

8.3 Мероприятия по совершенствованию работы участка горячего прессования на оао «Борисовский док»
Как видно из рисунка 8.1, перед каландровым прессом стоит установка ТВЧ (21). Предлагаем использовать обработку ковра токами высокой частоты, предварительно прогревая его в установке (21) на всю его глубину до 60℃, чтобы обеспечить надёжное отверждение связующего внутри плиты.
Для нагрева ковра прессуемого материала применяют микроволны в частотном диапазоне 2400−2500 МГц, при этом микроволны для каждой стороны прессования создаются в 20−300 генераторах микроволн с магнетронами мощностью 3−50 кВт каждый. Решение для устройства для осуществления этого способа или для самостоятельного устройства состоит в том, что в печи непрерывного действия на одной стороне прессования расположено 20−300 генераторов микроволн с магнетронами мощностью 3−50 кВт, работающими в диапазоне частот 2400−2500 МГц.
Для микроволнового излучения с помощью соответствующих расчетов и опытов было неожиданным образом установлено, что при предварительно уплотненном ковре прессуемого материала из MDF или аналогичного материала достигается глубина проникновения примерно 200 мм при частоте 2450 МГц.
Большое количество генераторов, которое необходимо для устройства и способа, благоприятным образом приводит к небольшому размеру отверстий излучения при применяемой микроволновой частоте. Размер отверстий составляет примерно 2×5 см. Поэтому можно располагать несколько генераторов по ширине и в небольшом конструктивном пространстве. Опоры полых волноводов на выходе предпочтительно закрыты для защиты от возможного пылеобразования.
Микроволновый генератор предпочтительно выполнен в виде модулей, и его можно на месте разбирать на отдельные части для их ремонта или замены. Можно также весь микроволновый генератор (включая магнетрон, циркулятор и тюнер и т.д.) выполнять в виде модуля и снабжать быстродействующими замками для монтажа и демонтажа. Таким образом, вышедшие из строя микроволновые генераторы можно быстро и без проблем удалять из устройства и заменять новыми.
В установке, соответственно, в устройстве может быть расположен детектор металла для обследования ковров прессуемого материала перед микроволновым нагревом на присутствие металлических частей. Особенно критичными являются металлические части с размерами по длине больше 1/4 длины волны (примерно 40 мм). В этом случае за счет образования искр может происходить возгорание ковра прессуемого материала. Поскольку в этом случае к таким последствиям могут приводить не только магнитные части и их невозможно удалять из ковра прессуемого материала с помощью обычных магнитных отделителей, то перед нагревом ковра прессуемого материала должна быть предусмотрена возможность его сброса для удаления, или же микроволновые генераторы выключаются при прохождении опознанной металлической части, и сброс не нагретого, тем самым, ковра прессуемого материала можно осуществлять затем перед прессом. Тем не менее проходящие ковры прессуемого материала необходимо проверять на предмет образования искр и возгораний. Это осуществляется с помощью обычных датчиков и измерительной техники. Одновременно в устройстве предпочтительно имеются средства для тушения пожаров, или же они интегрированы в производственный цех на месте.
Формовочная лента имеет большую ширину, чем используемая в печи непрерывного действия лента, пригодная для микроволнового нагрева. Последняя выполнена предпочтительно из Kevlar®. Это обусловливается необходимостью формирования очень широкого ковра, который затем обрезают по бокам на 10−20%, поскольку края сформированного ковра прессуемого материала, как правило, имеют неравномерности, такие как, например, погрешности настилания или непреднамеренное увеличение плотности. Например, имеющий ширину 2500 мм ковер прессуемого материала обрезается по бокам перед входом в предварительный пресс до ширины 2250 мм. Таким образом, достаточно, если используемая в зоне обработки микроволнами лента в проходной печи непрерывного действия имеет ширину 2300 мм. Это предпочтительно для необходимого выполнения экранирования краевых излучений из микроволновых генераторов в проходной печи. Предпочтительно на продольных сторонах предусмотрены стационарные, а у входа и выхода из проходной печи подвижные поглощающие средства, соответственно, элементы, которые улавливают краевое и рассеянное излучение. Особое внимание должно уделяться сохранению влажности в ковре прессуемого материала, и для предотвращения потери влажности во время нагревания за счет испарения влаги может быть необходимо предусматривать также лежащую на ковре прессуемого материала бесконечно циркулирующую пластмассовую ленту. Нагревание с помощью микроволн предпочтительно вызывает равномерное распределение температуры в пределах ±7°С в ковре (14) (рисунок 8.2) прессуемого материала по длине и ширине.
