

7245
.pdf-40-
продолжительностью операций (240 мин.) для десятиотсечной кассеты), то целесообразно принять для обслуживания кассетной линии бригаду, со-
стоящую из трех или четырех звеньев.
Рассмотрим варианты построения циклограммы работы кассет, об-
служиваемых бригадой, состоящей из одного, двух, трех или четырех звеньев.
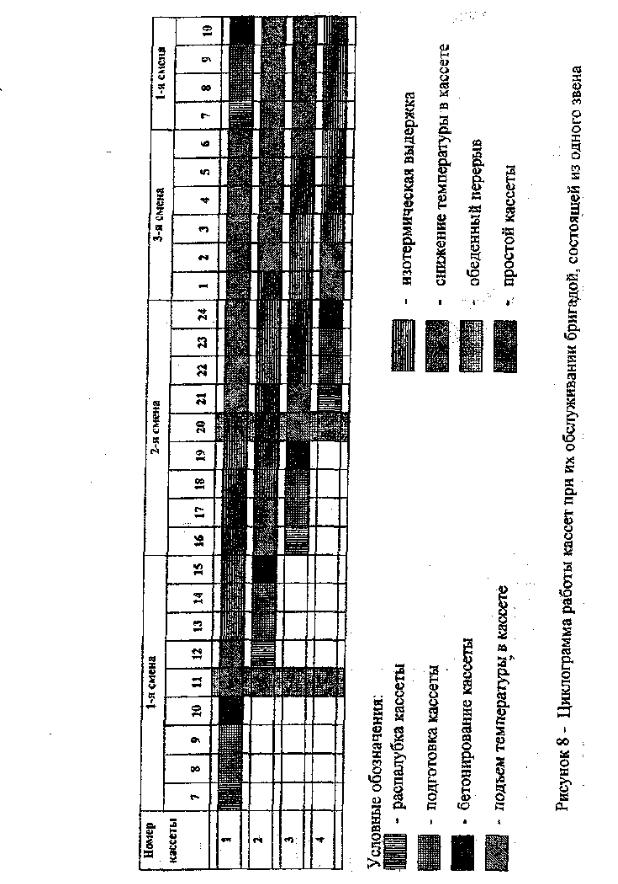
а) ритм потока составляет 160...240 мин. Бригада состоит из од-
ного звена, в котором есть рабочие-специалисты, способные выполнить все работы по обслуживанию кассеты. Пример построения циклограммы приведен на рисунке 8. Анализ циклограммы показывает, что организация работ по обслуживанию кассет бригадой, состоящей из одного звена, неце-
лесообразна по следующим причинам; -неравномерность выпуска изделий в течение смены, что создает оп-
ределенные трудности в организации работ на линии отделки изделий; -большая неравномерность крановых операций. Обслуживание кас-
сетных установок одним звеном можно принимать только при небольшой мощности технологической линии, состоящей из 2...4 кассетных устано-
вок.
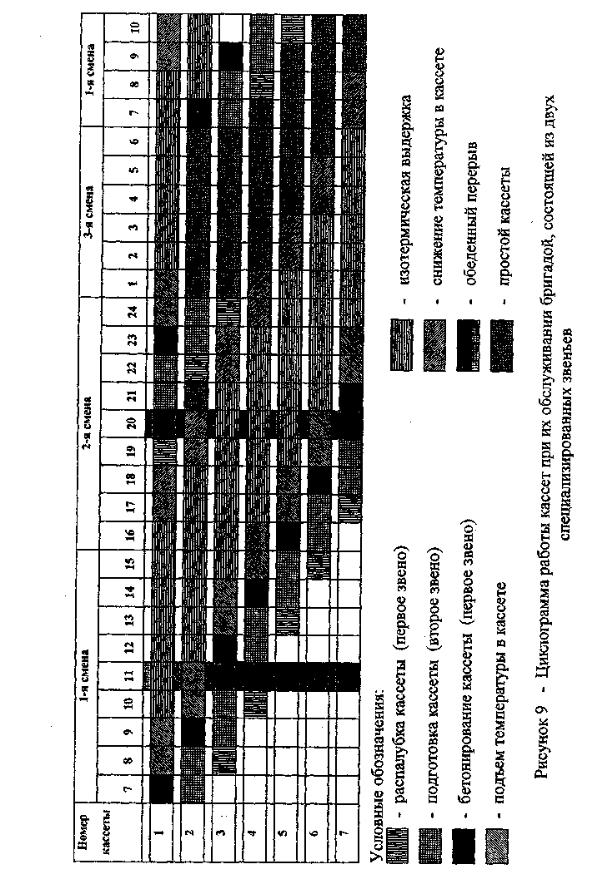
