

Глава 1.6. Шлифование и отделочные виды обработки
§1. Шлифование
Шлифование - процесс обработки заготовок резанием абразивными инструментами - позволяет получить точность 2-1 классов до Ra- 0,16 мкм. Наряду с этим применяются обдирочное и глубинное шлифование, обеспечивающие высокую производительность и экономичность.
Абразивный
инструмент содержит огромное количество
режущих зерен разнообразной формы.
Каждое зерно, снимая стружку, работает
по схеме фрезерования как режущий клин
(рис.25). Если радиус округления
![]() зерна меньше глубины резанияt,то происходит резание. Если
зерна меньше глубины резанияt,то происходит резание. Если
![]() >t
, то пластическое деформирование.
>t
, то пластическое деформирование.
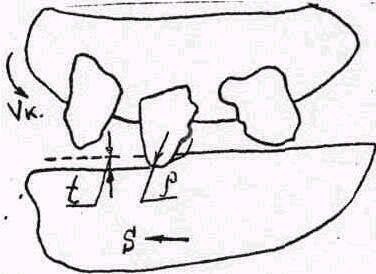
Рис.25 Схема процесса шлифования
При шлифовании возникают те же физические явления, что и при других видах обработки ( упругие и пластические деформации зерен и связки, наростообразование, тепловые процессы и т.д.).
Главным движением при всех видах шлифования является окружная скорость круга Vk [м/с]
![]() ,
,
где Dk- диаметр шлифовального круга в мм; nk -частота вращения круга в мин -1.
Подача при шлифовании могут быть различными в зависимости от вида шлифования, определяемого совокупностью необходимых движений.
Различают следующие вида шлифования:
Круглое шлифование;
а. Наружное круглое шлифование в центрах
б. Внутреннее шлифование
в. Бесцентровое шлифование
2. Плоское шлифование
3. Специальные вида шлифования (зубошлифование, резьбошлифование и др.).
Круглое шлифование в центрах применяется для обработки наружных цилиндрических , конических и фасонных поверхностей. Имеется три разновидности шлифования в центрах: методом продольной подачи, глубинное и врезное.
а) При шлифовании методом продольной подачи (рис.26,а) вращающийся круг, I обрезает с заготовки 2, установленной в центрах 3 за каждый проход часть припуска, равного глубине резания.
б) При глубинном шлифовании круг I срезает с заготовки 2 весь припуск за один проход ( рис.26,6) при наличии только продольной подачи.
в) При врезном шлифовании ( рис.26,в) круг I последовательно срезает припуск с заготовки 2 при наличии только поперечной подачи.
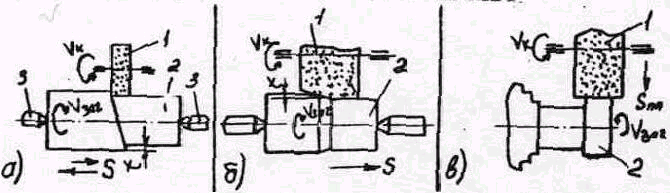
Рис.26 Схемы круглого наружного шлифования
2. При внутреннем шлифовании (рис.27) заготовка I, установленная в зажимном приспособлении 2, вращается относительно круга 3, который, вращаясь и перемещаясь в направлении подачи, снимает за каждый проход часть припуска, равного глубине резания.
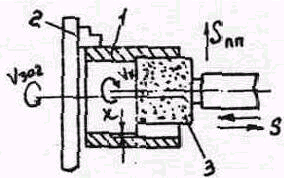
Рис.27 Схема внутреннего кругло шлифования
3. При
бесцентровом наружном шлифовании на
проход (рис. 28) заготовка 1, располагаясь
между шлифующим кругом 2 и ведущим
другом 3, опирается на нож 4. Для обеспечения
предельного перемещения заготовки Vs
ось ведущего круга установлена под
углом
![]() (
(![]() = 1 - 5°) к оси шлифующего круга.
= 1 - 5°) к оси шлифующего круга.
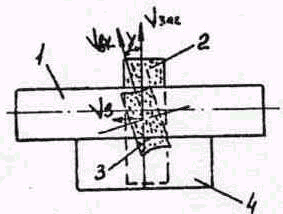
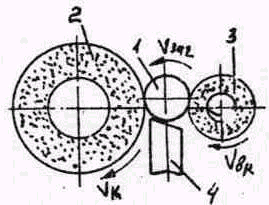
Рис.28 Схема бесцентрового наружного шлифования
Внутреннее бесцентровое шлифование (рио.29) целесообразно применять для обработки тонкостенных деталей, т.к. крепление их в патроне может вызвать деформации, что приведет к погрешностям обработки.
