

АБЗОУ
.pdfМинистерство образования и науки Украины Севастопольский национальный технический университет
УСТРОЙСТВА АВТОМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ, ЗАГРУЗКИ И СБОРКИ ДЕТАЛЕЙ
Методические указания к практическим занятиям 1 – 6 по дисциплине
"Основы автоматизации производства" для студентов дневной и заочной форм обучения специальности 7.0909 01 "Автоматизированные приборные системы"
Севастополь
2008
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

2
УДК 621.86.067.
Устройства автоматического транспортирования, загрузки и сборки деталей: Методические указания к практическим занятиям по дисциплине "Основы автоматизации производства" /Разраб. А.П. Васютенко, Ю.А.Хащин, В.Я.Копп,В.В.Поливцев,А.И. Балакин. –Севастополь:Изд-воСевНТУ,2008.–68 с.
Целью методических указаний является изучение студентами схем, принципа действия и методов расчёта лотков-скатов, лотков-склизов, карманчиковых, крючковых и трубчатых бункеров, условий сборки резьбовых деталей.
Методические указания предназначены для студентов дневной и заочной форм обучения специальности 7.0909.01 - "Автоматизированные приборные системы".
Методические указания рассмотрены и утверждены на заседании кафедры "Автоматизированные приборные системы" (протокол № 6 от 13 марта 2008г.).
Допущено учебно-методическим центром СевНТУ в качестве методических указаний.
Рецензент: Л.А. Глеч, канд. техн. наук, доцент кафедры "Автоматизированные приборные системы".
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

3
СОДЕРЖАНИЕ
Введение……………………………………………………… 4 1. Практическое занятие №1. «Расчёт параметров лотков-скатов»…………………………………………………. 5
2.Практическое занятие №2. «Расчёт лотков-склизов коробчатого и углового типов»……………………………….. 16
3.Практическое занятие №3. «Расчёт карманчикового
бункера»....................................................................................... |
24 |
|
4. |
Практическое занятие №4. «Расчёт крючкового |
|
бункера»…………………………………………………………37 |
||
5. |
Практическое занятие №5. «Расчёт трубчатых |
|
бункеров»..................................................................................... |
46 |
|
6.Практическое занятие №6. «Сопряжение резьбовых деталей
вусловиях автоматической сборки»……………………….. 56 Библиографический список…………………………………. 67
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

4
ВВЕДЕНИЕ
Автоматизация технологических процессов является основным направлением технического процесса.
Автоматизация позволяет повысить производительность технологического оборудования. Создание управляющих машин позволяет перейти от автоматизации отдельных станков и агрегатов к комплексной автоматизации конвейеров, цехов, целых предприятий. Целесообразность применения автоматических механизмов определяется прежде всего экономической эффективностью, а также другими факторами: облегчением труда, безопасностью работы и т. п.
Современное автоматическое производство характерно тем, что в технологический процесс изготовления изделий включаются самые разнообразные по своему характеру технологические операции. Например, в автоматической линии могут выполняться следующие операции: обработка резанием, измерение, термическая обработка, очистка, обезжиривание, сборка, завальцовка, пайка, покрытие, упаковка и др. Естественно, что для разработки таких технологических процессов, включающих большую разновидность технологических операций требуется широкая эрудиция, знание методов и средств автоматизации не только в машиностроении, но и в других отраслях промышленности.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

