

1.6. Определение потребного количества оборудования и коэффициента его загрузки
1.6.1. Определение расчётного количества станков Sрасч на каждой операции
Sрасч
=
![]() ,
шт
,
шт
Расчётное количество станков (дробное) округляется в большую сторону, таким образом, получают принятое количество станков Sпр .
Sрасч 015 = 3,78*5000/3678,4*60 = 0,85 шт Sпр = 1 шт
Sрасч 020 = 3,60*50000/3678,4*60 = 0,81 шт Sпр = 1 шт
Sрасч 030 = 4,14*50000/3678,4*60 = 0,94 шт Sпр = 1 шт
Sрасч 035 = 2,19*50000/3678,4*60 = 0,49 шт Sпр = 1 шт
Sрасч 040 = 5,66*50000/3678,4*60 = 1,28 шт Sпр = 2 шт
Sрасч 045 = 3,11*50000/3678,4*60 = 0,70 шт Sпр = 1 шт
Sрасч 050 = 0,77*50000/3678,4*60 = 0,17 шт Sпр = 1 шт
Sрасч 055 = 4,08*50000/3678,4*60 = 0,92 шт Sпр = 1 шт
Sрасч 060 = 3,91*50000/3678,4*60 = 0,88 шт Sпр = 1 шт
Sрасч 065 = 0,85*50000/3678,4*60 = 0,19 шт Sпр = 1 шт
Sрасч 080 = 2,16*50000/3678,4*60 = 0,49 шт Sпр = 1 шт
1.6.2. Определения коэффициента загрузки оборудования Кз на данной операции
Кз
=
![]()
Кз 015 = 0,85/1= 0,85
Кз 020 = 0,81/1= 0,81
Кз 030 = 0,94/1= 0,94
Кз 035 = 0,49/1= 0,49
Кз 040 = 1,28/2= 0,64
Кз 045 = 0,70/1= 0,70
Кз 050 = 0,17/1= 0,17
Кз 055 = 0,92/1= 0,92
Кз 060 = 0,88/1= 0,88
Кз 065 = 0,19/1= 0,19
Кз 080 = 0,49/1= 0,49
1.6.3. Расчет среднего коэффициента загрузки оборудования по участку
Кз
ср =
Кз ср = 0,85+0,81+0,94+0,49+1,28+0,7+0,17+0,92+0,88+0,19+0,49 = 0,70
1+1+1+1+2+1+1+1+1+1+1
Таблица 3 - Расчёт количества оборудования и коэффициента его загрузки по участку
|
№ операции |
Тип и модель станка |
Nпр , шт |
Fд , час |
Тшк , мин |
Sрасч , шт |
Sпр , шт |
Кз |
|
015 |
Токарный с ЧПУ 16К20Т1 |
50000
|
3678,4 |
3,78 |
0,85 |
1 |
0,85 |
|
020 |
Токарный с ЧПУ 16К20Т1 |
3,6 |
0,81 |
1 |
0,81 | ||
|
030 |
Токарный с ЧПУ 16К20Т1 |
4,14 |
0,94 |
1 |
0,94 | ||
|
035 |
Токарный с ЧПУ 16К20Т1 |
2,19 |
0,49 |
1 |
0,49 | ||
|
040 |
Круглошлифовальный 3М131 |
5,66 |
1,28 |
2 |
0,64 | ||
|
045 |
Внутришлифовальный 3К228В |
3,11 |
0,7 |
1 |
0,7 | ||
|
050 |
Токарно-винторезный 1У61М |
0,77 |
0,17 |
1 |
0,17 | ||
|
055 |
Сверлильный 2Н125 |
4,08 |
0,92 |
1 |
0,92 | ||
|
060 |
Токарно-винторезный 1У61М |
3,91 |
0,88 |
1 |
0,88 | ||
|
065 |
Токарно-винторезный 1У61М |
|
|
0,85 |
0,19 |
1 |
0,19 |
|
080 |
Внутришлифовальный 3К228В |
|
|
2,16 |
0,49 |
1 |
0,49 |
|
Итого |
- |
- |
34,25 |
7,72 |
12 |
0,7 | |
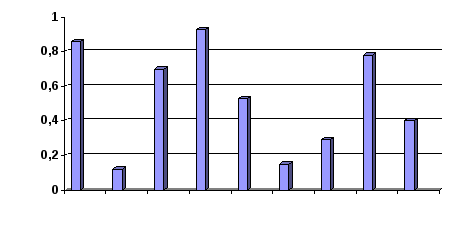
1.6.4. На основе данных таблицы 3 строится график загрузки оборудования
Рисунок 1 - График загрузки оборудования.
1.7. Расчёт балансовой стоимости оборудования участка
Таблица 4 - Ведомость оборудования
|
№ опе-рации |
Тип станка |
К-во Sпр
|
Кз |
Габаритные размеры станка, мм |
Масса станка, кг |
Прейскурантная цена, тыс. руб. |
Балан-совая стои-мость, тыс. руб | |
|
Одного |
Всех | |||||||
|
015 |
16К20Т1 |
1 |
0,85 |
2540*1500*1600 |
6800 |
2560 |
2560 |
2816 |
|
020 |
16К20Т1 |
1 |
0,81 |
2540*1500*1600 |
6800 |
2560 |
2560 |
2816 |
|
030 |
16К20Т1 |
1 |
0,94 |
2540*1500*1600 |
6800 |
2560 |
2560 |
2816 |
|
035 |
16К20Т1 |
1 |
0,49 |
2540*1500*1600 |
6800 |
2560 |
2560 |
2816 |
|
040 |
3М131 |
2 |
0,64 |
2270*1100*1505 |
5100 |
1346,4 |
2692,8 |
2962,1 |
|
045 |
3К228В |
1 |
0,7 |
2270*1100*1505 |
5100 |
1346,4 |
1346,4 |
1481 |
|
050 |
1У61М |
1 |
0,17 |
2800*1190*1450 |
2430 |
1368 |
1368 |
1505 |
|
055 |
2Н125 |
1 |
0,92 |
2280*1965*2265 |
2250 |
340 |
340 |
371 |
|
060 |
1У61М |
1 |
0,88 |
2800*1190*1450 |
2430 |
1368 |
1368 |
1505 |
|
065 |
1У61М |
1 |
0,19 |
2800*1190*1450 |
2430 |
1368 |
1368 |
1505 |
|
080 |
3К228В |
1 |
0,49 |
2270*1100*1505 |
5100 |
1346,4 |
1346,4 |
1481 |
|
|
Итого |
12 |
0,70 |
31,26 |
|
18723,2 |
20069,6 |
22076 |
Балансовая стоимость оборудования определяется путем умножения прейскурантной цены на коэффициент 1,1, учитывающий затраты на транспортировку и монтаж оборудования.
Прейскурантная цена одного станка определяется из номенклатурного каталога «Металлорежущие станки 1991-1992» части 1,2, умноженной на коэффициент переоценки 240, а для станков с ЧПУ, шлифовальных, зубофрезерных - 60.