

Fanuc SOi mate-md
.pdfB-64144RU/01 ПРОГРАММИРОВАНИE 14. ФУНКЦИЯ КОРРЕКЦИИ
|
ОСТОРОЖНО |
|
|
Когда используется значение коррекции длины |
|
|
инструмента, задающее параметр OFH (ном. 5001#2) |
|
|
на 0, задавайте значение коррекции длины инстру- |
|
|
мента с помощью H-кода и компенсацию на режущий |
|
|
инструмент с помощью D-кода. |
|
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ |
|
|
Значение коррекции длины инструмента, соответст- |
|
|
вующее коррекции ном. 0, равносильно тому, что H0 |
|
|
всегда означает 0. Невозможно присвоить H0 другое |
|
|
значение коррекции длины инструмента. |
|
D Коррекция длины |
|
|
КоррекциядлиныинструментаB может выполняться по двуми |
||
инструмента вдоль |
более осям, когда оси заданы в двух и более блоках. |
|
двух и более осей |
|
|
|
Коррекция по осям X и Y. |
|
|
G19 G43 H _ ; Коррекция по оси X |
|
|
G18 G43 H _ ; Коррекция по оси Y |
|
|
(Выполнена коррекция по осям X и Y) |
|
|
Если бит TAL (бит 3 параметра ном. 5001) установлен на |
|
|
значение 1, сигнал тревоги не подается даже тогда, когда |
|
|
коррекция длины инструмента выполняется вдоль двух и более |
|
|
осей в одно и то же время. |
|
D Отмена коррекции |
Чтобы отменить коррекцию длины инструмента, задайте G49 |
|
длины инструмента |
или H0. После задания G49 или H0 система немедленно |
|
|
отменяет режим коррекции. |
|
ПРИМЕЧАНИЕ
SПосле выполнения коррекции длины инструмента B вдоль двух или более осей коррекция по всем осям
отменяется заданием G49. Если задано, отменяется только коррекция по направлению, перпенди- кулярном заданной плоскости.
SВ случае коррекции по трем и более, если коррекция отменяется кодом G49, подается сигнал тревоги P/S ном. 015. ОтменяйтекоррекциюпосредствомG49
и H0.
187
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
|
|
|
B-64144RU/01 |
||
Примеры |
|
|
|
|
|
|
|
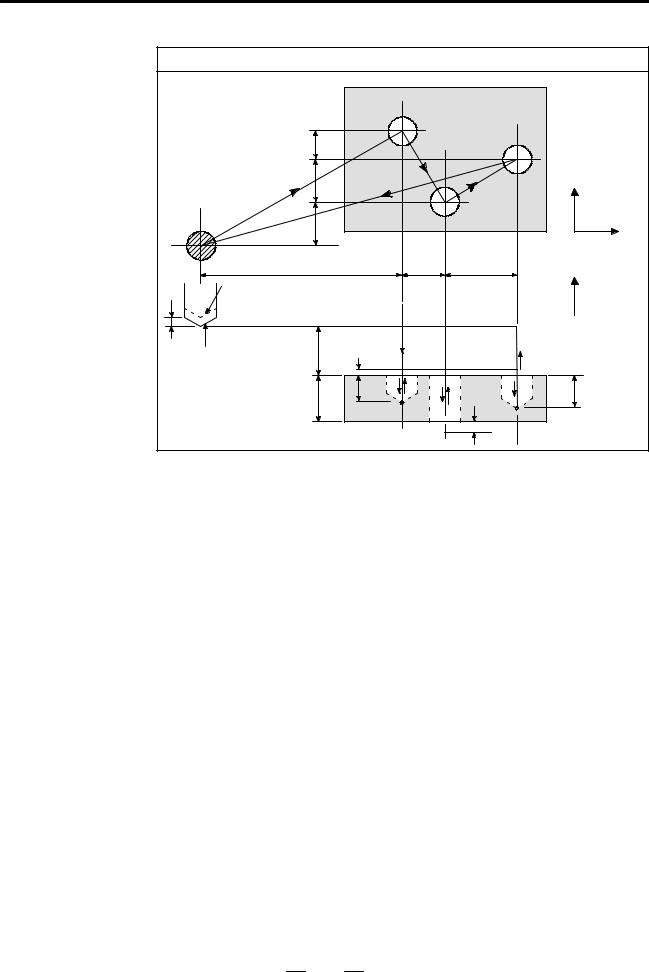
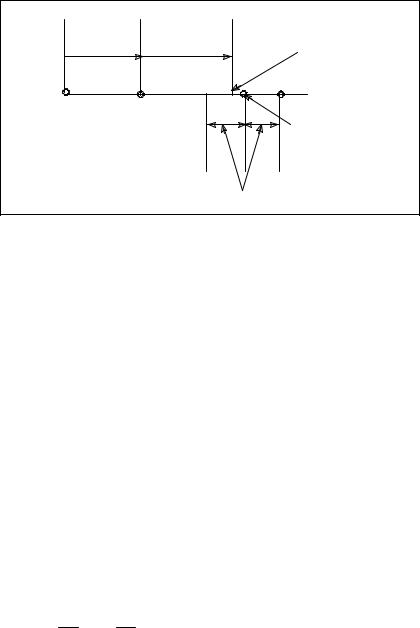
Коррекция длины инструмента (в растачиваемых отверстиях ном. 1, 2 и 3) |
