » 500
|
|
Толщина штампуемого материала s |
|
|
|||
|
Св. 0,2 до 0,5 |
|
|
Св. 0,5 до 1,0 |
|
||
Матрица |
Пуансон |
Матрица |
Пуансон |
||||
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
Н6 |
+0,006 |
h5 |
-0,004 |
Н8 |
+0,014 |
h6 |
-0,006 |
Н5 |
+0,005 |
h4 |
-0,004 |
Н7 |
+0,012 |
h6 |
-0,008 |
Н5 |
+0,006 |
h4 |
-0,004 |
Н7 |
+0,015 |
h5 |
-0,006 |
Н4 |
+0,005 |
h4 |
-0,005 |
Н6 |
+0,011 |
h5 |
-0,008 |
Н4 |
+0,006 |
h3 |
-0,006 |
Н6 |
+0,013 |
h5 |
-0,009 |
Н4 |
+0,007 |
h3 |
-0,004 |
Н6 |
+0,016 |
h4 |
-0,007 |
- |
- |
- |
- |
Н5 |
+0,013 |
h4 |
-0,008 |
- |
- |
- |
- |
Н4 |
+0,010 |
h4 |
-0,008 |
- |
- |
- |
- |
Н4 |
+0,012 |
h3 |
-0,008 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
49
Размер  штампуемо го элемента
штампуемо го элемента
Таблица 31 (продолжение)
Толщина штампуемого материала s
|
Св. 1,0 до 1,5 |
|
|
Св. 1,5 до 3,0 |
|
||
Матрица |
Пуансон |
Матрица |
Пуансон |
||||
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
Св. 1 до 3
» 3 » 6
»6 »10
»10 » 18
»18 » 30
»30 » 50
»50 » 80
»80 » 120
»120 » 180
»180 » 250
»250 » 315
»315 » 400
»400 » 500
Размер
штампуемо го элемента
Св. 1 до 3
» 3 » 6
»6 »10
»10 » 18
»18 » 30
»30 » 50
»50 » 80
»80 » 120
»120 » 180
»180 » 250
»250 » 315
»315 » 400
»400 » 500
Н9 |
+0,025 |
h7 |
-0,010 |
Н10 |
+0,040 |
h8 |
-0,014 |
Н8 |
+0,018 |
h7 |
-0,012 |
Н9 |
+0,030 |
h8 |
-0,018 |
Н8 |
+0,022 |
h6 |
-0,009 |
Н9 |
+0,036 |
h7 |
-0,015 |
Н7 |
+0,018 |
h6 |
-0,013 |
Н9 |
+0,043 |
h7 |
-0,018 |
Н7 |
+0,021 |
h6 |
-0,013 |
Н8 |
+0,033 |
h7 |
-0,021 |
Н6 |
+0,016 |
h6 |
-0,016 |
Н8 |
+0,039 |
h6 |
-0,016 |
Н6 |
0,019 |
h5 |
-0,013 |
Н7 |
+0,030 |
h6 |
-0,019 |
Н5 |
+0,015 |
h5 |
-0,015 |
Н7 |
+0,035 |
h6 |
-0,022 |
Н5 |
+0,018 |
h4 |
-0,012 |
Н6 |
+0,025 |
h6 |
-0,025 |
Н5 |
+0,020 |
h4 |
-0,014 |
Н6 |
+0,029 |
