

Рис. 96
Сварка плавлением
Сварка плавлением — это процесс соединения двух деталей, или заготовок в результате кристаллизации общей сварочной ванны, полученной расплавлением соединяемых кромок. Источник энергии при сварке плавлением должен быть большой мощности, высокой сосредоточенности, то есть концентрировать выделяющуюся энергию на малой площади сварочной ванны и успевать расплавлять все новые и новые участки металла, обеспечивая этим определенную скорость процесса.
Процесс сварки (2 — сварочный шов) плавлением осуществляется источником энергии 1, движущимся по свариваемым кромкам 3 с заданной скоростью (рис. 97). Размеры и форма сварочной ванны зависят от мощности источника и от скорости его перемещения, а также от теплофизических свойств металла.
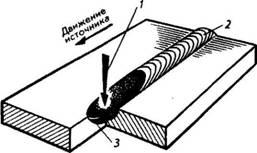
Рис. 97
В сварном соединении принято различать три области (рис. 98): основной металл — соединяемые части будущего изделия, предназначенного для эксплуатации; зона термического влияния (околошовная зона) — участки металла, в которых он находится некоторое время при высокой температуре, доходящей на линии сплавления до температуры плавления металла;сварной шов — металл шва, представляющий литую структуру с характерными особенностями.
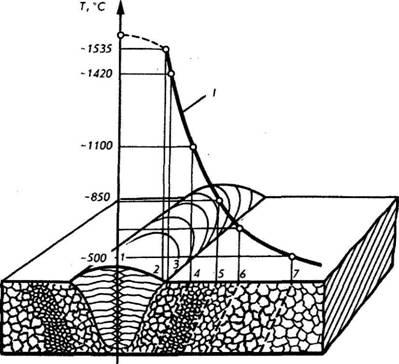
Рис. 98
Каждый вид сварочного процесса имеет свои особенности и находит применение в той или иной сфере производства, где он дает необходимое качество изделия и экономически целесообразен. Наиболее широкое применение для сварки металлов плавлением нашли газовая и дуговая виды сварки.
При газовой (или автогенной) сварке в качестве источника энергии используют пламя ацетиленокислородной горелки (рис. 99), имеющей высокую температуру (около 3000°С) и значительную мощность, зависящую от количества ацетилена (8 — редуктор для регулирования величины подачи газа), сгорающего в секунду. Кислород 1 из кислородного баллона 10 и ацетилен 2 из ацетиленового баллона 9 подаются по шлангам 7 в газовую горелку, где образуется горючая смесь 3. На выходе из сопла горелки возникает пламя. Когда нагреваемое место свариваемых деталей доводится до расплавленного состояния, к пламени подводят присадочный материал 4, который, расплавляясь вместе с кромками детали 5, образует сварочный шов 6.

Рис. 99
Дуговая сварка. При дуговой сварке (рис. 100) в качестве источника энергии 2 используется электрический дуговой разряд 3, возникающий при присоединении свариваемых деталей 1 к одному, а электрода 4 — к другому полюсу источника тока. Движение электрода с дуговым разрядом и подведенным в его зону присадочным материалом (в виде прутка) 5 относительно кромок изделия заставляет перемещаться сварочную ванну, образующую сварной шов 6.

Рис. 100
Электрошлаковая сварка применяется для автоматической сварки вертикальных швов из металла большой толщины.
Электрошлаковая сварка. При электрошлаковой сварке (рис. 101) свариваемые детали устанавливают вертикально и собирают под сварку с зазором между кромками. Электродные проволоки 5 (их может быть несколько и притом разного состава) подаются силовыми роликами 4 через изогнутые токопроводящие мундштуки 6 в зазор между свариваемыми деталями 1. В процессе сварки автомат движется вверх по направляющим, а мундштуки совершают колебательные движения, подавая проволоки в жидкую шлаковую ванну 2, в которой они расплавляются при температуре Т равной 1539°С вместе с металлом сплавляющихся кромок и образуют сварной шов 8. Жидкая шлаковая и металлическая ванны удерживаются поднимающимися вместе с автоматом медными ползунами 7, охлаждаемыми изнутри водой. Шлак 3, отделяясь от металла, всплывает.