|||||||
|
|
|
|
t1 |
|
|
|
|
|
|
|
|
|
|
t3 |
|
20 |
|
|
|
|
|
|
|
30 |
|
|
|
(6) |
|
+Y |
|
|
|
|
|
(9) |
||
|
|
(13) |
|
|
|
||
|
|
|
|
|
|
||
|
(1) |
|
|
|
|
t2 |
|
|
30 |
|
|
|
|
|
+X |
|
120 |
|
|
30 |
50 |
+Z |
|
|
Действительная |
|
(2) |
|
|
|
|
|
позиция |
|
|
|
|
|
|
Запрограммированная 35 |
3 |
|
|
|
|
(12) |
|
позиция |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
значение |
|
18 |
(3) |
(5) |
(7) |
(10) |
22 |
30 |
|
|
(8) |
||||
|
|
(4) |
|
||||
коррекции |
|
|
|
|
(11) |
||
ε=4 мм |
|
|
|
|
|
8 |
|
|
|
|
|
|
|
||
Программа |
|
|
H1=-4.0 (Значение коррекции длины инструмента) |
|
|
N1 G91 G00 X120,0 Y80.0 ; |
(1) |
|
N2 G43 Z-32.0 H1 ; |
(2) |
|
N3 G01 Z-21.0 F1000 ; |
(3) |
|
N4 G04 P2000 ; |
(4) |
|
N5 G00 Z21.0 ; |
(5) |
|
N6 X30.0 Y-50.0 ; |
(6) |
|
N7 G01 Z-41.0 ; |
(7) |
|
N8 G00 Z41.0 ; |
(8) |
|
N9 X50.0 Y30.0 ; |
(9) |
|
N10 |
G01 Z-25.0 ; |
(10) |
N11 |
G04 P2000 ; |
(11) |
N12 |
G00 Z57.0 H0 ; |
(12) |
N13 |
X-200.0 Y-60.0 ; |
(13) |
N14 |
M2 ; |
|
188
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
14.1.2
Команды G53, G28 и G30 в режиме коррекции на длину инструмента
Пояснения
DОтмена вектора коррекции длины инструмента
Данный раздел описывает процесс отмены коррекции на длину инструментаивосстановления, выполняемыйпризаданииG53, G28 илиG30 врежимекоррекции надлину инструмента. Также описано распределение коррекции длины инструмента по времени.
(1)Отмена и восстановление вектора коррекции на длину инструмента, выполняемые при задании G53, G28 или G30, задаются в режиме коррекции на длину инструмента
(2)Спецификациякоманды G43/G44 длякоррекции длиныин- струмента A/B/C и независимой спецификации команды H
Когда G53, G28 или G30 заданы в режиме коррекции на длину инструмента, векторы коррекции на длину инструмента отменяются, как описано ниже. Вместе с тем предварительно заданный модальный G-код остается отображаемым; отобра- жение модального кода не переключается на G49.