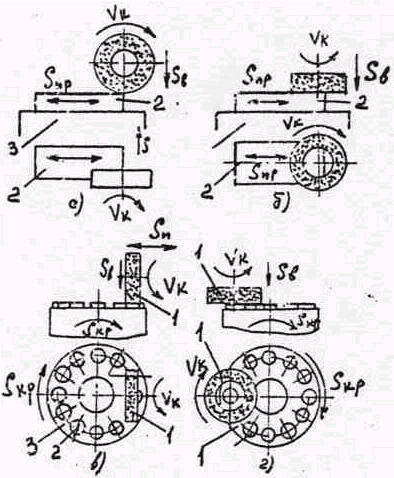
Рис.30 Схемы плоского шлифования
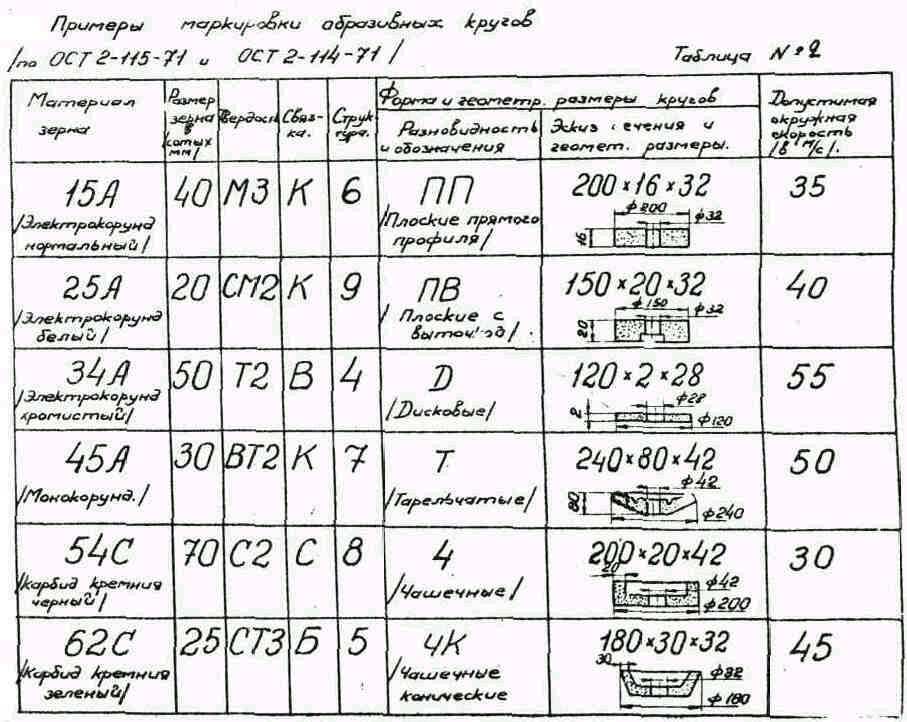

Рис.29 Схема бесцентрового внутреннего шлифования
4. При плоском шлифовании обрабатываются обычно плоские поверхности заготовок как торцем круга, так и периферией его (рис.30).
Последняя разновидность шлифования дает наибольшую точность. Вращающийся круг 1 за каждый проход срезает с поверхности заготовки 2, перемещающейся вместе со столом 3 часть припуска, равного глубине резания. Величина поперечной подачи измеряется в долях ширины круга В и составляет (0,2 - 0,8)В.
Абразивные инструменты изготавливаются из абразивных материалов естественного или искусственного происхождения.
Абразивные инструменты могут быть изготовлены со связанными зернами (шлифовальные круги, головки, сегменты, бруски, шкурки) и в виде несвязанных, свободных зерен (пасты, суспензии, порошки).
Абразивные инструменты характеризуются материалом зерен и их величиной, видом связки, твердостью, структурой, формой и размерами.
Алмазные круги и бруски характеризуются маркой алмазов, зернистостью, концентрацией, связкой, профилем, размерами, номером круга и шифром завода -изготовителя. Стойкость шлифовальных кругов.
Абразивные материалы делятся на искусственные (синтетические) и естественные (природные). В промышленности для изготовления абразивных инструментов используются главным образом искусственные абразивные материалы: электрокорунд, карбид кремния, карбид бора синтетические алмазы, кубический нитрид бора (эльбор).
Электрокорунд. Подавляющая часть (около 80%) абразивного инструмента изготовляется из электрокорунда, который имеет несколько разновидностей: электрокорунд нормальный, содержащий 91 - 96 Al2O3, электрокорунд белый , содержащий 97-99% Al2O3, электрокорунд хромистый, монокорунд.
Карбид кремния - химическое соединение кремния с углеродом. Зерна его имеют более высокую твердость, чем электрокорунд. Применяются две разновидности карбида кремния: черный, содержащий 95 - 97% SiC и зеленый, cодержащий 98-99% SiC. Недостаток карбида кремния - высокая хрупкость и малая прочность.
Карбид бора - химическое соединение бора с углеродом. Он состоит из кристаллического B4C( 70 - 92%) и имеет высокую твердость, большую хрупкость и применяется в виде порошков для доводочных процессов.
Синтетические алмазы в зависимости от прочности делятся на пять марок, низкой прочности - АСО, повышенной прочности - АСР, высокой прочности - АСВ, монокристальные АСК и ACС.
Кубический нитрид бора (эльбор) состоит из 44% бора и 56% азота; твердость его уступает лишь алмазу, а теплостойкость в два раза выше.