

Размещено на http://www.allbest.ru/
Введение
Ректификация (от лат. rectus — правильный и facio — делаю) — разделение однородных жидких смесей на практически чистые компоненты, отличающиеся температурами кипения, путем многократных испарения жидкости и конденсации паров. В этом и заключается основное отличие ректификации от дистилляции, при которой в результате однократного цикла частичного испарения-конденсации достигается лишь предварительное разделение жидких смесей. Потоки пара и жидкости в процессе ректификации, перемещаясь противотоком, многократно контактируют друг с другом в специальных аппаратах - ректификационных колоннах. Часть выходящего из аппарата пара (или жидкости) возвращается обратно после конденсации (для пара) или испарения (для жидкости). Такое противоточное движение контактирующих потоков сопровождается процессами теплообмена и массообмена, которые на каждой стадии контакта протекают до состояния равновесия; при этом восходящие потоки пара непрерывно обогащаются более летучим- низкокипящим компонентом (НК), а стекающая жидкость — менее летучим- высококипящим (ВК). При затрате того же количества тепла, что и при дистилляции, ректификация позволяет достигнуть большего извлечения и обогащения по нужному компоненту или группе компонентов. Ректификацию различают непрерывную и периодическую. В случае непрерывной ректификации разделяемая смесь непрерывно подаётся в ректификационную колонну и из колонны непрерывно отводятся две и большее число фракций, обогащенных одними компонентами и объединённых другими. Полная колонна состоит из 2 секций — укрепляющей и исчерпывающей. Исходная смесь (обычно при температуре кипения) подаётся в колонну, где смешивается с извлечённой жидкостью и стекает по контактным устройствам (тарелкам или насадке) исчерпывающей секции противотоком к поднимающемуся потоку пара. Достигнув низа колонны, жидкостный поток, обогащенный тяжелолетучими компонентами, подаётся в куб колонны. Здесь жидкость частично испаряется в результате нагрева подходящим теплоносителем, и пар снова поступает в исчерпывающую секцию. Выходящий из этой секции пар поступает в укрепляющую секцию. Пройдя её, обогащенный легколетучими компонентами пар, поступает в дефлегматор, где обычно полностью конденсируется подходящим хладагентом. Полученная жидкость делится на 2 потока: дистиллят и флегму. Дистиллят является продуктовым потоком, а флегма поступает на орошение укрепляющей секции, по контактным устройствам которой стекает. Часть жидкости выводится из куба колонны в виде кубового остатка. Отношение количества флегмы к количеству дистиллята обозначается через R и носит название флегмового числа. Это число — важная характеристика процесса ректификации: чем больше R, тем больше эксплуатационные расходы на проведение процесса. Минимально необходимые расходы тепла и холода, связанные с выполнением какой-либо конкретной задачи разделения, могут быть найдены с использованием понятия минимального флегмового числа. Минимальное флегмовое число находится расчётным путём из предположения, что число контактных устройств, или общая высота насадки, стремится к бесконечности. Если исходную смесь требуется разделить непрерывным способом на число фракций больше двух, то применяется последовательное либо параллельно-последовательное соединение колонн. При периодической ректификации исходная жидкая смесь единовременно загружается в куб колонны, ёмкость которого соответствует желаемой производительности. Пары из куба поступают в колонну и поднимаются к дефлегматору, где происходит их конденсация. В начальный период весь конденсат возвращается в колонну, что отвечает режиму полного орошения. Затем конденсат делится на флегму и дистиллят. По мере отбора дистиллята (либо при постоянном флегмовом числе, либо с его изменением) из колонны выводятся сначала легколетучие компоненты, затем среднелетучие и т. д. Нужную фракцию (или фракции) отбирают в соответствующий сборник. Операция продолжается до полной переработки первоначально загруженной смеси. Аппараты, служащие