б) ритм потока составляет 120...140 мин. В этом случае бригада должна состоять из двух специализированных звеньев, одно из которых выполняет работы по распалубке и бетонированию, другое - подготови-
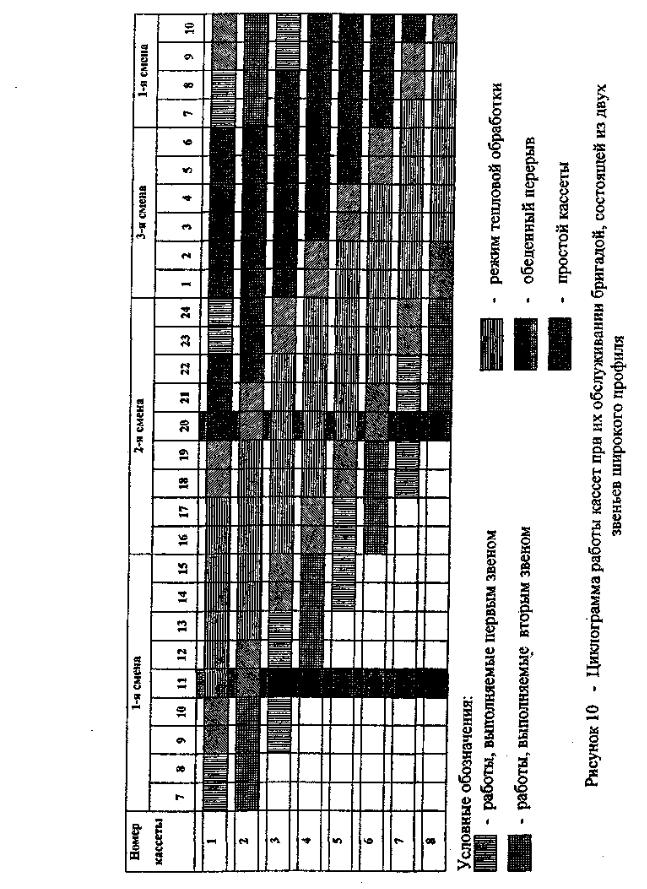
тельные работы (чистка, смазка, армирование и сборка кассеты). Пример построения такой циклограммы приведен на рисунке 9. Однако в этом же случае бригада может состоять и из двух звеньев более широкого профиля,
-41-
каждое из которых обслуживает кассетную установку полностью от распа-
лубки до бетонирования. Пример построения такой циклограммы приведен на рисунке 10.
Анализ циклограмм показывает, что предпочтительнее оказывается организация работ двумя специализированными звеньями (меньшее коли-
чество кассет, меньшие простои кассетных установок и т.д.).
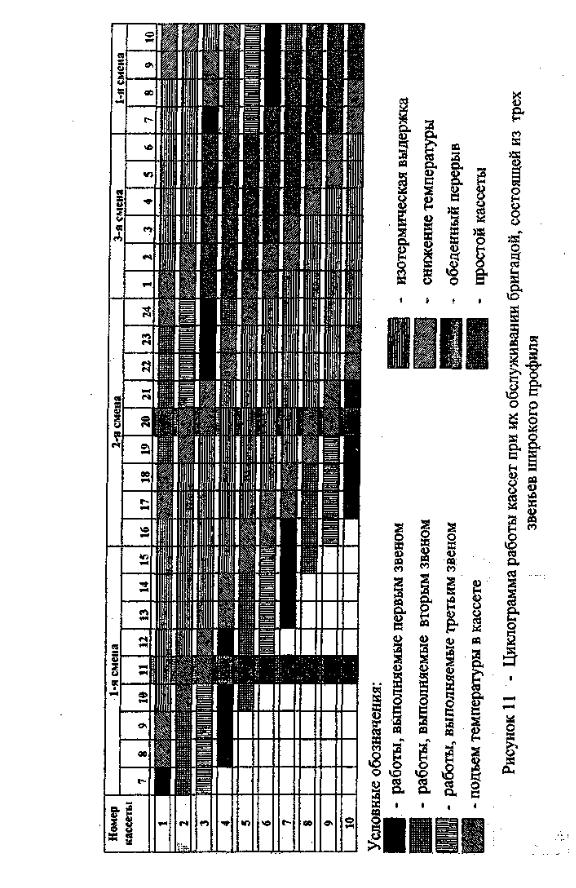
в) ритм потока 80 мин. В этом случае можно организовать обслужи-
вание кассетных установок бригадой, состоящей из трех звеньев, каждое из которых должно иметь рабочих всех специальностей для проведения всех работ на каждой кассете - от распалубки до бетонирования. Пример по-
строения такой циклограммы приведен на рисунке 11.
