

3. Основные условия получения оттиска
-
Смачивание
-
Прилипание
-
Разрыв красочного слоя
-
Закрепление краски
3.1 Смачивание
Печатная краска — суспензия, состоящая из твёрдых пигментных частиц и жидкого связующего на основе растительных масел.

1 — адсорбционный слой (ПАВ).
2 — сольвентная оболочка.
3 — пигмент.
4 — связующее.
Рисунок 1. Структура красочной суспензии
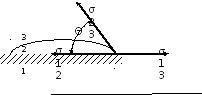 Смачивающая
способность твёрдого тела жидкостью
определяется краевым углом смачивания
Θ.
Смачивающая
способность твёрдого тела жидкостью
определяется краевым углом смачивания
Θ.
Рисунок 2. Краевой угол смачивания
1 — твёрдое тело, 2 — жидкость, 3 — газ.
σ13 — поверхностное натяжение на границе «твердое тело — газ».
σ12 — поверхностное натяжение на границе «твердое тело — жидкость».
σ23 — поверхностное натяжение на границе «жидкость — газ».
cosΘ = (σ13 - σ12)/σ23
cosΘ < 0 — несмачивание, cosΘ > 0 — смачивание.
3.2 Прилипание
Прилипание или адгезия — сила сцепления между двумя приведёнными в соприкосновение разнородными телами:
WA = σ23·(1 + cosΘ) — уравнение Юнга-Дюпре
Физико-химической основой печатного процесса является взаимодействие бумаги и краски, которое можно представить в виде следующей обобщённой схемы (рис. 3)
 Рисунок
3. Обобщённая схема взаимодействия
бумаги и краски
Рисунок
3. Обобщённая схема взаимодействия
бумаги и краски
h0 — постоянный «связанный» слой.
hp — рабочий слой при расщеплении которого часть краски остаётся на краско носителе (hp’), другая часть остаётся на бумаге ( hp’’).
y — количество краски, переходящее на единицу площади запечатываемого материала.
y = (1 – e–kx) · (b·(1 – e–x/b) + f ·(x – b·(1 – e–x/b)))
x — количество краски на единице площади печатной формы до оттиска.
k, b, f — коэффициенты, учитывающие свойства печатных бумаг и красок.
3.3 Разделение красочного слоя
Количество краски, переносимое на запечатавыемый материал является функцией двух переменных величин:
-
Количество краски на печатной форме
-
Эффективная площадь поверхности контакта между бумагой и краской
То есть:
y = f(x, Sэф)
Коэффициент переноса Кпер — отношение количества краски перешедшей на оттиск к количеству краски на форме до печатания выраженное в процентах
Кпер = (qоттиска / qформы)·100%
Коэффициент расщепления V — отношение количества краски на оттиске к количеству краски, оставшемуся на форме после печатания
V = [hоттиска /(hформы – hоттиска)]·100%
 График
зависимости коэффициента переноса от
толщины красочного слоя
График
зависимости коэффициента переноса от
толщины красочного слоя
Рисунок 4
3.4 Закрепление краски
Процесс закрепления краски на бумаге происходит в два этапа:
-
Впитывание в толщу бумаги
-
Закрепление краски на поверхности бумаги
Следует выделить три ступени впитывания:
-
Впитывание краски как единого целого в момент печатного контакта (следовательно, под воздействием давления) на выступающих участках поверхности бумаги.
-
Избирательное впитывание наиболее высокодисперсных и наименее вязких компонентов краски (так же в момент печатного контакта) на участках поверхностных впадин и углублений.
-
Избирательное впитывание краски по всей занимаемой ею площади после прекращения действия давления.
Факторы определяющие глубину впитывания краски в бумагу
Поведение краски в рамках каждой из ступеней определяется достаточно широким кругом факторов.
В отличие от впитывания краски под действием давления, при протекании второй и третьей ступеней резко возрастает роль поверхностного натяжения. В целом после прекращения действия давления и отрыва формы от оттиска впитывание краски в бумагу протекает более медленно. Бэнкс выдвинул положение о том, что в момент прекращения действия давления и распрямления капилляров в бумагу будет в первую очередь просачиваться не краска, а воздух, скорость проникновения которого превышает скорость впитывания краски в 105–106 раз.
Это обстоятельство лежит в основе объяснения известного и получившего надёжное экспериментально подтверждение того факта, что из общего количества краски, впитывающегося в поры бумаги в пределах, ограниченных рамками всех трёх отмеченных ступеней 80–90% впитывается непосредственно под действием давления и лишь не более 10–20% краски проникает в бумагу в результате самопроизвольного (то есть избирательного) впитывания после расщепления слоя краски и на стадии его закрепления.
Краска, находящаяся в верхних слоях бумажного листа, имеет повышенную концентрацию пигмента. В глубокие слои бумаги проникают, наоборот, небольшая высокодисперсная часть пигмента и вся свободная наименее вязкая масса связующего. При этом отфильтровывание связующего происходит не только в вертикальном, но и в горизонтальном направлении и продолжается до момента наступления равновесного состояния между капиллярными силами, обусловленными, с одной стороны, порами бумаги и особенностями распределения композиционных элементов на лицевой и сеточной сторонах бумажного листа, а с другой — частицами пигмента, которые сами образуют в массе краски пористую систему. Степень впитывания краски в бумагу зависит также и от времени тиксотропного структурообразования.
Важным свойством бумаги является пористость, от которой зависит её впитывающая способность ( способность воспринимать печатную) краску и которая вполне может служить характеристикой структуры бумаги. Бумага является пористо-капиллярным материалом, при это различают макро- и микропористость. Макропоры (поры) — это пространства между волокнами, заполненные воздухом и влагой. Микропоры (капилляры) — мельчайшие пространства неопределенной формы, пронизывающие покровный слой мелованных бумаг, а также образующиеся между частичками наполнителя или между ними и стенками целлюлозных волокон у немелованных бумаг. Капилляры есть и внутри целлюлозных волокон.
Все немелованные, не слишком уплотнённые бумаги (например, газетные) относятся к макропористым. Общий объём пор в таких бумагах достигает 60% и более, а средний радиус пор составляет около 0,16–0,18 мкм. Благодаря своей рыхлой структуре такие бумаги хорошо впитывают краску. К микропористым (капиллярным) относятся мелованный бумаги. Они также хорошо впитывают краску, но уже под действием сил капиллярного давления. Здесь пористость составляет всего лишь 30%, а размер пор не превышает 0,03 мкм.
Остальные бумаги занимают промежуточное положение. Плотность печатных бумаг колеблется от 0,5 г/см3 — для рыхлых (пористых) бумаг и до 1,35 г/см3 — для высокоплотных капиллярных бумаг.
Пористая бумага способная поглощать связующее из краски лишь при условии, что радиус пор бумаги меньше, чем в пигментной системе. Однако, поскольку как для бумаги, там и для краски не характерно наличие пор постоянной ширины, основными, по мнению Д. Толленара, являются не номинальные размеры пор, а кривые распределения их для того и другого материала, характеризующие равномерность системы с точки зрения диаметра пор.
Равномерно зернистая развитая однородная поверхность офсетной бумаги лучше воспринимает и удерживает краски. Когда применяется недостаточно гладкая бумага, печатник вынужден усиливать давление или увеличивать подачу краски. И то, и другое нежелательно, поскольку сопряжено с ухудшением качества оттисков, снижением тиражестойкости печатной формы и перерасходом краски.
Чем умереннее подача краски и выше давление печатного цилиндра, тем лучше краска закрепляется на бумаге. Повышение температуры и понижение влажности в печатных цехах также способствуют лучшему закреплению красок.