

6.2 Принципиальная схема приспособления
Возможны два варианта закрепления заготовки по способу расположения и принципу действия зажима. По первому способу зажим действует снизу через отверстие в заготовке на конусную оправку, которая разжимает цангу, закрепляя и центрируя деталь (рис. 6.3 а). По второму способу зажим действует сверху через Г-образные прихваты (рис.6.3б).
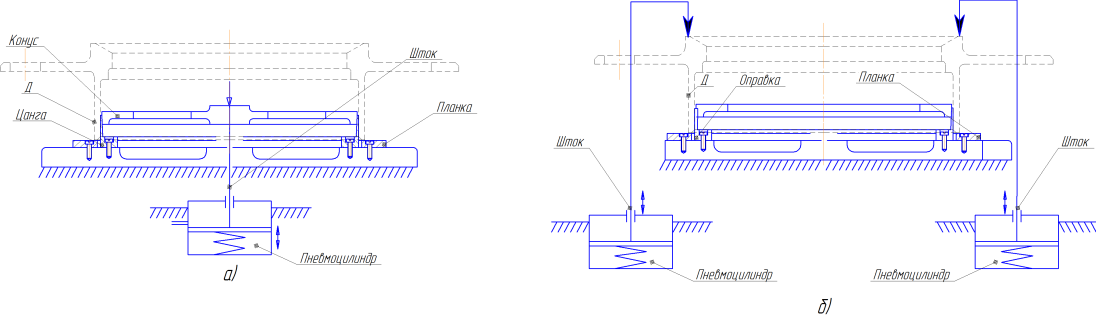
Рисунок 6.3 – Схемы установки, реализующие предложенную схему базирования
Вариант 6.3а является более предпочтительным в данном случае за счет того, что данная схема закрепления обеспечивает быстрое закрепление, не требует дополнительных съемных или поворотных элементов (Г-образные прихваты) ,которые необходимы при варианте на рисунке 6.3б. Кроме того, за счет использования в первом случае силового привода (пневмоцилиндра) возможна механизация зажима при небольших габаритах приспособления. Учитывая, что время выполнения рассматриваемой операции соизмеримо со временем установки и снятия заготовки, а производство среднесерийное, принимаем решение о разработке приспособления с механическим зажимом (пневмоцилинрдом).
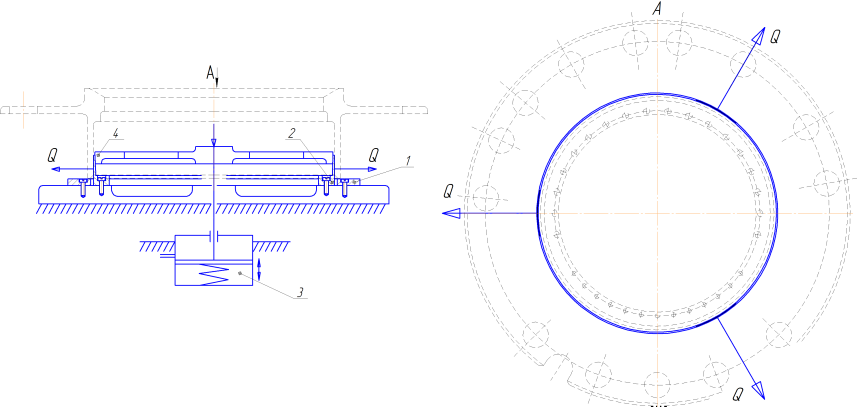
Рисунок 6.4 – Принципиальная схема приспособления:
Установочный элемент, 2 – цанга, 3 – пневмоцилиндр, 4 – конусная оправка
C учетом сказанного выше выполняем принципиальную схему станочного приспособления (рис. 6.4). Особенностью предложенной схемы является конструкция конусной оправки и разжимной цанги, которые обеспечивают центрирование детали, ее закрепление с равномерным распределением силы закрепления. Недостатком конструкции является сложность ее изготовления.
6.3 Расчет силы закрепления с определением характеристик силового привода
Сила закрепления детали в приспособлении должна обеспечить отсутствие сдвига и поворота детали при обработке.
В соответствии с исходными данными обработка выполняется сверлом, схема для которого представлена на рисунке 6.5.

Рисунок 6.5 – Схема резания на рассматриваемой операции
(Мкр. – крутящий момент; Рос – осевая сила резания, действующая в направлении оси сверла)
Из анализа схемы рисунок 6.5 и схемы установки рисунок 6.4 определяем, что заготовка при обработке может:
- провернуться вокруг свое оси под действием крутящего момента Мкр.;
- оторваться от установочного элемента при опрокидывании под действием осевой силы Рос.