5
1. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1
РАСЧЁТ ПАРАМЕТРОВ ЛОТКОВ-СКАТОВ
1. Цель занятия
Изучение схем и методов расчёта лотков-скатов коробчатого и роликового типов.
2.Теоретические положения
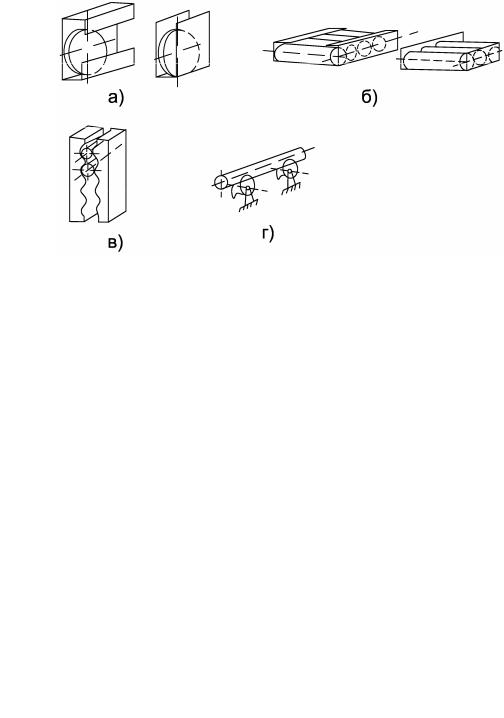
Вавтоматических загрузочных и межоперационных транспортных устройствах широкое применение нашли лоткискаты, перемещение деталей в которых происходит под действием силы веса. Сечение лотка зависит от формы детали и способа её ориентирования в лотке. На рисунке 1 показаны лотки-скаты наиболее распространённых типов. В первую группу входят лотки-скаты коробчатого сечения для дисковых (рисунок 1а) и стержневых (рисунок 1б) деталей. Закрытые лотки характеризуются наличием верхних закраин; открытые этих закраин не имеют. Закрытые лотки применяют для транспортирования по вертикали и по наклонной под углом свыше 10 , а также при большой длине маршрута, когда есть опасность выпучивания деталей вверх. Лотки закрытого типа иногда выполняют в виде змеек, что позволяет замедлить скорость движения деталей и частично разгружают нижнюю деталь от давления верхних (рисунок 1в).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
6
Рисунок 1 – Схемы лотков-скатов
Для перемещения стержневых деталей по роликовому лотку (рисунок 1г) вдоль собственной оси требуется значительно меньший угол наклона, чем в аналогичных лотках-склизах, что позволяет ограничить место, занимаемое лотком по высоте, и облегчить обслуживание устройства.
3. Расчёт размеров лотков-скатов
При конструировании лотков-скатов коробчатого типа следует выбрать значения размеров поперечного сечения лотка, угол его наклона и высоту бортов.
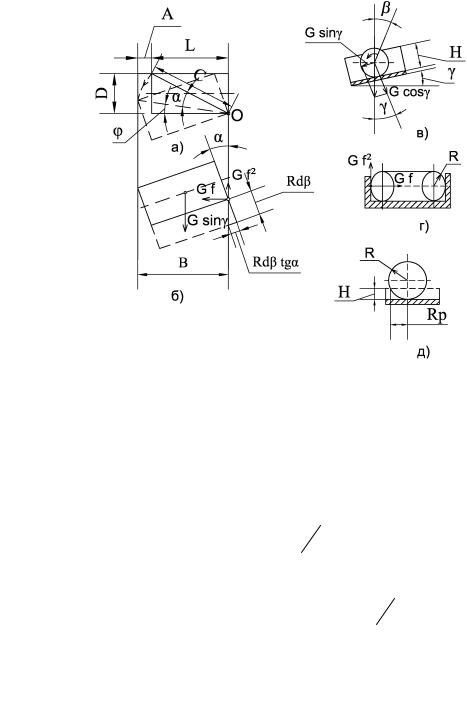
Для определения размеров поперечного сечения рассмотрим условия движения детали в лотке. Возьмём деталь диаметром D и длиною L, помещённую в лоток шириной B с некоторым зазором A (рисунок 2а). Высота бортов H равна или несколько больше радиуса детали. За счёт зазора деталь имеет возможность повернуться в лотке на угол , заняв положение, указанное пунктиром.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
7
Рисунок 2 – Движение детали в коробчатом лотке и схема сил
Этот угол поворота очевидно будет увеличиваться с увеличением зазора А до тех пор, пока не наступит такое положение, при котором деталь заклинит, или потеряет ориентацию. То и другое может произойти, если диагональ С детали будет близка к ширине лотка или несколько меньше её.
При больших отношениях LD , когда разность между
диагональю C и длиной L невелика, надёжная ориентация детали между бортами лотка невозможна. Практически можно
считать, что для деталей с отношением LD 3 надёжная
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)
8
транспортировка в лотках-скатах не может быть достигнута. Значение угла зависит от величины зазора А. Зазор А следует выбирать таким, чтобы при повороте детали вокруг точки О до контакта с противоположной стенкой диагональ С образовала с горизонталью угол , который был бы несколько больше угла трения . Очевидно, если заклинивание детали будет иметь место.
По рисунку 2 можно записать
cos |
A L |
, |
|
||||||||
|
|
C |
|
||||||||
откуда |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
A Ccos L, |
|
||||||||||
или |
|
|
|
|
|
|
|
|
|
|
|
A |
|
|
|
|
cos L. |
|
|||||
D2 L2 |
|
||||||||||
Выражая cos через tg , получим |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|||
A |
|
|
D2 L2 |
L, мм. |
1 |
||||||
|
|
|
|
|
|
|
|
||||
|
|
|
1 f 2 |
||||||||
|
|
|
|
|
|
|
|||||
При конструировании лотка наибольший зазор следует |
|||||||||||
определять, учитывая величины допусков на |
длину TL и |
||||||||||
ширину TB детали, т.е. в формулу 1 |
необходимо подставлять |
||||||||||
наименьшие допускаемые значения Dmin |
и Lmin |
и наибольшее |
|||||||||
допускаемое значение Bmax . Допуски размеров детали TD и TL
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

