

Вступ,
.doc
Передмова
Зварювання є одним із основних технологічних процесів виготовлення та ремонту виробів у різних галузях промисловості, будівництва й транспорту. Без зварювання неможливе виробництво автомобілів, кораблів, літаків, мостів, котлів, турбін, реакторів та інших конструкцій. Зварювання дозволило створити принципово нові конструкції машин, внести корінні зміни в конструкцію й технологію виробництва. Порівняно з іншими способами виготовлення конструкцій зварні є легшими та дешевшими. При цьому економія металу становить від 10 до 50%. За допомогою зварювання одержують нероз'ємні з'єднання майже всіх металів і сплавів різної товщини — від сотих часток міліметра до декількох метрів. Поряд з традиційними конструкційними сталями зварюють спеціальні сталі та сплави на основі титану, цирконію, молібдену, ніобію й інших матеріалів, а також різнорідні матеріали.
Суттєво розширились умови проведення зварювальних робіт. Електричне зварювання виконують в умовах високих температур, радіації, в глибокому вакуумі, під водою, в умовах невагомості. Швидкими темпами освоюються нові види зварювання: електронно-променеве, світлове, дифузійне, ультразвукове, електромагнітне, лазерне та ін. Розширились можливості дугового й контактного зварювання.
Для підвищення якості продукції та продуктивності праці у зварювальне виробництво слід широко впроваджувати останні досягнення науки й техніки.
Зварювання є одним із основних технологічних процесів виготовлення та ремонту виробів у різних галузях промисловості, будівництва й транспорту. Без зварювання неможливе виробництво автомобілів, кораблів, літаків, мостів, котлів, турбін, реакторів та інших конструкцій. Зварювання дозволило створити принципово нові конструкції машин, внести корінні зміни в конструкцію й технологію виробництва. Порівняно з іншими способами виготовлення конструкцій зварні є легшими та дешевшими. При цьому економія металу становить від 10 до 50%. За допомогою зварювання одержують нероз'ємні з'єднання майже всіх металів і сплавів різної товщини — від сотих часток міліметра до декількох метрів. Поряд з традиційними конструкційними сталями зварюють спеціальні сталі та сплави на основі титану, цирконію, молібдену, ніобію й інших матеріалів, а також різнорідні матеріали.
Суттєво розширились умови проведення зварювальних робіт. Електричне зварювання виконують в умовах високих температур, радіації, в глибокому вакуумі, під водою, в умовах невагомості. Швидкими темпами освоюються нові види зварювання: електронно-променеве, світлове, дифузійне, ультразвукове, електромагнітне, лазерне та ін. Розширились можливості дугового й контактного зварювання.
Для підвищення якості продукції та продуктивності праці у зварювальне виробництво слід широко впроваджувати останні досягнення науки й техніки
Інструменти, пристрої, інвентар та механізми для зварювального виробництва
Робоче місце зварника повинно бути укомплектовано з урахуванням характеру роботи необхідним інструментом, матеріалами та приладдям.
У комплект зварника входять: електродотримачі, щитки (ГОСТ 12.4.035-78) ручної масою не більше 0,48 кг і наголовниє масою не більше 0,5 кг, захисні скла (світлофільтри), металеві щітки, молоток, шлакоотделітель, зубило, шаблони для контролю зварних швів, сталеве клеймо, сталева лінійка, схил. Крім того, в залежності від режиму і способу зварювання, зварювальний пост повинен бути забезпечений зварювальними проводами, кабелями і флюсами необхідних марок і видів. Нижче наведено відомості про деяких комплектуючих елементах.
Електродотримачі випускають трьох типів:
-
для струму 125 А,
-
для струму 125-315 А,
-
для струму 315-500 А.