(1) Когда задан G53
Команда |
Заданная ось |
Общее для типов A/B/C |
G53P_; |
Ось коррекции |
Отменяется при перемещении |
|
длины |
в соответствии с заданным |
|
инструмента |
значением |
|
Отлична от оси |
Не отменяется |
|
коррекции длины |
|
|
инструмента |
|
ПРИМЕЧАНИЕ
При выполнении коррекции длины инструмента по нескольким осям коррекция по любойоси можетбыть отменена.
Когда в то же время задана отмена коррекции длины инструмента, выполняется отмена вектора коррекции длины инструмента, как показано ниже.
Команда |
Заданная ось |
Общее для типов A/B/C |
|
Ось коррекции |
Отменяется при перемещении |
G49G53P_; |
длины |
в соответствии с заданным |
|
инструмента |
значением |
|
Отлична от оси |
Отменяется при перемещении |
|
коррекции длины |
в соответствии с заданным |
|
инструмента |
значением |
(2) Когда задано G28 или G30 |
|
|
Команда |
Заданная ось |
Общее для типов A/B/C |
G28P_; |
Ось коррекции |
Отменяется при выполнении |
|
длины |
перемещения к исходной |
|
инструмента |
позиции |
|
Отлична от оси |
Не отменяется |
|
коррекции длины |
|
|
инструмента |
|
189

14. ФУНКЦИЯ КОРРЕКЦИИ ПРОГРАММИРОВАНИE B-64144RU/01
ПРИМЕЧАНИЕ
При выполнении коррекция длины инструмента по несколькимосямкоррекцияполюбойоси, отнесенной к исходной позиции, может быть отменена.
Когда в то же время задана отмена коррекции длины инструмента, выполняется отмена вектора коррекции длины инструмента, как показано ниже.
|
Команда |
Заданная ось |
Общее для типов A/B/C |
|
|
Ось коррекции |
Отменяется при выполнении |
|
G49G28P_; |
длины |
перемещения в |
|
|
инструмента |
промежуточную позицию |
|
|
Отлична от оси |
Отменяется при выполнении |
|
|
коррекции длины |
перемещения в |
|
|
инструмента |
промежуточную позицию |
D Восстановление |
Векторы коррекции на длину |
инструмента, отменяемые |
|
вектора коррекции |
заданием G53, G28 или G30 в режиме коррекции на длину |
||
длины инструмента |
инструмента, восстанавливаются описанным ниже образом. |
||
|
(1) Когда OFH (бит 2 параметра ном. 5001) = 0 |
||
|
Тип |
EVO |
Блок восстановления |
|
|
(бит 6 параме- |
|
|
|
тра ном. 5001) |
|
|
|
1 |
Следующий блок, |
|
A/B |
|
записываемый в буфер |
|
0 |
Блок, содержащий команду H |
|
|
|
||
|
|
|
или команду G43/44 |
|
|
Игнорируется |
Блок, содержащий команду H |
|
C |
|
Блок, содержащий команду |
|
|
|
G43P_/G44P_ |
|
(2)Когда OFH (бит 2 параметра ном. 5001) = 1 |
||
|
В режиме, отличном от режима коррекции длины |
||
|
инструмента |
|
|
|
Тип |
EVO |
Блок восстановления |
|
|
(бит 6 параме- |
|
|
|
тра ном. 5001) |
|
|
|
1 |
Следующий блок, |
|
A/B |
|
записываемый в буфер |
|
0 |
Блок, содержащий команду H |
|
|
|
||
|
|
|
или команду G43/44 |
|
|
Игнорируется |
Блок, содержащий команду H |
|
C |
|
Блок, содержащий команду |
|
|
|
G43P_/G44P_ |
190
B-64144RU/01 ПРОГРАММИРОВАНИE 14. ФУНКЦИЯ КОРРЕКЦИИ
В режиме коррекции длины инструмента
Тип |
EVO |
Блок восстановления |
|
(бит 6 параметра |
|
|
ном. 5001) |
|
|
1 |
Блок, содержащий блок |
|
|
G43/G44 |
A/B |
0 |
Блок, содержащий команду H |
|
||
|
|
или команду G43/44 |
C |
Игнорируется |
Блок, содержащий команду |
|
G43P_H_/G44P_H_ |
|
|
|
ОПАСНО
При выполнении коррекции на длину инструмента по нескольким осям коррекция по любой оси, для которой задано G53, G28 и G30, подлежит отмене. Вместестем восстановлениевыполняетсятолькодля той оси, к которой последний раз была применена коррекция длины инструмента; для любой другой оси восстановление не выполняется.