h5 |
-0,020 |
- |
- |
- |
- |
Н6 |
+0,032 |
h5 |
-0,023 |
- |
- |
- |
- |
Н5 |
+0,025 |
h5 |
-0,025 |
- |
- |
- |
- |
Н5 |
+0,027 |
h5 |
-0,027 |
|
|
|
|
|
Таблица 31 (окончание) |
||
|
|
Толщина штампуемого материала s |
|
|
|||
|
Св. 3,0 до 5,0 |
|
|
Св. 5,0 до 10,0 |
|
||
Матрица |
Пуансон |
Матрица |
Пуансон |
||||
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
поле допуска |
предельное отклонение |
- |
- |
- |
- |
- |
- |
- |
- |
Н10 |
+0,075 |
h9 |
-0,030 |
- |
- |
- |
- |
Н10 |
+0,058 |
h9 |
-0,036 |
Н12 |
+0,150 |
h10 |
-0,058 |
Н10 |
+0,070 |
h9 |
-0,043 |
Н11 |
+0,110 |
h10 |
-0,070 |
Н9 |
+0,052 |
h9 |
-0,052 |
Н11 |
+0,130 |
h9 |
-0,052 |
Н9 |
+0,062 |
h8 |
-0,039 |
Н11 |
+0,160 |
h9 |
-0,062 |
Н9 |
+0,074 |
h7 |
-0,030 |
Н10 |
+0,120 |
h9 |
-0,074 |
Н8 |
+0,054 |
h7 |
-0,035 |
Н10 |
+0,140 |
h8 |
-0,054 |
Н8 |
+0,063 |
h7 |
-0,040 |
Н10 |
+0,160 |
h7 |
-0,040 |
Н8 |
+0,072 |
h6 |
-0,029 |
Н10 |
+0,185 |
h7 |
-0,046 |
Н8 |
+0,081 |
h6 |
-0,032 |
Н9 |
+0,130 |
h7 |
-0,052 |
Н7 |
+0,057 |
h6 |
-0,036 |
Н9 |
+0,140 |
h7 |
-0,057 |
Н7 |
+0,063 |
h6 |
-0,040 |
Н9 |
+0,155 |
h6 |
-0,063 |
50
Примеры расчёта исполнительных размеров матрицы и пуансонов для штамповки детали из латуни Л63 толщиной 1 мм (см. рис.12а)
Рис.12. Схема расчёта исполнительных размеров рабочих частей штампа:
а – эскиз штампуемой детали; б – исполнительные размеры матрицы;
в – исполнительные размеры пуансона.
Двусторонний зазор между матрицей и пуансоном Z = 0,05 мм взят из табл.32; значения припусков на износ Пи и допусков на изготовление δ и δ' – из табл.30.
На рис.12б показана схема расчёта исполнительных размеров матрицы для вырубки контура и пробивки отверстий.
Размеры уменьшающиеся при износе штампа:
l0' – по формуле (11);
Lм – (18+0,18)-0,035 = 18,18-0,035; l0 – по формуле (23);