Для предотвращения этих смещений заготовку необходимо закрепить, приложив силу, величину которой требуется рассчитать. В начале, составляем расчетную схему, на которой показываем силы, действующие на заготовку в процессе обработки: силы резания, крутящие моменты, силы и моменты трения, силы закрепления, силу тяжести, реакции поверхностей и т.д. (рисунок 6.7).
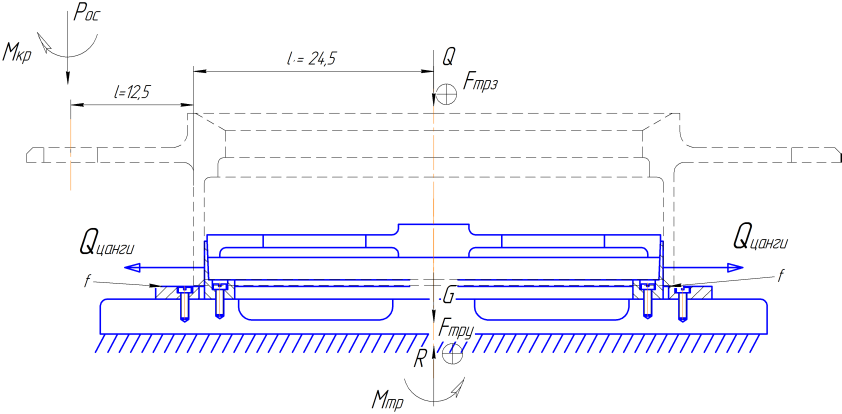
Рисунок .6 – Расчетная схема для составления уравнений равновесия
Удержание заготовки реализуется за счет сил и моментов трения. Это позволяет повысить точность базирования.
1. Расчет требуемой силы закрепления из условия неопрокидывания заготовки под действием осевой силы Рос.
![]() ,
,
![]()
Выразим из уравнения Q
![]() ,
,
где G=mg – сила тяжести;
m – масса детали, кг. Масса детали 0,021 кг;
l – длина, мм;
К - коэффициент запаса.
Значение коэффициента запаса закрепления определим как произведение первичных коэффициентов по [3], стр. 82-85:
![]() .
(6.1)
.
(6.1)
где К0 – коэффициент гарантированного запаса. Принимаем по [3], стр. 85 К0 = 1,5;
К1 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях. Принимаем по [3], стр. 85 К1 = 1;
К2 – коэффициент, характеризует увеличение сил резания вследствие затупления режущего инструмента. Принимаем по [3], стр. 85, таб. 9 К2 = 1;
К3 – коэффициент, учитывает увеличение сил резания при прерывистом резании. Принимаем по [3], стр. 85 К3 = 1;
К4 – коэффициент, характеризует постоянство силы закрепления в зажимном механизме. Принимаем по [3], стр. 85 К4 = 1;
К5 – коэффициент, характеризует эргономику ручных зажимных элементов. Принимаем по [3], стр. 85 К5 = 1;
К6 – коэффициент, учитывается только при наличии крутящего момента, стремящего повернуть заготовку. Принимаем по [3], стр. 85 К6 = 1,5.
Подставим численные значения в формулу, определим коэффициент запаса закрепления
![]()
Принимаем по [3], стр. 85 К = 2,5.
В уравнение подставив численные значения, получим
![]()
Q = 2955 Н
При таком значении силы закрепления отрыв заготовки от установочного элемента под действием осевой силы будет невозможен.
Расчет требуемой силы закрепления из условия непроворачиваемости заготовки под действие крутящего момента Мкр.
![]()
![]()
![]()
![]()
где f - коэффициент трения стали по стали, f = 0,16;
р- давление в зоне контакта цанги с деталью
![]()
![]()
Выразим из уравнения Qцан
![]() .
.
Подставим численные значения
![]()
Произведем расчет силы зажима на цанге
![]() ,
,
Именно это значение силы закрепления предотвратить возможность проворота заготовки при воздействии на нее крутящего момента Мкр.
Таким образом, в результате расчётов были определены два значения силы закрепления, которую требуется приложить к заготовке для предотвращения ее смешения по соответствующим расчетным направлениям.
В качестве требуемой силы закрепления принимаем наибольшую по значению силу из двух расчётных. В нашем случае это сила 16926 Н. Такое значение обеспечит надежное гарантированное закрепление заготовки по всем направлениям.
Диаметр поршня пневмоцилиндра D, мм может быть определен по формуле.
![]() ,
(6.2)
,
(6.2)
где Q – сила на штоке пневмоцилиндра, Н;
р – давление сжатого воздуха, МПа. Принимаем равным стандартному давлению в централизованной сети предприятия р = 0,5 МПа;
η – КПД, учитывающий потери в пневмоцилиндре, η = 0,9.