ПРИМЕЧАНИЕ
В блоке, содержащем G40, G41 или G42, вектор коррекции длины инструмента не восстанавливается.
191
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
14.2
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА
(G37)
Формат
Пояснения
DУстановка системы координат заготовки
D Задание G37
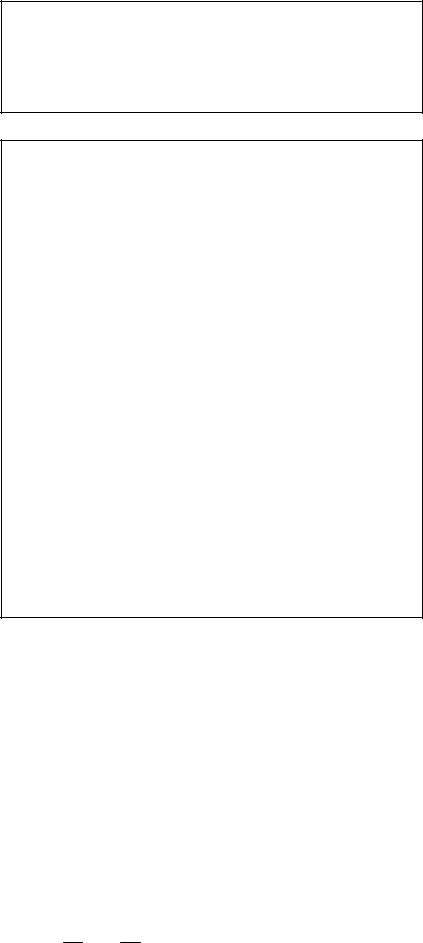
После подачи G37 инструмент начинает перемещение к позиции измерения и продолжает двигаться до получения конечного сигнала от измерительного устройства. Переме- щение инструмента останавливается при выходе режущей кромки инструмента на позицию измерения. Разница опре- деляется между значением координаты, полученным, когда инструментдостигаетположенияизмерения, изначениемкоор- динаты, заданным G37. Затем разница добавляется к величине коррекции на износ для Н-кода номера коррекции, исполь- зуемого в настоящий момент.
Z |
|
Ускоренный |
A (Начальная позиция) |
Позиция измерения |
|
ход |
управляется G37 |
|
B (позиция замедления) |
Скорость |
|
подачи при |
C (позиция измерения) |
измерении |
|
|
Инструмент останавливается |
|
при получении сигнала |
0 |
достижения конца. |
X |
Значение компенсации = (Текущее значение компенсации) + [(Координаты точки останова инструмента) - (Координаты запрограммированной позиции измерения)]
Рис. 14.2 (a) Автоматическое измерение длины инструмента
G92 IР_ ; Устанавливается система координат заготовки. (Может быть установлена с помощью G54-G59. Смотрите главу II-7, “Система координат”)
Hff; Задает корректирующее число для коррекции длины инструмента.
G90 G37 IР_ ; Команда абсолютного перемещения
G37 действителен только в том блоке, в котором задан G37.
IР_ указывает X-, Y- или Z-.
Устанавливайте систему координат таким образом, чтобы измерение могло быть выполнено после перемещения инструмента на позицию измерения. Система координат должна быть такой же, как и система координат заготовки для программирования.
Задайте абсолютные координаты корректной позиции измерения. Выполнение этой команды приводит к переме- щению инструмента со скоростью ускоренного хода впозицию измерения, сокращает весь путь наполовину, после чего инструмент продолжает двигаться до получения сигнала достижения конца от измерительного инструмента. Когда режущая кромка инструмента выходит на позицию измерения, измерительный инструмент передает ЧПУ сигнал достижения конца и ЧПУ останавливает инструмент.