lм = 25 ± 0,2 ∙ 0,3 = 25 ± 0,06.
Размеры увеличивающиеся при износе штампа:
L – по формуле (16);
Lм = (80 – 0,6)+0,17 = 79,4+0,17; В – по формуле (23);
Lм = 60 ± 0,2 ∙ 0,4 = 60 ± 0,08.
51
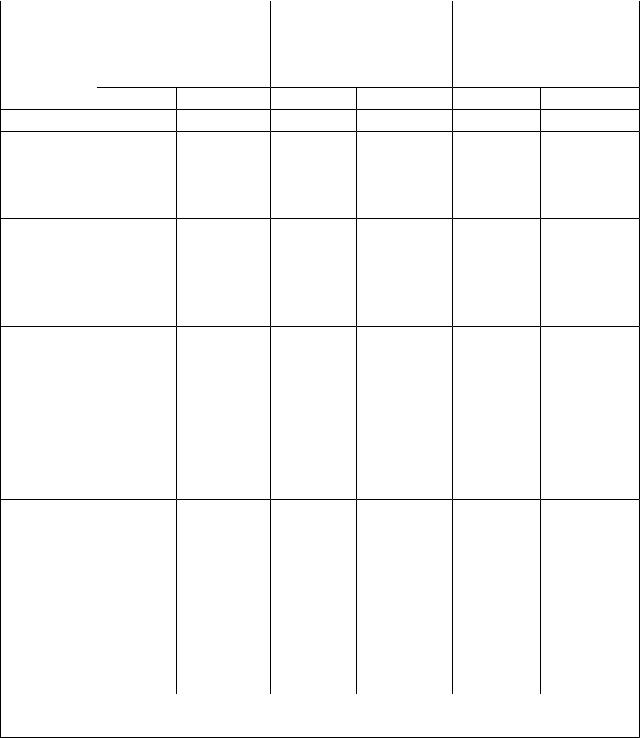
Таблица 32 (начало) Двусторонние зазоры при вырубке и пробивке в мм
Толщина |
Низкоуглеродисты |
Среднеуглеродисты |
Высокоуглеродистая, |
|||
материала |
е стали марок 10, |
е стали марок 2b, 85, |
трансформаторная и |
|||
в мм |
20; медь, латунь, |
45; дюралюминий, |
нержавеющая стали |
|||
|
алюминий |
|
бронза |
|
|
|
|
z |
∆z |
z |
∆z |
z |
∆z |
0,1 |
0,005 |
- |
0,006 |
- |
0,007 |
- |
0,2 |
0,010 |
|
0,012 |
|
0,014 |
|
0,3 |
0,015 |
+0,010 |
0,018 |
+0,010 |
0,021 |
+0,010 |
0,4 |
0,020 |
|
0,024 |
|
0,028 |
|
0,5 |
0,025 |
|
0,030 |
|
0,035 |
|
0,6 |
0,030 |
|
0,036 |
|
0,042 |
|
0,7 |
0,035 |
|
0,042 |
|
0,049 |
|
0,8 |
0,040 |
+0,020 |
0,048 |
+0,020 |
0,056 |
+0,020 |
0,9 |
0,045 |
|
0,054 |
|
0,070 |
|
1,0 |
0,05 |
|
0,060 |
|
|
|
1,2 |
0,070 |
+0,030 |
0,080 |
+0,030 |
0,100 |
+0,030 |
1,5 |
0,090 |
|
0,110 |
|
0,120 |
|
1,8 |
0,110 |
|
0,130 |
|
0,140 |
|
2,0 |
0,120 |
|
0,140 |
|
0,160 |
|
2,2 |
0,160 |
+0,050 |
0,180 |
+0,050 |
0,200 |
+0,050 |
2,5 |
0,180 |
|
0,200 |
|
0,230 |
|
2,8 |
0,200 |
|
0,220 |
|
0,250 |
|
3,0 |
0,210 |
|
0,240 |
|
0,270 |
|
3,5 |
0,280 |
|
0,320 |
|
0,350 |
|
4,0 |
0,320 |
+0,100 |
0,360 |
+0,100 |
0,400 |
+0,100 |
4,5 |
0,360 |
|
0,450 |
|
0,540 |
|
5,0 |
0,400 |
|
0,500 |
|
0,600 |
|
6,00 |
0,500 |
|
0,600 |
|
0,700 |
|
7,00 |
0,700 |
|
0,900 |
|
1,000 |
|
8,0 |
0,800 |
+0,200 |
1,000 |
+0,200 |
1,100 |
+0,200 |
9,0 |
1,100 |
|
1,300 |
|
1,400 |
|
10,0 |
1,200 |
|
1,400 |
|
1,600 |
|
П р и м е ч а н и е: z – наименьший допустимый зазор; ∆z – допускаемое отклонение в сторону увеличения зазора.
