

4.6.(4.7.) Типовые компоновки гибких произ-ых модулей (гпм) для обработки тел вращения.
Основные понятия
Термины и определения видов гибких производственных систем устанавливает ГОСТ 26228-84.
Гибкая производственная система (ГПС) -совокупность или отдельная единица технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. ГПС по организационной структуре подразделяют на следующие уровни: гибкий производственный модуль — первый уровень; гибкая автоматизированная линия и гибкий автоматизированный участок — второй уровень; гибкий автоматизированный цех — третий уровень; гибкий автоматизированный завод — четвертый уровень. По степени автоматизации ГПС подразделяют на следующие ступени: гибкий производсгвенный комплекс — первая ступень; гибкое автоматизированное производство — вторая ступень. Если не требуется указания уровня организационной структуры производства или ступеней автоматизации, то применяют обобщающий термин «гибкая производственная система».
Гибкий производственный модуль (ГПМ) — ГПС, состоящая из единицы технологического оборудования, оснащенная автоматизированным устройством программного управления и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные циклы и имеющая возможность встраивания в систему более высокого уровня. Частным случаем ГПМ является роботизированный технологический комплекс (РТК) при условии возможности его встраивания в систему более высокого уровня. В общем случае в ГПМ входят накопители, приспособления-спутники (палеты), устройства загрузки и разгрузки, в том числе промышленные роботы (ПР), устройства замены оснастки, удаления отходов, автоматизированного контроля, включая диагностирование, переналадки и т. д.
Примеры структур гибких производственных систем механической обработки деталей и их характеристики
Так как ГПС в основном применяют в серийном производстве, то в основу системы входит станок с ЧПУ Загрузка и разгрузка его проводится с помощью промышленного робота или автоматизированного загрузочного устройства (АЗУ) Смена инструмента осуществляется из магазина инструментов или револьверной головки ГПМ обладает способностью подсоединения к центральной транс-портно-складской системе, системе инструментального обеспечения и управляющим устройствам высшего ранга
Основные характеристики ГПМ способность работать ограниченное (3 — 12 ч) время без непосредственного участия оператора, автоматическое выполнение операций, легкость наладки, устранения простоев и введения изменений в управление, легкость встраивания в существующие производства и в ГПС ботее высокого уровня, экономическая эффективность
Не следует считать, что любой станок с ЧПУ может входить в ГПМ без всяких переделок Основными требованиями ко всем этементам ГПС являются высокая надежность и автоматизация всех основных вспомогательных и рабочих ходов Даже ГПМ должен иметь в своем составе транспортно-накопи-тельную систему контролыю-измеритетьную и диагностическую системы систему уда тения стружки Например, токарный станок с ЧПУ встраиваемый в ГПС должен быть снабжен системами контроля состояния инструмента, смены инструмента и удаления стружки
Простейший ГПМ включает станок с ЧПУ типа «обрабатывающий центр» (ОЦ) с одним или двумя инструментальными магазинами Станок имеет два рабочих стола i рис 1,а) Заготовку устанавливают на стол вручную, в то время как на другом сто те изготовляется деталь Совмещение времени установки с временем обработки дает выигрыш в производительности Более совершенным является ГПМ, содержащий станок типа ОЦ с одним или с двумя магазинами инструментов (рис 1 б) Шаговый конвейер — накопитель паллет с 4, 6, 8 или 12 заготовками позволяет длительное время вести обработку с ограниченным участием оператора. На таких ГПМ можно обрабатывать различные детали разнообразными инструментами.