192
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
DИзменение величины коррекции
D Сигнал тревоги
Разницамеждузначениемкоординатыинструментапривыходе на позицию измерения и значением координаты, поданного G37, добавляется к текущему значению коррекции длины инструмента.
Значение коррекции = (Текущее значение компенсации) +
[(Координаты точки останова инструмента) - (Координаты, заданные через G37)]
Эти значения коррекции могут быть вручную изменены в помощью панели ввода данных вручную.
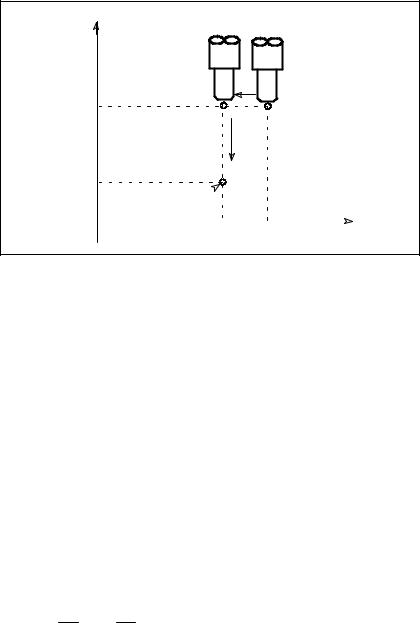
При выполнении автоматического измерения длины инструмента перемещается так, как на рис. 14.2 (b). Если при передвижении инструмента от точки B в точку C возникает сигнал достижения конца, подается сигнал тревоги. Такой же сигнал тревоги подается до того момента, пока перед выходом инструмента в точку F не будет получен сигнал достижения конца. Число сигнала тревоги P/S равно 080.
|
Скорость |
|
|
|
|
|
подачи при |
|
|
|
|
Ускорен |
замедлении |
|
|
Подается сигнал |
|
(скорость подачи |
|
||||
ный ход |
при измерении) |
|
|
достижения конца |
|
А |
В |
C |
D |
E |
F |
|
|
||||
Начальная |
|
|
|
|
|
позиция |
|
|
|
|
Позиция, |
|
|
|
|
|
|
|
|
|
|
|
задаваемая G37 |
Допустимый диапазон сигнала достижения конца
Рис. 14.2 (b) Перемещение инструмента в позицию измерения
193
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
ОПАСНО
Когда перемещение на определенном участке осуществляется вручную на скорости измерения, возвратите инструмент в позицию перед участком перемещения вручную для перезапуска.
ПРИМЕЧАНИЕ
1Когда H-код задается в том же блоке, что и G37, подается сигнал тревоги. Задавайте H-код перед блоком! G37.
2Скорость измерения (параметр ном. 6241), позиция замедления (параметр ном. 6251) и допустимый диапазон сигнала достижения конца (параметр ном. 6254) задаются изготовителем станка.
3Сигнал достижения конца, как правило, контроли- руется каждые 2 мсек. Возникает следующая ошибка измерения:
ERRmax. : Fm×1/60×TS/1000 где
TS |
: Период выборки, как правило, равен |
|
2 мсек |
ERRmax. : Mаксимальнаяошибкаизмерения(мм) |
|
Fm |
: Cкорость измерения (мм/мин.) |
Например, когдаFm = 1000 мм/мин., ERRmax. = 0,003 м