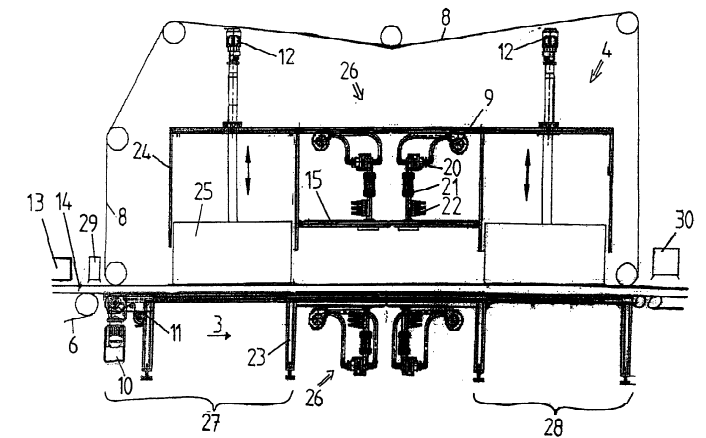
1 – непрерывно работающий пресс; 2 – прижимная нагревательная плита в прессе 1; 3 – рабочее направление; 4 – проходная печь непрерывного действия; 5 – тела качения; 6 – формовочная лента; 7 – стальные ленты; 8 – верхняя пластмассовая лента; 9 – водяное охлаждение; 10 – привод для ленты 11; 11 – нижняя пластмассовая лента; 12 – устройство регулирования высоты; 13 – детектор металла; 14 – ковер прессуемого материала; 15 – удерживающая рама для генераторов 26; 16 – участок настилания; 17 – предварительный пресс; 18 – нижняя направляющая лента; 19 – прижимная лента; 20 – магнетрон; 21 – циркулятор; 22 – тюнер; 23 – нижняя рама; 24 – верхняя рама; 25 – поглощающие элементы; 26 – поглощающие элементы; 27 – вход; 28 – выход; 29 – датчики
Рисунок 8.2 – Устройство для предварительного нагрева ковра прессуемого материала с помощью микроволн
Как показано на рисунке 8.2, простое устройство проходной печи (4) выполнено следующим образом. На нижней раме (23) происходит циркуляция нижней пластмассовой ленты (11) с помощью соответствующего привода (11). При этом формовочная лента (6) передает ковер (14) прессуемого материала на нижнюю пластмассовую ленту (11). Зазор между обеими циркулирующими бесконечными лентами перекрывается ковром (14) прессуемого материала, в противном случае предусматривают средства, которые обеспечивают переход без повреждений ковра (14) прессуемого материала на нижнюю пластмассовую ленту (11) проходной печи (4). На верхней раме (24) расположено устройство (12) регулирования высоты предусмотренных у входа (27) и выхода (28) проходной печи (4) поглощающих элементов (25) с целью правильного экранирования создаваемого микроволновыми генераторами 26) микроволнового излучения и обеспечения предварительного нагрева ковров (14) прессуемого материала различной высоты. Аналогичным образом можно регулировать по ширине вход (27) и выход (28). Это регулирование ширины и высоты для верхней циркулирующей пластмассовой ленты (8) не изображено. Поглощающие элементы (25) могут быть выполнены, например, в виде абсорбирующих камней или сосудов с водой. Однако наряду с поглощающими элементами (25) могут быть также предусмотрены рефлекторы (например, перфорированные металлические листы или другие подходящие средства) или комбинация из этих двух возможностей. Рефлекторы предпочтительно расположены так, что они направляют рассеянное излучение снова непосредственно в ковер (14) прессуемого материала. Кроме того, могут быть предусмотрены датчики (29), которые измеряют толщину и ширину ковра (14) прессуемого материала и соответствующим образом устанавливают вход (27) и выход (28) для ковра (14) прессуемого материала. На удерживающей раме (15) в середине проходной печи (4) расположены микроволновые генераторы (26). Микроволновый генератор (26) состоит, по меньшей мере, из одного магнетрона (20), согласованного циркулятора (21) и тюнера (22). Тюнер (22) осуществляет тонкую настройку микроволнового