для проведения ректификации, — ректификационные колонны — состоят из собственно колонны, где осуществляется противоточное контактирование пара и жидкости, и устройств, в которых происходит испарение жидкости и конденсация пара, — куба и дефлегматора. Колонна представляет собой вертикально стоящий полый цилиндр, внутри которого установлены тарелки (контактные устройства различной конструкции) или помещен фигурный кусковой материал — насадка. Куб и дефлегматор — это обычно кожухотрубные теплообменники (находят применение также трубчатые печи и роторные испарители). Назначение тарелок и насадки — развитие межфазной поверхности и улучшение контакта между жидкостью и паром. Тарелки, как правило, снабжаются устройством для перелива жидкости. В качестве насадки ректификационных колонн обычно используются кольца, наружный диаметр которых равен их высоте. Наиболее распространены кольца Рашига и их различные модификации. Как в насадочных, так и в тарельчатых колоннах кинетическая энергия пара используется для преодоления гидравлического сопротивления контактных устройств и для создания динамической дисперсной системы пар — жидкость с большой межфазной поверхностью. Существуют также ректификационные колонны с подводом механической энергии, в которых дисперсная система создаётся при вращении ротора, установленного по оси колонны. Роторные аппараты имеют меньший перепад давления по высоте, что особенно важно для вакуумных колонн. Расчет ректификационной колонны сводится к определению основных геометрических размеров колонны - диаметра и высоты. Оба параметра в значительной мере определяются гидродинамическим режимом работы колонны, который, в свою очередь, зависит от скоростей и физических свойств фаз, а также от типа насадки. Ректификация широко применяется как в промышленном, так и в препаративном и лабораторном масштабах, часто в комплексе с другими процессами разделения, такими как адсорбция. Экстракция и кристаллизация. Так же ректификация применима для получения отдельных фракций и индивидуальных углеводородов из нефтяного сырья в нефтеперерабатывающей и нефтехимической промышленности. Ректификация широко используется во многих отраслях: коксохимической, лесохимической, пищевой, химико-фармацевтической промышленности и др. В последнее время ректификация приобретает всё большее практическое значение в связи с решением таких важных задач, как очистка веществ и выделение ценных компонентов из отходов или природных смесей. Сюда относят выделение стабильных изотопов ряда легких элементов. Ректификация как метод очистки имеет ряд неоспоримых преимуществ, среди которых самое существенное то, что в процесс не требуется вносить те агенты, которые сами могут быть источниками загрязнения.
1. Требования к конструкции ректификационных колонн
Обычно ректификационная колонна выполняется в виде цилиндра, заполненного специальными распределительными устройствами для создания поверхности контакта между стекающей сверху жидкой фазой и поднимающимися навстречу парами. При конструкции ректификационных колонн обычно руководствуются требования, предъявляемыми к конструкции любого химического аппарата (дешевизна, простота в обслуживании, высокая производительность, прочность, коррозионная устойчивость, долговечность и т.д.) Помимо этого, необходимо учитывать следующие специфические требования к конструкции колонны:
Колонна должна обладать максимальной пропускной способностью по паровой и жидкой фазе;
Контактные устройства должны обеспечивать максимальную поверхность контакта между фазами при максимальной эффективности передачи массы;
Колонна должна работать устойчиво и равномерно по всему сечению в широком диапазоне нагрузок;
Гидравлическое сопротивление распределительных устройств должно быть минимальным. Стремление к максимальному удовлетворению этих требований, а так же специфика свойств смесей, подлежащих разделению (теплообразование, агрессивность, закоксовывание, образование термополимеров и т.д.), приводит к многообразию типов ректификационных колонн.