4Инструмент останавливается максимум на 16 мсек послеобнаружениясигналадостиженияконца. Втоже время значение позиции!, на которой был обнаружен сигнал достижения конца (обратите внимание на то, что значение берется при останове инструмента), используется для установки величины коррекции. Перебег для 16-ти мсек:
Qmax. = Fm × 1/60 ×16/1000
Qmax.: |
Mаксимальный перебег (мм) |
Fm : |
Cкорость измерения (мм/мин.) |
194
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
||
|
|
|
||
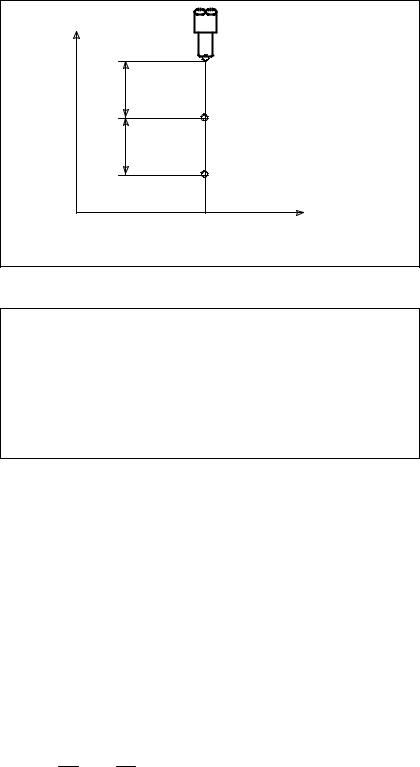
Примеры |
G92 Z760.0 X1100.0 ; |
Устанавливает систему координат заго- |
||
|
|
товки по отношению к запрограммиро- |
||
|
|
ванной точке абсолютного нуля. |
||
|
G00 G90 X850.0 ; |
Перемещает инструмент в X850.0. |
||
|
|
Инструмент перемещается в позицию на |
||
|
|
заданномрасстоянииотточкиизмерения |
||
|
|
вдоль оси Z. |
|
|
|
H01 ; |
Задает корректирующее число 1. |
||
|
G37 Z200.0 ; |
Перемещает |
инструмент |
в позицию |
|
|
измерения. |
|
|
|
G00 Z204.0 ; |
Отводит инструмент на |
небольшое |
|
|
|
расстояние вдоль оси Z. |
|
|
Например, если инструмент выходит на позицию измерения Z198.0; значение коррекции должно быть откорректировано. Так как корректная позиция измерения находится на расстоянии 200 мм, значение компенсации уменьшается на
2,0 мм (198,0 - 200,0 = -2,0).
Z
760
200
Позиция  измерения вдоль оси Z
измерения вдоль оси Z
|
|
|
|
|
0 |
850 |
1100 |
X |
|
195
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
14.3
КОРРЕКЦИЯ НА ИНСТРУМЕНТ
(G45-G48)
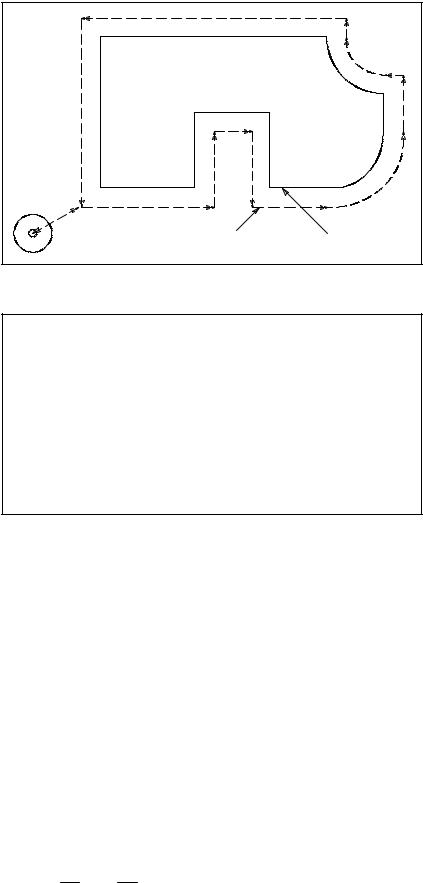
Запрограммированное расстояние прохода инструмента может быть увеличено или уменьшено заданием значения коррекции инструмента или дважды значением коррекции.
Заготовка
Инструмент |
Траектория центра |
Запрограммированная |
инструмента |
траектория |
Формат
G45IР_D_ ; Увеличьте расстояние прохода значением коррекции инструмента
G46IР_D_ ; Уменьшите расстояние прохода значением коррекции инструмента
G47IР_D_ ; Увеличьте расстояние прохода дважды значением коррекции инструмента
G48IР_D_ ; Уменьшите расстояние прохода дважды значением коррекции инструмента
от G45 до G48: Одноразовый G-код для увеличения или уменьшения расстояния прохода
IP_ : Команда перемещения инструмента
D : Код задания значения коррекции инструмента
196