9
определятся по её рабочему чертежу, а допуск ширины лотка задаёт конструктор (8, 9 квалитет).
При выборе |
коэффициента |
трения f |
необходимо |
||||
руководствоваться |
обычными |
данными |
( f 0,1 0,2- |
||||
коэффициент |
трения |
скольжения; |
fK 0,02 0,05 |
- |
|||
коэффициент трения качения), увеличивая их в 1,5 2 раза. |
|
||||||
Выбор |
угла |
наклона лотка |
|
можно |
произвести, |
||
рассмотрев условия качения перекошенной детали в лотке, когда она соприкасается с бортами лотка. Это наиболее характерный случай. В этом случае движению детали будет препятствовать сопротивление трения качения (которым пренебрегаем ввиду малости), сопротивление от трения детали о борт и сопротивление от поперечного скольжения, возникающего вследствие перекоса детали в лотке.
При повороте детали на угол d величина линейного пути составит Rd , а работа сопротивления от поперечного скольжения будет равна силе Gf (где G сила веса детали),
умноженной на путь Rd tg (рисунок 2, б), т.е. G f Rd tg ,
где tg A |
. |
|
|
|
2R |
|
|
|
|
В точке касания детали с бортом возникает сила трения |
||||
Gf 2 (рисунок |
2, в, г), которая при повороте |
на угол |
d |
|
выполнит работу |
Gf 2Rd . При наклоне лотка |
на угол |
к |
|
горизонту движущей силой является составляющая силы веса
Gsin , работа |
которой на перемещении Rd |
равна сумме |
работ всех сил сопротивлений, т.е. |
|
|
Gsin Rd G f Rd tg G f 2 |
Rd , |
|
откуда |
sin f tg f 2 . |
2 |
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

10
Угол определится из выражения 2 |
|
|||||
|
arcsin f |
tg f 2 |
. |
3 |
||
Если |
высота борта |
лотка |
H |
меньше |
радиуса детали |
|
R (рисунок 2, д), то должен быть пересчитан угол перекоса , |
||||||
который |
определяется |
при той |
же |
длине детали для |
||
уменьшенного расчётного радиуса детали Rр , равного
Rр 
 R2 R H 2 ,
R2 R H 2 ,
или
|
|
|
|
Rр |
H 2R H . |
4 |
|
Тогда
tg A |
5 |
2Rp . |
4. Расчёт роликовых лотков
При конструировании роликовых лотков необходимо установить размеры роликов и осей, шаг между ними, а также угол наклона лотка к горизонту.
Движущей силой на роликовом лотке является проекция силы веса детали (рисунок 3) на направление движения Gsin . Сопротивление движению возникает от трения качения детали по ролику под действием нормальной составляющей силы веса,
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)