52
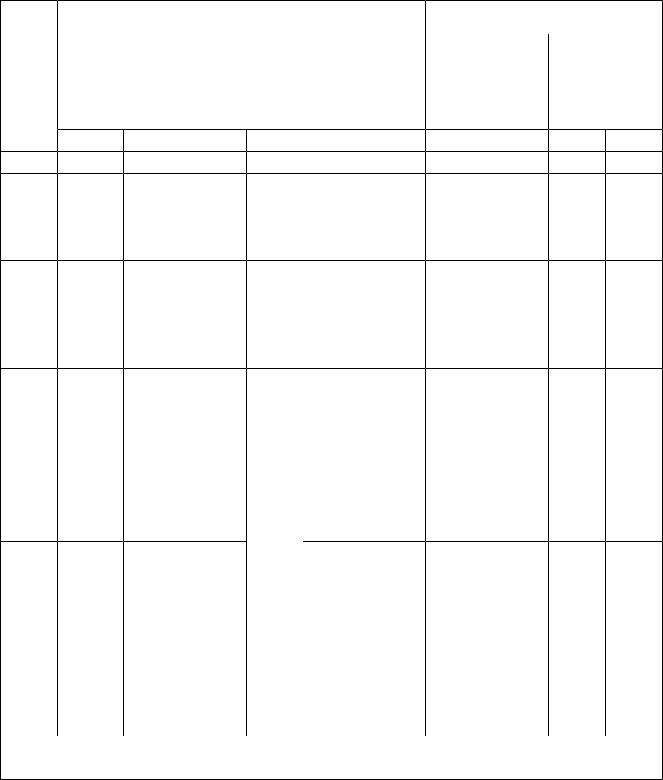
Таблица 32 (окончание) Двусторонние зазоры при вырубке и пробивке в мм
Тол |
Гетинакс и |
Картон, |
Магниевые |
Титановые сплавы |
||||||
щин |
текстолит |
бумага, |
сплавы |
ВТ1 без |
ВТ5 без |
|||||
а |
|
|
кожа, асбест, |
(штамповка с |
||||||
|
|
подогрева, |
подогрева |
|||||||
мате |
|
|
резина |
подогревом и |
||||||
|
|
ВТ5 с |
|
|
||||||
риал |
|
|
|
|
без |
|
|
|
||
|
|
|
|
|
подогревом |
|
|
|||
а в |
|
|
|
|
подогрева) |
|
|
|||
|
|
|
|
|
|
|
|
|||
мм |
z |
∆z |
z |
∆z |
z |
∆z |
z |
∆z |
z |
∆z |
0,1 |
0,004 |
- |
0,002 |
- |
- |
- |
- |
- |
- |
- |
0,2 |
0,005 |
|
0,003 |
|
- |
- |
- |
- |
- |
- |
0,3 |
0,006 |
+0,0 |
0,004 |
+0,0 |
- |
- |
- |
- |
- |
- |
0,4 |
0,008 |
05 |
0,005 |
03 |
- |
- |
- |
- |
- |
- |
0,5 |
0,010 |
|
0,006 |
|
0,017 |
|
0,030 |
|
0,075 |
|
0,6 |
0,012 |
|
0,008 |
|
0,020 |
|
0,036 |
|
0,090 |
|
0,7 |
0,014 |
|
0,009 |
|
0,025 |
|
0,042 |
|
0,105 |
|
0,8 |
0,016 |
+0,0 |
0,010 |
+0,0 |
0,030 |
+0,0 |
0,048 |
+0,0 |
0,120 |
+0,0 |
0,9 |
0,018 |
10 |
0,012 |
08 |
0,034 |
10 |
0,054 |
20 |
0,135 |
08 |
1,0 |
0,020 |
|
0,015 |
|
0,035 |
|
0,060 |
|
0,150 |
|
1,2 |
0,024 |
+0,0 |
0,018 |
+0,0 |
0,042 |
+0,0 |
0,084 |
+0,0 |
0,192 |
+0,0 |
1,5 |
0,030 |
15 |
0,022 |
12 |
0,052 |
15 |
0,105 |
30 |
0,240 |
12 |
1,8 |
0,036 |
|
0,027 |
|
0,062 |
|
0,125 |
|
0,288 |
|
2,0 |
0,040 |
|
0,030 |
|
0,070 |
|
0,140 |
|
0,320 |
|
2,2 |
0,044 |
+0,0 |
0,040 |
|
0,077 |
+0,0 |
0,176 |
+0,0 |
0,374 |
+0,0 |
2,5 |
0,050 |
25 |
0,045 |
|
0,090 |
25 |
0,200 |
50 |
0,425 |
20 |
2,8 |
0,056 |
|
0,048 |
+0,0 |
0,098 |
|
0,224 |
|
0,475 |
|
3,0 |
0,060 |
|
0,053 |
20 |
0,105 |
|
0,240 |
|
0,510 |
|
3,5 |
0,070 |
|
|
|
0,122 |
|
0,315 |
|
0,595 |
|
4,0 |
0,080 |
+0,0 |
0,060 |
|
0,140 |
+0,0 |
0,400 |
+0,1 |
0,680 |
+0,0 |
4,5 |
0,090 |
50 |
|
|
0,157 |
50 |
- |
00 |
- |
30 |
5,0 |
0,100 |
|
|
|
0,175 |
|
- |
|
- |
|
6,00 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
7,00 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
10,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
П р и м е ч а н и е: z – наименьший допустимый зазор; ∆z – допускаемое отклонение в сторону увеличения зазора.