2. Классификация колонных аппаратов
2.1 Классификация в зависимости от относительного движения фаз
Особенностью аппаратов перекрестного тока и полного смешения является то, что взаимодействие фаз в этих аппаратах осуществляется посредством барботажа паровой фазы через жидкую фазу. Поэтому эти группы обычно объединяют под общим названием барботажных колонн; так как барботаж пара через слой жидкости происходит на пластинах- тарелках, оборудованных специальными устройствами для ввода пара и протока жидкости, эти две группы ректификационных колонн ещё называют тарельчатыми. Колонны полного смешения отличаются от колонн перекрестного тока в основном отсутствием переливных устройств для жидкости. Жидкость сливается на нижележащие тарелки через те же отверстия, по которым поднимается пар. Вследствие этого тарелки полного смешения получили название провальных. В противоточных и прямоточных колоннах паровой поток взаимодействует с жидкостью, текущей в виде тонкой пленки по поверхности специальной насадки. Поэтому эти две группы ректификационных колонн обычно объединяют под общим названием плёночных или насадочных. Наибольшее распространение получили барботажные колонны. Рабочее пространство этих колонн разделено на секции, образуемые тарелками.
2.2 Классификация тарелок
При количественном расчёте работы ректификационных колонн используется понятие теоретическая тарелка (гипотетическое контактное устройство, в котором устанавливается термодинамическое равновесие между покидающими его потоками пара и жидкости, то есть концентрации компонентов этих потоков связаны между собой коэффициентом распределения). Любой реальной ректификационной колонне можно поставить в соответствие колонну с определённым числом теоретических тарелок, входные и выходные потоки которой как по величине, так и по концентрациям совпадают с потоками реальной колонны. Исходя из этого, определяют к.п.д. колонны как отношение числа теоретических тарелок, соответствующих этой колонне, к числу действительно установленных тарелок. Для насадочных колонн можно определить величину ВЭТТ (высоту, эквивалентную теоретической тарелке) как отношение высоты слоя насадки к числу теоретических тарелок, которым он эквивалентен по своему разделительному действию.
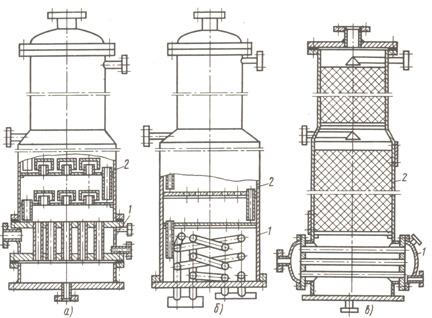
а) колпачковые колонны (рис. а) наиболее часто применяют в ректификационных установках. Пары с предыдущей тарелки попадают в паровые патрубки колпачков и барботируют через слой жидкости, в которую частично погружены колпачки. При барботаже пара через жидкость различают три режима барботажа:
пузырьковый режим (пар пробулькивается в виде отдельных пузырьков, образующих цепочку около стенки колпачка);
струйный режим (отдельные пузырьки пара сливаются в непрерывную струйку);
факельный режим (отдельные пузырьки пара сливаются в общий поток, имеющий вид факела).
Колпачки имеют отверстия или зубчатые прорези, расчленяющие пар на мелкие струйки для увеличения поверхности соприкосновения его с жидкостью. Переливные трубки служат для подвода и отвода жидкости и регулирования уровня жидкости на тарелке. Основной областью массообмена и теплообмена между парами и жидкостью, как показали исследования, является слой пены и брызг над тарелкой, создающийся в результате барботажа пара. Высота этого слоя зависит от размеров колпачков, глубины их погружения, скорости пара, толщины слоя жидкости на тарелке, физических свойств жидкости и др.
Следует отметить, что, кроме колпачковых тарелок, применяют также клапанные, желобчатые, S-образные, чешуйчатые, провальные и другие конструкции тарелок. Достоинством колпачковых тарелок является удовлетворительная работа в широком диапазоне нагрузок по жидкости и пару, а также небольшая стоимость эксплуатации.