Всі зазначені типи електродотримачів повинні без ремонту витримати 8000 затисків електродів. Електродотримачі повинні бути легкими, зручними в роботі, добре ізольованими, не нагріватися, з простим і надійним кріпленням електрода і забезпечувати більш повне його розплавлення. Промисловість випускає кілька типів електродотримачів. На рис. 1 показані деякі з них. Основні параметри електродотримачів пассатіжного типу наведено в табл. 1.
|
Малюнок 1. Конструктивні схеми електротримач для ручного дугового зварювання. |
|
|
|
Вилочний електротримач |
|
|
електротримач пружинного типу |
|
|
електротримач затискного типу |
|
|
Безогарковий електротримач |
|
|
двоелектродної електротримач |
|
|
електротримач зі стопорним кільцем |
|
Малюнок 1. Конструктивні схеми електродотримачів для ручного дугового зварювання |
|






Зварювальні дроти служать для підведення струму від силової мережі до зварювальних апаратів і від них до робочого місця зварника. Від силової мережі до зварювального апарату проводку роблять з проводів марки КРПТ, а від зварювального апарата до робочого місця з проводів марок ПРГД, АПРГДО, КРПТ та ін Дріт від зварювального апарата до робочого місця повинен мати довжину не більше 30-40 м. Електродотримач підключають до гнучкого мідного дроту марки ПРГДО довжиною 2-3 м. З'єднують зварювальні проводи за допомогою спеціальних муфт. Перетин зварювальних проводів підбирають виходячи з максимальних значень зварювального струму.
|
Таблиця 1. Електротримачі пассажітіжного типу. |
|||
|
Марка елсктродо-тримачі |
Номанальіий рядковий струм, А |
Габаритні розміри. мм |
Маса, кг |
|
ЕД-3102У1 |
315 |
268X84X36 |
0,48 |
|
ЕД-5001У1 |
500 |
293X92X40 |
0,67 |
Флюси для дугового зварювання вуглецевих і низьколегованих сталей представляють собою склоподібний зернистий матеріал з розміром зерен 0,25-3 мм. Зварювальні флюси повинні відповідати вимогам ГОСТ 9087-81. У процесі зварювання під впливом дуги та рідкого металу флюс розплавляється, утворюючи жужільну оболонку, що захищає краплі електродного матеріалу і рідкий метал від впливу повітря. При цьому між шлаком та рідким металом протікають хімічні реакції, які в основному сприятливо впливають на якість металу зварного шва.
Для напівавтоматичного ванної зварювання під флюсом застосовують: висококремнистою флюси (ГОСТ 9087-81) марок АН-8, АН-8М, АН-348А, АН-348АМ, ОСЦ-45М, ОСЦ-45; нізкокремністие флюси (ГОСТ 9087 - 81) марок АН-22, АН-10 та інші.
Організація робочого місця зварювальника
Організація робочого місця зварника
Робочим місцем електрозварника є закріплений за робітником або бригадою ділянка виробничої площі, оснащеної відповідно до вимог здійснюваного технологічного процесу певним устаткуванням, інструментом, пристосуваннями і т.д.
При обслуговуванні робочого місця необхідно:
- своєчасно отримувати змінні завдання, наряди і креслення;
- підтримувати устаткування в працездатному стані;
- своєчасно доставляти на робоче місце матеріали, заготовки, електроди і т.п.;
- контролювати якість продукції, що виготовляється;
- підтримувати належний порядок на робочому місці.
Робоче місце електрозварника називають зварювальним постом. Він може бути стаціонарним або пересувним (Рис. 1.1).
Залежно від виконуваної роботи і габаритів зварюються конструкцій зварювальний пост розташовують у спеціальних зварювальних кабінах або безпосередньо на виробі.
Робочі кабіни служать для захисту зварників від випромінювання дуги в постійних місцях зварювання.