Размеры неизменяющиеся при износе штампа:
b – по формуле (22);
Lм = 8-0,05;
b1 – по формуле (21);
Lм = 15+0.5∙0.12 = 15+0.06;
53
А – по формуле (29);
Lм = 65 ± 0,5 ∙ 0,6 = 65 ± 0,3.
Пуансон для вырубки контура пригоняют по матрице с двусторонним зазором Z=0,05 мм (см. табл.32).
Исполнительные размеры пуансонов для пробивк4и отверстий (рис.12, в): L0'' – по формуле (14);
Ln – (6 + 0,08)-0,018 = 6,08-0,018;
Отверстия в матрице пригоняют по пуансону с двусторонним зазором Z=0,05 мм (см. табл.32).
Схема расчёта исполнительных размеров в случае пригонки матрицы по оттиску пуансона показана на рис.12, в.
Размеры, уменьшающиеся при износе штампа:
l0' – по формуле (13);
Ln = (18 + 0,18 + 0,05 – 0,03)+0,03 = 18,2+0,03; l0 – по формуле (25);
Ln = (25 + 0,05) ± 0,2 ∙ 0,3 = 25,05 ± 0,06.
Размеры, увеличивающиеся при износе штампа:
L – по формуле (18);
Ln = (80 - 0,6 - 0,05 + 0,17)-0,17 = 79,52-0,17; В – по формуле (26);
Ln = (60 - 0,05) ± 0,2 ∙ 0,4 = 59,95 ± 0,08.
Размеры, не изменяющиеся при износе штампа:
в – по формуле (22);
Ln = 8-0,5∙0,1 = 8-0,05;
в1 – по формуле (21);
Ln = 15 + 0,5 ∙ 0,12 = 15 + 0,06.
Матрица для вырубки контура пригоняется к пуансону с двусторонним зазором Z=0,05 (см. табл.32).
Исполнительные размеры пуансонов для пробивки отверстий определяются по формуле (14):
Ln = (σ + 0,08) -0,018.
Отверстия в матрице пригоняются по пуансону с двусторонним зазором Z=0,05 мм (см. табл.32).
54
Пример расчёта исполнительных размеров рабочих частей штампа при раздельном их изготовлении, для штамповки шайб (рис. 13.)
Рис.13. Схема расчёта исполнительных размеров рабочих частей штампа при раздельном их изготовлении:
а) – эскиз штампуемой детали; б) – исполнительные размеры рабочих частей для вырубки наружного
контура; в) – то же для пробивки отверстия.
Припуск на износ взят из табл.30, допуски на изготовление – из табл.31, а зазоры из табл.32.
Исполнительные размеры матрицы пуансона для вырезки наружного контура шайбы из стали 20 (рис.13б) определяем по формулам (16) и (17):
Lм = Dн = (40 – 0,20)+0,039 = 39,8+0,039,
Lп = Dп = (39,8 – 0,21)-0,016 = 39,59-0,016.
По формулам (14) и (15) определяем исполнительные размеры пуансона и матрицы для пробивки отверстия (рис. 13в).
Lп = Dп = (20 + 0,16)-0,021 = 20,16-0,021;
Lм = Dм = (20,16 + 0,21)+0,033 = 20,37+0,033.
55