Рис. 101
Плазменная сварка. При плазменной сварке используют дуговой разряд в плазмотроне, который дает плазменную струю 1 с очень высокой температурой (рис. 102).
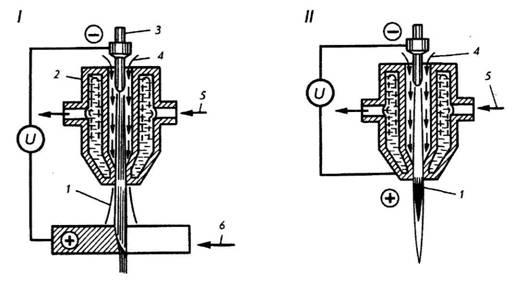
Рис. 102
Плазмотрон представляет собой прибор 2, в котором дуговой разряд 3 возбуждается в канале 4, и давлением газа (аргона, азота, воздуха) столб дуги растягивается и вырывается из сопла, охлаждаемого проточной водой 5, за пределы плазмотрона. Может быть два типа плазмотронов: с собственным анодом, на который замыкается разряд за счет дрейфа электронов, или дугой косвенного действия — дуговой разряд возникает между двумя электродами, но не замыкается на изделие 6. В сварочной технике чаще используют плазмотрон второго типа. Плазменная сварка и обработка материалов нашла широкое применение в промышленности.
При сварке алюминиевых сплавов качество сварных соединений зависит от надежности защиты зоны сварки инертным газом и от подготовки кромок изделия.
Аргонодуговая сварка. Так для аргонодуговой сварки (3 сопло) алюминия применяют плавящийся электрод-проволоку 7, совпадающую по составу с основным металлом свариваемых изделий 2 или непла- вящийся вольфрамовый электрод (рис. 103). Для ответственных конструкций чаще применяют последний метод, при этом присадочный металл подают сбоку непосредственно в дуговой разряд 4, 5, 6 или в сварочную ванну 1 рядом с дуговым разрядом.

Рис. 103
Аргонодуговую сварку применяют также для соединения деталей и з титана и его сплавов. Титан — металл, напоминающий по внешнему виду сталь, обладает также весьма высокой химической активностью, несколько уступая в этом отношении алюминия. Титан имеет температуру плавления — 1668° С.
При обычной температуре титан очень устойчив к воздействию окружающей среды, так как закрыт окисной пленкой. В таком пассивном состоянии он даже устойчивее, чем коррозионно-стойкая сталь. При высоких температурах окисный слой перестает защищать титан. При температуре выше 500° С он начинает активно реагировать с окружающей средой. Поэтому титан и его сплавы можно сваривать (рис. 104) только в защитной атмосфере аргона, с которым он реагировать не может.
Технологии сварки плавлением
Способы сварки плавлением обычно классифицируются по трем признакам: источнику нагрева металла; способу защиты расплавленного металла от окружающей атмосферы; степени механизации процесса сварки. В зависимости от источника нагрева металла способы сварки плавлением делятся на следующие:
дуговая сварка (источник нагрева металла – свободно горящая между электродом и изделием электрическая дуга);
плазменная сварка (источник нагрева металла – сжатая электрическая дуга, через которую со сверхзвуковой скоростью продувается газ, приобретающий свойства плазмы);
электрошлаковая сварка (источник нагрева металла – расплавленный флюс (шлак), по которому протекает электрический ток);
электронно-лучевая сварка (источник нагрева металла – кинетическая энергия электронов, движущихся в вакууме под действием мощного электрического поля);
лазерная сварка (источник нагрева металла – луч оптического квантового генератора (лазера) в световом или инфракрасном диапазоне);
газовая сварка (источник нагрева металла – высокотемпературное пламя, образующееся при сгорании газа в смеси с кислородом).
Первые пять способов иногда называют способами электрической сварки плавлением. Последний относят к газопламенной обработке металлов, поскольку электрическая энергия для его осуществления не используется. Наиболее распространенной среди способом сварки плавлением является дуговая сварка.
Для получения качественного сварного соединения расплавленный металл в процессе сварки необходимо защищать от окружающей атмосферы. В зависимости от применяемой защиты различают следующие способы сварки:
покрытыми электродами (роль защиты выполняет покрытие электрода, разлагающееся при нагреве);
под флюсом (защита осуществляется с помощью специального порошка (флюса), который подается в зону сварки из бункера);
в защитных газах (защита осуществляется с помощью газа, который, как правило, подается через сопло сварочной горелки);
порошковой проволокой (функцию защиты выполняет предварительно засыпанный в трубчатую сварочную проволоку порошок, который при нагреве разлагается с образованием газа и шлака);
в вакууме (расплавленный металл изолирован от окружающей атмосферы вакуумом, который создается в камере, где осуществляется сварка).
Для каждого способа сварки в классификации по источнику нагрева применяется тот или иной способ защиты. Для дуговой сварки могут применяться все пять способов защиты расплавленного металла от атмосферы. Электронно-лучевая сварка выполняется только в вакууме, электрошлаковая – только под флюсом, плазменная – только в защитных газах.
Еще одним признаком классификации, который чаще всего используется применительно к дуговой сварке, является степень механизации процесса. В процессе сварки к основным операциям относятся подача электрода или проволоки в зону сварки и перемещение дуги вдоль свариваемых кромок. Если обе операции выполняются сварщиком вручную, сварка называется ручной. Если механизирована подача проволоки, сварку называют механизированной или полуавтоматической. Если механизированы обе операции – подача проволоки и перемещение дуги, сварку называют автоматической.
Таким образом, полное название известного способа ручной сварки будет следующим: ручная дуговая сварка покрытыми электродами. В полное название включены все три признака классификации: по степени механизации – ручная; по способу защиты – покрытыми электродами; по источнику нагрева – дуговая.