При зварюванні
невеликих виробів робочі місця обладнують
зварювальними кабінами розміром
2000x2000 або 2000х3000 мм. Стіни кабін мають
висоту 1800 ... 2000 мм, а для кращої вентиляції
підняті над підлогою на 200 ... 300 мм. В
якості матеріалу для стін використовують
тонколистову сталь або вогнетривкі
матеріали(Рис.1.2). Рисунок
1.1. Зварювальний пост
Рисунок
1.1. Зварювальний пост
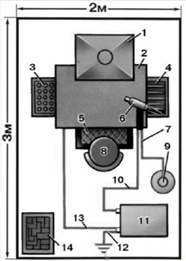
Рисунок 1.2. Обладнання зварювальної кабіни:
1- вентиляція; 2- робочий стіл; 3- ящик для електродів; 4- ящик для деталей; 5- діелектричний ковбик; 6- запальник; 7- газовий рукав; 8- стілець; 9- газовий балон; 10- прямий провід; 11- джерело живлення дуги; 12- заземлення; 13- зворотній провід; 14- ящик для відходів.
Стіни фарбують у світлі тони вогнестійкою фарбою, яка добре поглинає ультрафіолетові промені зварювальної дуги. Дверний отвір в кабіні закривають брезентовою завісою на кільцях, просоченим вогнестійким складом. Підлогу в кабінах настилають з вогнетривкого матеріалу: цегли або бетону. Кабіни повинні бути освітлені денним або штучним світлом, а також оснащені вентиляцією. Крім загальної вентиляції в них встановлюють місцеві відсмоктувачі, що поглинають шкідливі гази і пил безпосередньо із зони зварювання(Рис 1.3).
Зварювальний пост — ділянка виробничої площі, на якій розміщені джерело струму, токопровод, необхідні технологічні пристосування і інструменти зварювальника. Для захисту тих, що оточують від випромінювання ділянку обгороджений шторами або щитами. В умовах сучасного виробництва широко поширені автоматизовані установки (ріс.1 ). Такі стаціонарні пости розміщують в цеху. У польових умовах, для зварки великогабаритних виробів, на будівництві, при виконанні ремонтних робіт і т. п. організовують пересувні пости.
Зварювальні апарати і машини. У зварювальні пости і установки входять джерела живлення і апарати для регулювання горіння зварювальної дуги в процесі зварки. Для виконання зварки застосовують джерела живлення, які мають зручне, плавне або ступінчасте регулювання і задовольняють загальним вимогам для електричних машин і апаратів. При електрозварюванню використовують зварювальні трансформатори, генератори і випрямлячі; при газополум'яній обробці — газові генератори. Розрізняють джерела живлення одно- і багатопостові, стаціонарні (тривала безперервна робота) і малогабаритні переносні (нетривала робота).
Зварювальний трансформатор служить для узгодження параметрів зварювального і живлячого ланцюгів, а також виконує функції регулювальника. При дуговій зварці застосовують механічні і електричні способи регулювання напруги. При механічному регулюванні (мал. 2, а ) змінюють, наприклад, відстань між первинними і вторинними обмоткамі. Електричне регулювання (мал. 2, би ) здійснюють зміною струмів управління в додаткових обмотках, розташованих на верхньому і середньому ярмі трансформатора. При цьому вторинна обмотка розділена на дві частини (а і b), одна з яких (b) розташована у верхньому вікні трансформатора. При одному і тому ж коефіцієнті трансформації такий трансформатор може мати різні значення напруги холостого ходу, що необхідне при налаштуванні режиму зварки. Для контактного електрозварювання застосовують зварювальні трансформатори з мінімальним опором короткого замикання. Їх вторинна обмотка має зазвичай 1 або 2 витки. Зміна вторинної напруги досягається перемиканням частини витків первинної обмотки.