излучения, соответственно, его ориентации, в то время как циркулятор (21) принимает отраженные микроволны и подает для дальнейшего применения. При этом в большинстве случаев нагревают прежде всего воду из водяного охлаждения (9) для поглощения избыточного микроволнового излучения. Позицией (13) обозначен детектор металла устройства. Он может быть также расположен в зависимости от выполнения установки непосредственно над формовочной лентой (6) перед проходной печью (4). В этом случае предпочтительно предусмотреть возможность сбрасывания или удаления имеющего металлические части ковра прессуемого материала перед проходной печью (4). В качестве альтернативного решения или же когда детектор (13) металла расположен внутри пути циркуляции пластмассовых лент (8), (11) перед поглощающими элементами, микроволновые генераторы (26) во время прохождения куска металла на короткое время выключаются и часть ковра (14) прессуемого материала, которая не нагревалась, сбрасывается с помощью расположенного вблизи пресса (1) приспособления.
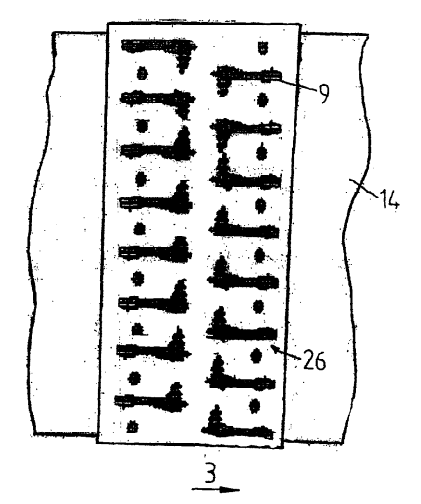
3 – рабочее направление; 9 – водяное охлаждение; 14 – ковер прессуемого материала; 26 – поглощающие элементы
Рисунок 8.3 – Устройство для предварительного нагрева ковра прессуемого материала со схемой расположения микроволновых генераторов, вид сверху
На рисунке 8.3 на виде сверху показано множество необходимых микроволновых генераторов (26) по ширине ковра (14) прессуемого материала, который транспортируется в рабочем направлении (3) к непрерывно работающему прессу (1). Специалисту понятно, что ввод микроволнового излучения должен осуществляться со стороны прессуемых поверхностей, которые затем приходят в контакт со стальными лентами (7) пресса (1). Ввод микроволнового излучения через узкие, соответственно, продольные поверхности края ковра прессуемого материала нецелесообразен на основании теоретически и практически определенной глубины проникновения. Относительно удобства технического обслуживания установки предпочтительно предусмотреть в проходной печи (4) модульное выполнение отдельных частей микроволнового генератора (26), таких как магнетрон (20), циркулятор (21), тюнер (22), и предусмотреть их быструю замену в случае дефекта или для ремонта. В качестве альтернативного решения или дополнительно предпочтительно, если в проходной печи (4) каждый микроволновый генератор (26) выполнен в виде отдельного модуля и имеет при необходимости быстродействующие соединения для демонтажа и монтажа. Для повышения рабочей безопасности в проходной печи (4) или на ней могут быть предусмотрены датчики для обнаружения искр и/или возгораний в ковре (14) прессуемого материала и/или на нем и/или средства для тушения пожара [6].
Таким образом, внедрение установки токов высокой частоты позволяет достичь большей производительности технологической линии производства древесноволокнистых плит за счет предварительного прогрева древесноволокнистого ковра перед прессовым оборудованием.