

16 Технологическая схема рассевов. Влияние различных факторов на процесс просеивания .
Сепарирование разнородных по размерам компонентов осуществляется на основных рабочих органах рассева – плоских ситах из различных материалов с отверстиями различных размеров и форм. Каждое сито делит продукт на две фракции: сходовую (более крупную по размерам) и проходовую (более мелкую).
При круговом поступательном движении рассева процесс ситового сепарирования состоит из двух одновременно протекающих стадий: самосортирования (расслоения) и просеивания. При самосортировании тяжелые и мелкие частицы осаждаются в нижние слои, а крупные и легкие – концентрируются в верхних. Чем быстрее мелкие проходовые частицы опускаются вниз и войдут в контакт с ситом, тем эффективнее осуществляется процесс просеивания, т.е. прохождения через отверстия сита.
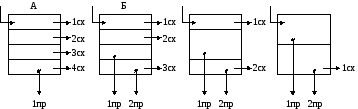
Рассевы марки Р3-БРБ имеют три типа технологических схем (рисунок 14). Технологические схемы I типа имеют четыре группы сит и предназначены для получения четырех сходовых и одной проходовой фракции (I тип, А), а также трех сходовых и двух проходовых фракций (I тип, Б). Схемы этого типа используют для I драной, II драной (крупной и мелкой), III драной (крупной и мелкой), IV драной (крупной и мелкой), 4 размольной, 1-ой шлифовочной систем.
а)
б)
в)
а – I типа; б – II типа; в – III типа.
Рисунок 14. Технологические схемы рассевов Р3-БРБ.
Технологические схемы II типа включают три группы сит, на которых получают две сходовые и две проходовые фракции. Схемы II типа применяют на V драной, 1-ой, 2-ой, 3-ей, 5-ой, 6-ой, 7-ой, 8-ой, 9-ой, 10-ой размольной, 1-ой, 2-ой, 3-ей, 4-ой и 5-ой сортировочных, а также 2-ой шлифовочной системах.
Технологические схемы III типа содержат две группы сит и предназначены для получения двух проходовых и одной сходовой фракций. Схемы III типа предназначены для контроля муки.
Сравнительная значимость процесса самосортирования и просеивания определяется в основном соотношением сходовой и проходовой фракций.
 Эффективность
процесса сортирования зависит от
большого числа факторов: физико-механических
свойств частиц смеси, температуры и
влажности исходного продукта, соотношения
компонентов различной крупности,
удельной нагрузки на сита (толщина
слоя), материала и качества изготовления
сита, размеров и форм его отверстий,
конструкции рассева, условий
транспортирования смеси, кинематических
параметров (амплитуды, частоты колебаний
и т.д.), способа очистки сит, аспирации
и др. Технологическую эффективность
сортирования в рассевах оценивают
нагрузкой, коэффициентом недосева и
коэффициентом извлечения.
Эффективность
процесса сортирования зависит от
большого числа факторов: физико-механических
свойств частиц смеси, температуры и
влажности исходного продукта, соотношения
компонентов различной крупности,
удельной нагрузки на сита (толщина
слоя), материала и качества изготовления
сита, размеров и форм его отверстий,
конструкции рассева, условий
транспортирования смеси, кинематических
параметров (амплитуды, частоты колебаний
и т.д.), способа очистки сит, аспирации
и др. Технологическую эффективность
сортирования в рассевах оценивают
нагрузкой, коэффициентом недосева и
коэффициентом извлечения.
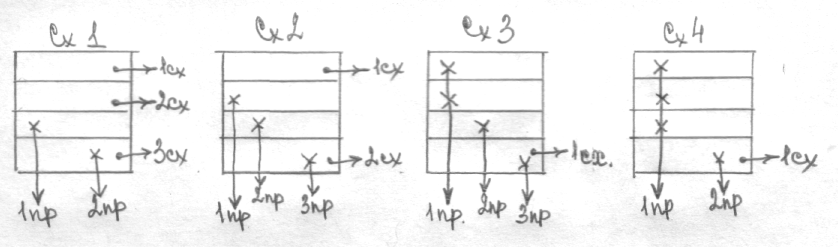
Технологические схемы рассевов ЗРШ:
Схема 1 применяется на первых драных системах и на первых шлифовачных системах.
Схема 2 применяется на последней драной системе, а также на сортировочных и сходовых системах.
Схема 3 предназначена для размольных, сортировочных систем и контроля муки.
Схема 4 применяется для обойных помолов пшеницы.
На эффективности работы рассевов влияют следующие факторы:
относительная скорость движения продукта по ситу (должна быть оптимальной, чтобы избегать недосева или пересева продукта);
гранулометрический состав продукта (размер, крупность);
характеристика сит;
аспирация машин.