Принимая силу на штоке пневмоцилиндра равную силе закрепления, получим величину диаметра поршня:
![]()
Округляя полученное значение в большую сторону, согласно [12] выбираем пневмоцилиндр с диаметром поршня 220 мм. В целях увеличения производительности труда выбираем пневмоцилиндр двустороннего действия.
Таким образом, сила на штоке пневмоцилиндра при давлении воздуха в бесштоковой полости составит
![]() ,
Н.
,
Н.
Сила на штоке при давлении воздуха в штоковой полости может быть определено по формуле:
![]() ,
(6.3)
,
(6.3)
где d – диаметр штока, мм. У пневмоцилиндра с диаметром поршня 220 мм диаметр штока составляет 70 мм.
Тогда сила на штоке пневмоцилиндра при давлении воздуха в штоковой полости составит:
![]() Н.
Н.
6.4 Расчет приспособления на точность
Чтобы обработать деталь на станке, необходимо выдержать заданную точность размеров и формы поверхностей.
При построении технологического процесса и выборе оборудования и приспособлений необходимо учитывать возможность обеспечения заданной точности. Производим расчёт точности станочного приспособления. Расчет приспособление по позиционному допуску R0,1 Ø 5,5+0,12, остальные размеры обеспечиваются программой ЧПУ или инструментом и не зависят от приспособления. Для этого воспользуемся по [1], с. 62, формула (1.19) неравенством:
![]() (6.4)
(6.4)
![]()
где ε∑ – суммарная погрешность по выполняемому операционному размеру, возникающая на данной технологической операции;
εобр – погрешность, свойственная методу обработки на рассматриваемой операции, εобр=0,01 мм по [1] стр. 65 табл. 2.7;
εн – погрешность настройки технологической системы на выполняемый размер (погрешность настройки), εн=0,010 мм по [1] стр. 68 табл. 2.9;
εпр – погрешность, связанная с фактическим расположением заготовки в приспособлении (погрешность приспособления);
εдр – другие погрешности, обусловленные факторами, независящими от метода обработки, способа настройки и конструкции приспособления.
![]()
Определим расчетом допускаемую погрешность приспособления по выполняемому размеру по [1] стр. 63 формула 2.19
![]() (6.5)
(6.5)
где
[![]() ]
– допустимая погрешность приспособления,
]
– допустимая погрешность приспособления,
kT - коэффициент, учитывающий отклонение рассеяния составляющих величин от нормального закона распределения, kT = 1,2.
![]() ,
,
Определим расчетом ожидаемую погрешность приспособления по выполняемому размеру по [1] стр. 69 формула 2.23
![]() , (13.6)
, (13.6)
где![]() погрешность
не совмещения баз, возникает при
несовмещении измерительной и
технологической баз заготовки при ее
установке в приспособление,
погрешность
не совмещения баз, возникает при
несовмещении измерительной и
технологической баз заготовки при ее
установке в приспособление,
![]() ;
;
![]() погрешность
от смещения инструмента определяется
точностью направления инструмента
относительно положения обрабатываемой
заготовки (только кондуктора),
погрешность
от смещения инструмента определяется
точностью направления инструмента
относительно положения обрабатываемой
заготовки (только кондуктора),
![]() ;
;
![]() погрешность
износа, вызвана износом установочных
элементом приспособлений, она характеризует
отклонение заготовки от требуемого
положения вследствие износа установочных
элементов в направлении выполняемых
размеров,
погрешность
износа, вызвана износом установочных
элементом приспособлений, она характеризует
отклонение заготовки от требуемого
положения вследствие износа установочных
элементов в направлении выполняемых
размеров,
![]() ;
;
![]() погрешность
установки приспособления на станке,
зависит смещения или перекоса корпуса
приспособления на столе, планшайбе или
шпинделе станка, что обусловлено
неточностью изготовления посадочных
мест корпуса приспособления,
погрешность
установки приспособления на станке,
зависит смещения или перекоса корпуса
приспособления на столе, планшайбе или
шпинделе станка, что обусловлено
неточностью изготовления посадочных
мест корпуса приспособления,
![]() ;
;
погрешность, возникающая в результате закрепления заготовки при ее закреплении в приспособлении. Принимаем по [1] стр. 71-73 таблицы 2.11 ;
погрешность,
связанная с неточностью изготовления
деталей приспособления и его сборки
![]()
Подставим значения в формулу (13.6), определим погрешность приспособления
![]()
![]()
![]() -
условие выполняется
-
условие выполняется