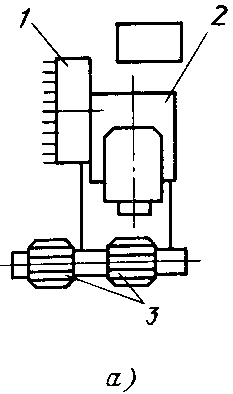
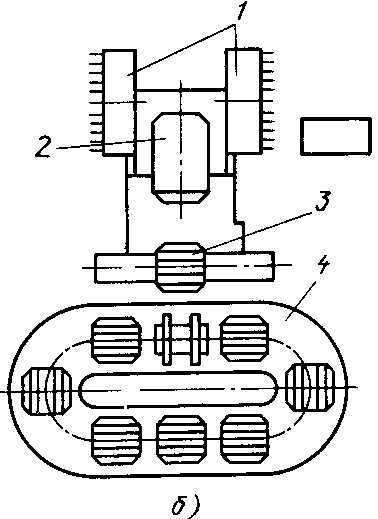
Рис. 1. Гибкий производственный модуль, содержащий один станок с ЧПУ: а —с двумя маятниковыми рабочими сюлами; 6 — с автоматизированным загрузочным устройством 7 — магазины с инс!р\ментами. 2 — станок с ЧПУ: 5 — стол станка. 4 — автомашзированное загрузочное устройство (шаговый конвейер-накопитель налет)
ГПМ со стендовым (стационарным) накопителем веерного типа характеризуется тем, что число стендов-позиций накопления заготовок может наращиваться постепенно, что позволяет уменьшить первоначальные затраты. Заготовки со стендов на станок перегружаются с помощью поворотного стола. Загрузка заготовок в накопитель может осуществляться роботом или роботкаром. Отсутствие механизма конвейера упрощает конструкцию, увеличивает надежность (рис. 2).
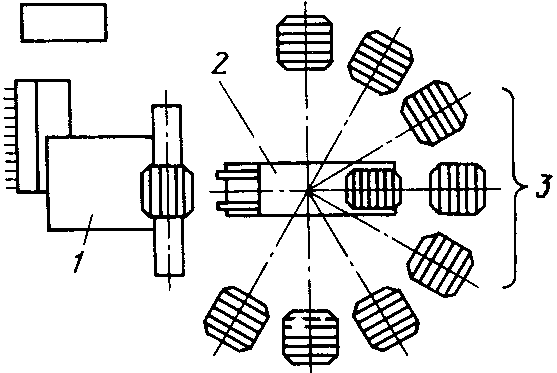
Рис. 2. Гибкий произво (ственный модуль со стендовым накопителем веерного типа: / — станок с ЧПУ; 2 - поворотный стол-перегружагель; 3-веерный накопитель заготовок, установленных на налетах
ГПМ, показанный на рис. 3, отличается от предшествующих тем, что имеет две системы смены инструмента: одна — из магазина, авторая обеспечивает замену многошпиндельных головок.
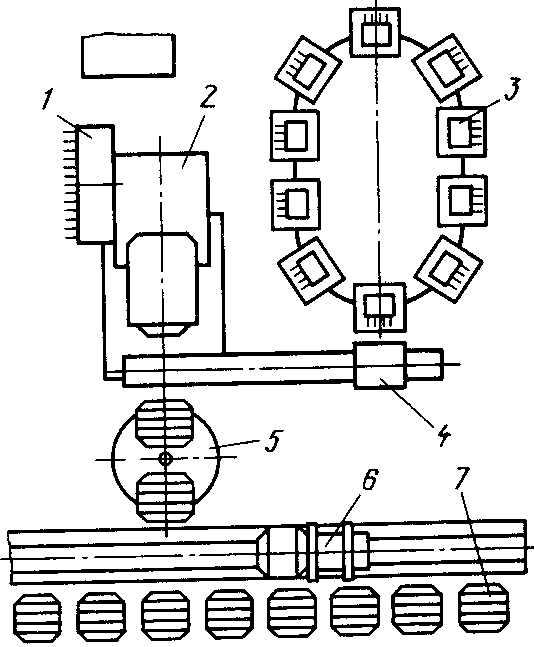
Рис. 3. Гибкий производственный модуль с автоматизированными системами смены инструмента из магазина и шпиндельных головок из накопителя:
/ — магазин с инструментами, 2 — станок с ЧПУ 3— накопитель шпиндельных головок (коробок);
4- перегружатель i оловок, 5 — поворотный стол станка. 6 — рельсовая тележка — загружатель заготовок; 7 — стенд — накопитель паллет с заготовками
Применение в ГПС оборудования с многошпиндельными головками обеспечивает возможность совмещения переходов обработки и вследствие этого — высокую производительность. Смена головок может проводиться из магазина (рис. 4, а и 6), поворотом револьверной головки (рис. 4, в), поворотом стола (рис. 4, г). Использование специальных шпиндельных насадок на станке с горизонтальным шпинделем (рис. 5) позволяет вести обработку вертикально расположенными инструментами, что обеспечивает возможность обработки детали с пяти сторон. Этой же цели можно достичь применением специального поворотного стола.