Зварювальний генератор — спеціальна електрична машина постійного струму або струму підвищеної частоти. Застосовують одинпостові генератори — універсальні або з падаючою зовнішньою характеристикою, яка забезпечує стійке горіння зварювальної дуги. У зварювальній техніці використовують генератори: поперечного поля, з розщепленими полюсами, з розмагнічуючою послідовною обмоткою. В зварювального генератора поперечного поля (мал. 3, а ) короткозамкнута обмотка cd якоря створює поперечний магнітний потік Ф п . Падаюча характеристика утворюється в результаті дії подовжнього розмагнічуючого потоку якоря Ф пр . В генератора з розмагнічуючою послідовною обмоткою (мал. 3, би ) зовнішня характеристика формується взаємодією магнітних потоків Ф р (розмагнічуючої послідовної обмотки) і Ф в (паралельної обмотки, що намагнічує). Напруга на обмотку, що намагнічує, подається від третьої щітки або від самостійного джерела живлення (при т.з. незалежному збудженні).
Зварювальний випрямляч — перетворювач змінної напруги живлячої мережі в постійне, що має падаючу, жорстку або регульовану зовнішню характеристику. Випрямляч складається з трансформатора, блоку, напівпровідникових вентилів, системи автоматичного управління, дроселя електричного, комутаційної апаратури. Регулювання перетворювачів здійснюється трансформаторами або керованими вентилями.
Газовий генератор — апарат для здобуття горючих газів. Частіше в газових генераторах виробляють ацетилен з карбіду кальцію шляхом взаємодії його з водою (див. Генератор ацетиленовий ).
Зварювальний автомат для дугової зварки — комплекс механізмів і приладів (мал. 4 ), за допомогою яких здійснюється механізація процесу виконання зварного з'єднання: подача електродного дроту, запалення зварювальної дуги, підтримка заданого режиму зварки і припинення процесу. У таких установках використовують голівки з незалежною швидкістю подачі дроту, в яких підтримка дугового процесу заснована на саморегулюванні дуги, і з автоматичним регулюванням швидкості подачі дроту залежно від напруги дуги. Замість складних установок для автоматичної зварки часто застосовують зварювальні трактори — переносні самохідні автомати. Існують зварювальні автомати і самостійні підвісні голівки, що здійснюють електрозварювання одним або декількома електродами. Електроди можуть бути підключені до загального джерела живлення або до самостійних джерел. Застосовуються також апарати для зварки неплавким вугільним або вольфрамовим електродами (мал. 5 ).
Зварювальний напівавтомат, або шланговий напівавтомат, — апарат для дугової зварки, в якому механізована подача електродного дроту, а переміщення пальника уздовж зварюваних кромок здійснюється уручну. Є напівавтомати для зварки неплавким електродом з механізованою подачею присадного дроту, який проштовхується через гнучкий направляючий шланг або подається з котушки механізмом, вбудованим в пальник. Зварювальними напівавтоматами здійснюють зварку в захисних газах, зварку відкритої дугою і зварку під флюсом . Механізм подачі дроту і пальник, що знаходиться в руці зварювальника, сполучені між собою гнучким шлангом (направляючим каналом), після якого у в зону горіння дуги подається електродний дріт і підводяться зварювальний струм, флюс і захисний газ.(газета) Частина зварювального апарату (автомата, напівавтомата), що забезпечує підведення електричного струму до електроду і газу в зону дуги, або пристрій, вживаний при газовій зварці для регулювання зварювального полум'я, називається зварювальним пальником .

Рисунок 1.3. Схема відсмоктування газів, які виділяються при зварювальних роботах: 1- повітропровід; 2- шибер; 3- повітроприймач; 4- штампована решітка; 5- козирок.
Для складання і зварювання деталей усередині кабіни встановлюють металевий зварювальний стіл висотою 500 ... 600 мм для роботи сидячи і близько 900 мм для роботи стоячи площею близько 1м2. До столу приварюють сталеві болти для кріплення струмопідвідних проводів від джерела зварювального струму і для проводу заземлення столу. Збоку столу є гнізда для зберігання електродів. У шухляді столу зберігають інструмент, а також технологічну документацію. Для зручності роботи в кабіні встановлюють металевий стілець з підйомним сидінням, виготовленим з неелектропровідного матеріалу (дерево, пластмаса та ін.) Під ногами у зварника повинен знаходитися гумовий килимок.