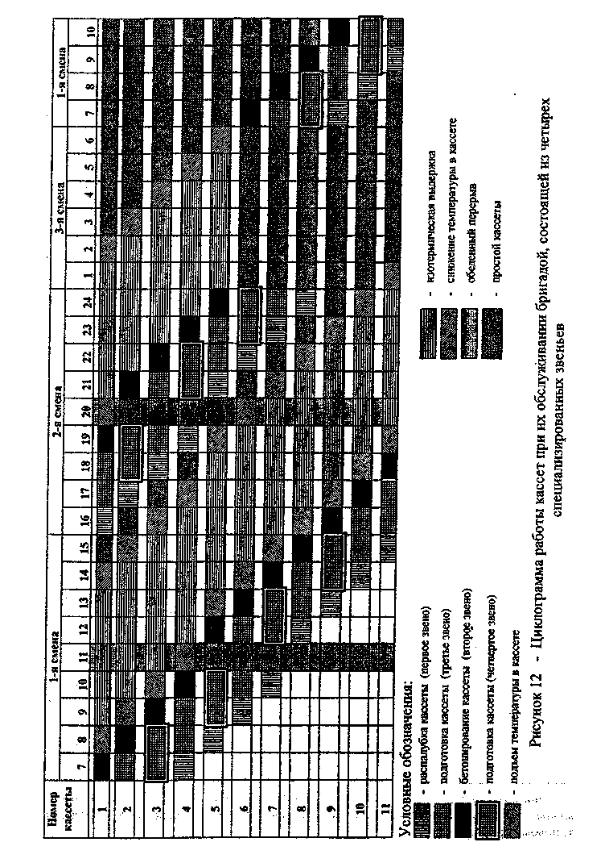
г) ритм потока равен 60 мин. Обслуживание кассетных установок в этом случае можно организовать бригадой, состоящей из четырех звеньев,
причем при организации работы отдельных звеньев возникают два случая: -бригада состоит из четырех специализированных звеньев - звено бе-
тонщиков, звено распалубщиков и два звена, работающих на подготовке кассеты (чистка, смазка, армирование и сборка кассеты). Необходимость в двух звеньях, работающих на подготовке кассеты, объясняется тем, что ра-
боты по подготовке кассеты к бетонированию в два раза по продолжи-
тельности превышают время бетонирования (или время распалубки). При-
мер построения такой циклограммы приведен на рисунке 12.
-бригада состоит из четырех звеньев широкого профиля, каждое из которых выполняет весь комплекс работ от распалубки до бетонирования на соответствующей кассетной установке. Принцип построения цикло-
граммы в этом случае не отличается от принципа построения циклограммы,
приведенной на рисунке 12.
-42-
-43-
-44-
-45-
-46-

-47-
1.4. Пример расчета кассетной технологической линии
Задание на проектирование
Рассчитать кассетную линию завода крупнопанельного домостроения
по производству 450 тыс. м2 общей площади в год. Общая площадь одной
блок-секции Sбс =4085 м2 .
Решение:
1.Требуемое количество блок-секций в год, шт
2.Номенклатура изделий на одну блок-секцию и на годовую про грамму приведена в таблице 8.