Рассмотренные выше ГПМ содержали сверлильно-фрезерно-расточные станки с ЧПУ. Как основное оборудование, в ГПМ широко применяют также токарные станки с ЧПУ и токарно-фрезерные станки типа ОЦ. Инструмент меняется из магазина или путем поворота револьверной головки. Применяют станки с одним или двумя шпинделями. На станке с двумя шпинделями обрабатывают одну деталь за два установа или несколько разных деталей. Наличие шпинделя для сверления и фрезерования позволяет полностью изготовить деталь типа тел вращения с отвер стиями, пазами, канавками, произвольно расположенными относительно оси вращения. В таких ГПМ загрузку деталей наиболее часто осуществляют с помощью промышленных роботов (рис. 6)……………………….
1. ГПМ на базе универсальных напольных роботов (рис 5.6.1). Для сокращения времени на смену заготовокроботы делают с двумя руками или с двумя схватами.
Недостаток: загромождение роботом зоны, что препятствуетналадке и контролю; низкая точность установки вследствие большого вылета рук.
2. ГПМ на базе навесных или встроенных роботов в основном для патронной обр-ки: а) (рис 5.6.2) робот МП10, станок 16К20. Недостаток:-загромождение рабочей зоны;-низкая грузоподъёмность; б) (рис 5.6.3) достоинства:-открытая рабочая зона;- позиц-ия робота при взятии заг-к из накопителей по двум координатам. Недостаток: низкая грузоподъёмность при обр-ке патронных деталей.
3. ГПМ на базе портальных роботов (рис 5.6.4). Дост-ва: открытая рабочая зона; высокая грузопод-ть; возм-ть обслуж-ия одним роботом несколько станков.
Накопление деталей в ГПМ: использ-ся конвеерные накопители.
а) тактовый стол конвеерного типа (24 пластины) (рис 5.6.5)
Достоинства-простота и дешевизна механизма.
б) накопители конв-го типа со сменными палетами (рис 5.6.6). 6 или 8 палет, которые могут авт-ки обмен-ся с трансп-ой системой. Недостаток: усложнение констр-ии вслед-ии двух типов перемещения: тактовые перемещения между палетами и коорд-ое перем-ие между рядами деталей; необх-ть прогр-ния коорд-ых перемещений.
в) линейные тактовые столы (рис 5.6.7). стол подаётся на величину шага t.
г) тактовые столы со штабелированием (рис 5.6.8). Достоинства: большой объём накопления деталей……..
Типовые компоновки (ГПМ) для обработки тел вращения.
Станочный комплекс модели БРСК-01 предназначен для токарной обработки тел вращения в том числе и криволинейными резьбовыми поверхностями, из штучных заготовок диаметром до 200 мм, длиной от 20 до 100 мм, массой до 10 кг в условиях мелко и серийного многономенклатурного производства. В состав комплекса входят:
Токарно-револьвсрный станок модели 1В340ПФЗО с вертикальной осью вращения восьмипозиционной револьверной головки на крестовом суппорте, оснащенный оперативной системой ЧПУ «Электроника НЦ-ТМ-01 Примышленный робот модели М20Ц портального типа, двурукий, грузоподъемностью 20 кг (2x10);
Тактовый восьмипозиционный стол для заготовок, одна из позиций которого служит для первоначальной выгрузки обработанных деталей. В дальнейшем обработанные детали укладываются на другие позиции, из которых выгружены все заготовки,
Наиболее высоким уровнем автоматизации обладает токарный обрабатывающий центр «Модуль ИРТ 180ПМФ4», с контурно- позиционной системой ЧПУ и устройством автоматической смены обрабатываемых деталей предназначен для комплексной высокопроизводительной обработки в условиях автоматизированного производства деталей тел вращения из черных и цветных металлов посредством выполнения следующих операций: точения и нарезания резьб резцами: сверления отверстий по наружной цилиндрической или торцевой поверхности детали: фрезерования плоскостей, поверхностей и пазов сложной конфигурации; нарезания несоосньгх резьб метчиками.
Наибольший диаметр обработки—200 мм.
наибольшая длина обработки—160 мм, наибольшее число устанавливаемых инструментов—24, сверлильно-фрезерных инструментов—12.
Модуль оснащают:
-Устройством автоматической замены инструментального магазина;
-устройством автоматического контроля размеров обрабатываемых деталей;
-устройством автоматического контроля размеров настройки инструмента;
-устройством контроля поломки и износа инструмента;
-промышленным роботом для загрузки заготовок и выгрузки деталей:
-накопителем заготовок и деталей;
-транспортером уборки стружки скребкового типа