б) ситчатые тарелки (рис. б) применяют главным образом при ректификации спирта и жидкого воздуха. Допустимые нагрузки по жидкости и пару для них относительно невелики, и регулирование режима их работы затруднительно. Жидкость и пар проходят попеременно через каждое отверстие в зависимости от соотношения их напоров. Тарелки имеют малое сопротивление, высокий к.п.д., работают при значительных нагрузках и отличаются простотой конструкции. Массо - и теплообмен между паром и жидкостью в основном происходят на некотором расстоянии от дна тарелки в слое пены и брызг. Давление и скорость пара, проходящего через отверстия сетки, должны быть достаточны для преодоления давления слоя жидкости на тарелке и создания сопротивления ее отеканию через отверстия. Ситчатые тарелки необходимо устанавливать строго горизонтально для обеспечения прохождения пара через все отверстия тарелки, а также во избежание стекания жидкости через них. Обычно диаметр отверстий ситчатой тарелки принимают в пределах 0,8—8,0 мм.
в) клапанные тарелки занимают среднее положение между колпачковыми и ситчатыми. Клапанные тарелки показали высокую эффективность при значительных интервалах нагрузок благодаря возможности саморегулирования. В зависимости от нагрузки клапан перемещается вертикально, изменяя площадь живого сечения для прохода пара, причем максимальное сечение определяется высотой устройства, ограничивающего подъем. Площадь живого сечения отверстий для пара составляет 10—15% площади сечения колонны. Скорость пара достигает 1,2 м/с. Клапаны изготовляют в виде пластин круглого или прямоугольного сечения с верхним или нижним ограничителем подъема. Тарелки, собранные из S-образных элементов, обеспечивают движение пара и жидкости в одном направлении, способствуя выравниванию концентрации жидкости на тарелке. Площадь живого сечения тарелки составляет 12—20% от площади сечения колонны. Коробчатое поперечное сечение элемента создает значительную жесткость, позволяющую устанавливать его на опорное кольцо без промежуточных опор в колоннах диаметром до 4,5 м.
г) каскадные тарелки Вентури собирают из отдельных листов, выгнутых так, чтобы направление потока пара было горизонтальным. Каналы для прохода пара имеют профиль сечения трубы Вентури, что способствует максимальному использованию энергии пара и снижению гидравлического сопротивления. Потоки пара и жидкости направлены в одну сторону, что обеспечивает хорошее перемешивание и контакт фаз. По сравнению с колпачковыми тарелками скорость пара может быть увеличена более чем вдвое. Конструкция гибкая, не допускает провала жидкости и снижения за счет этого эффективности. Небольшая удерживающая способность (30-40% по сравнению с колпачковой тарелкой) является ценным качеством при переработке чувствительных к нагреву жидкостей. Расстояние между тарелками выбирается в пределах 450-900 мм. Каскадные тарелки успешно применяются в установках, где необходимо обеспечить высокие скорости пара и жидкости.
д) решетчатые тарелки изготавливают из штампованных листов с прямоугольными прорезами или набираются из полос. Необходимость опорной конструкции определяется толщиной металла и диаметром колонны. Расстояние между тарелками обычно 300-450 мм. Лучшая работоспособность, по сравнению с колпачковыми тарелками, при максимальных нагрузках.
е) волнистые тарелки изготовляются штамповкой из перфорированных листов толщиной 2,5-3 мм в виде синусоидных волн. Жесткость конструкции позволяет использовать тонкий металл. Направление волн на соседних тарелках перпендикулярное. Глубина волн выбирается в зависимости от перерабатываемой жидкости. За счет большой турбулизации жидкости эффективность волнистой тарелки выше. А опасность засорения меньше, чем для плоской тарелки. Размеры волн увеличиваются с увеличением расчетной нагрузки по жидкости. Отношение высоты волны к ее длине выбирается в пределах от 0,2-0,4. Тарелки в колонне располагаются на расстоянии 400-600 мм друг от друга.
ж) насадочные колонны получили широкое распространение в промышленности (см. рис. в). Они представляют собой цилиндрические аппараты, заполненные инертными материалами в виде кусков определенного размера или насадочными телами, имеющими форму, например, колец, шаров для увеличения поверхности фазового контакта и интенсификации перемешивания жидкой и паровой фаз.