Таблица 8 - Номенклатура выпускаемых изделий1
Группа |
|
|
|
Количество |
|
изделий |
Марка |
|
Объем |
изделий на |
|
по |
изделий |
Размеры, мм |
изделия, м3 |
|
|
блок-секцию |
год |
||||
типораз- |
|
|
|
|
|
мерам |
|
|
|
|
|
|
|
|
|
|
|
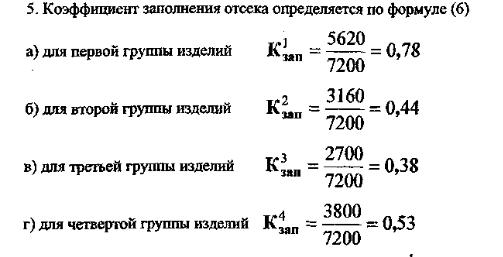
1 |
2ВС-1 |
5620x2570x140 |
2,02 |
90 |
9900 |
|
|
|
|
|
|
|
2ВС-1-4 |
5620x2570x140 |
2,02 |
41 |
4510 |
2 |
2ВС-5-2 |
3160x2570x140 |
1,3 |
20 |
2200 |
2ВС-5-3 |
3160x2570x140 |
1,3 |
10 |
1100 |
|
|
2ВС-5-4 |
3160x2570x140 |
1,3 |
10 |
1100 |
3 |
2ВС-4-1 |
2700x2570x140 |
0,97 |
18 |
1980 |
|
|
|
|
|
|
4 |
2ВС-4-2 |
3800x2570x140 |
1,37 |
18 |
1980 |
|
|
|
|
|
|
____________________________________
1 - номенклатура изделий приведена в таблице не полностью. При проведении реальных расчетоввтаблицувключаютсявсеизделия, изготавливающиесявкассетах, потиповомупроекту.
3. Режим работы кассетной линии по ОНТП 07-85 -номинальное количество рабочих суток в году260; -расчетное количество рабочих суток в году - 253;
-48- |
|
-количество рабочих смен в сутки - |
2; |
-продолжительность рабочей смены в часах |
- 8. |
4. Для изготовления панелей внутренних стен принята десятиотсеч-
ная кассетная установка СМЖ 3302. Основные технические характеристи-
ки установки приведены в таблице 9.
Таблица 9 - Основные технические характеристики кассетной установки СМЖ 3302
|
Наименование показателя |
Численное значение |
1. Габариты изделия, м |
7.2x3,0x0,16 |
|
2. |
Число отсеков |
10 |
3. |
Установленная мощность, кВт |
4 |
4. |
Габаритные размеры, м |
9,52x4,04x4,27 |
5. |
Масса, т |
102,55 |
|
|
|
Таким образом, изделия первой группы следует формовать по одно-
му изделию в отсеке, а часть формовочного отсека должна быть заглушена.
Изделия второй группы формуются по два в формовочном отсеке. Изделия третьей и четвертой целесообразно формовать совместно, то есть в каждом формовочном отсеке формуется одно изделие третьей и одно изделие чет-
вертой группы, разделенных между собой дополнительной перегородкой.
Режим тепловой обработки в кассете принимается по ОНТП 07-85 [16] в зависимости от класса бетона и толщины изделий.

-49-
При классе бетона В15 и толщине изделий 100...200 мм режим теп-
ловой обработки составит 9,5(1+4+4,5) часов. Для ускорения твердения бе-
тона в его состав предусмотрено введение Na2SО4 в количестве 1,5 % от мас-
сы цемента. Введение ускорителя твердения позволяет уменьшить про-
должительность режима на 0,5... 1,0 час. При введении Na2S04 в количестве
1,5 % от массы цемента уменьшим продолжительность стадии выдер-
живания бетона без подачи пара (стадию охлаждения изделий). Таким об-
разом, продолжительность режима тепловой обработки составит 9,0(1,0+ 4,0+ 4,0) часов.
7. По таблице 7 настоящего "Учебного пособия..." (или по ОНТП 0785 [16]) определяем максимально допустимую длительность операций для десятиотсечной кассеты:
-длительность распалубки tp=l час;
-длительность подготовки кассеты к бетонированию tпод=2 часа;
-продолжительность бетонирования tбет=1 час.
8.Цикл работы кассеты и ориентировочный коэффициент обо-
рачиваемости кассеты определятся по формулам 4 и 3:
9.Количество отсекоформовок рассчитывается по формуле 7
иприведено в таблице 10.