

Розділ 1 організація виробничої дільниці
1.1 Розрахунок споживчої кількості обладнання та його завантаження
Визначення ефективного річного фонду часу роботи одного верстата
Фд = [( Др - Дв.д - Дс.д) ×Чд – Д п.с.д. х 2] х Зр х Кр; годин;
де Др. - кількість днів в одному році = 366(розрахунок на 2012 рік;
Дв.д. - кількість вихідних днів (суботи та неділі) = 105;
Дс.д. - кількість святкових днів = 10;
Чд - кількість годин робочого дня = 8,0;
Дп.с.д. - кількість передсвяткових днів = 7 (тривалість робочого дня менше на 1 годину);
Зр - кількість змін роботи обладнання = 2;
Кр - коефіцієнт, який враховує час перебування верстата в ремонті.
Прийнято для середніх верстатів Кр = 0,95 [1]
Фд = [(366-105-10) ×8,0-7×2] ×2×0,95=3789 год
Визначення приведеного випуску деталей
Ппр
=
![]() шт ,
шт ,
де Фд - ефективний річний фонд виробничого часу обладнання, годин;
К3 - плановий коефіцієнт завантаження обладнання, для середньо-серійного типу виробництва Кз = 0,8 [1] ;
Тшт - норма штучного часу на ведучій операції для деталі представника, (3,79 хв);
α - коефіцієнт допустимих витрат на переналагоджування обладнання понад підготовчо-заключний час:
для середньосерійного виробництва α = 0,05... 0,08 [1]
Ппр
=![]() =44433
шт
=44433
шт
В розрахунках прийнято Ппр =44500 шт
Визначення річної трудомісткості на операції
Ттруд=![]() ,
н. год.
,
н. год.
Ттруд
010=![]() 2967
н. год.
2967
н. год.
Ттруд
015
=
![]() 3189
н. год.
3189
н. год.
Ттруд
020
=
![]() 3115
н. год.
3115
н. год.
Ттруд
035=
![]() 3152
н. год.
3152
н. год.
Ттруд
040
=![]() 3115 н. год.
3115 н. год.
Ттруд
045=![]() 2967
н. год
2967
н. год
Ттруд
055
=![]() 6230 н. год.
6230 н. год.
Ттруд
065
=![]() 2922 н. год.
2922 н. год.
1.1.4 Визначення кількості верстатів
ВР=![]()
ВР010=![]() =0,78 верст., прийнято 1 верстат;
=0,78 верст., прийнято 1 верстат;
ВР015=![]() =0,84 верст., прийнято 1 верстат;
=0,84 верст., прийнято 1 верстат;
ВР020=![]() = 0,82 верст., прийнято 1 верстат;
= 0,82 верст., прийнято 1 верстат;
ВР035=![]() =
0,83 верст., прийнято 1 верстат;
=
0,83 верст., прийнято 1 верстат;
ВР045=![]() = 0,82 верст., прийнято 1 верстат
= 0,82 верст., прийнято 1 верстат
ВР050=![]() =0,78
верст., прийнято1 верстат;
=0,78
верст., прийнято1 верстат;
ВР055=![]() =1,64 верст., прийнято 2 верстати;
=1,64 верст., прийнято 2 верстати;
ВР0365=![]() =0,77 верст., прийнято 1 верстат;
=0,77 верст., прийнято 1 верстат;
Всі одержані дані занесено в таблицю 1.1
Таблиця 1.1
Дані розрахунку кількості верстатів
|
№ операції |
Назва операції |
Модель верстата |
Тш.к (проект) хв. |
Кількість верстатів |
Кз |
трудо місткість н.г | |
|
Вр |
Вп | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
010 |
Фрезерно-центрувальна |
МП-76 |
4,0 |
0,78 |
1 |
0,78 |
2967 |
|
015 |
Токарно-автоматна |
1Н713 |
4,3 |
0,84 |
1 |
0,84 |
3189 |
|
020 |
Токарно-автоматна |
1Н713 |
4,2 |
0,82 |
1 |
0,82 |
3115 |
|
035 |
Токарно-автоматна |
1Н713 |
4,25 |
0,83 |
1 |
0,83 |
3152 |
|
040 |
Токарно-автоматна |
1Н713 |
4,2 |
0,82 |
1 |
0,82 |
3115 |
|
Продовження таблиці 1.1 | |||||||
|
|
|
|
|
|
|
|
|
|
045 |
Вертикально-фрезерна |
6Р13 |
4,0 |
0,78 |
1 |
0,78 |
2967 |
|
055 |
Шліце-фрезерна |
5К352 |
8,4 |
1,64 |
2 |
0,82 |
6230 |
|
065 |
Кругло-шліфувальна |
314161Е |
3,94 |
0,77 |
1 |
0,77 |
2922 |
|
Всього |
37,29 |
7,28 |
9 |
6,46 |
27657 | ||
- Визначення середнього коефіцієнта завантаження обладнання на дільниці
Кзсер=![]() ;
;
Кзсер
=![]()
Кзсер =0,81 або 81 %, що для умов середньо - серійного виробництва цілком достатньо.
Графічно завантаження верстатів на проектованій дільниці зображено на гістограмі ( див. рис.1.1)
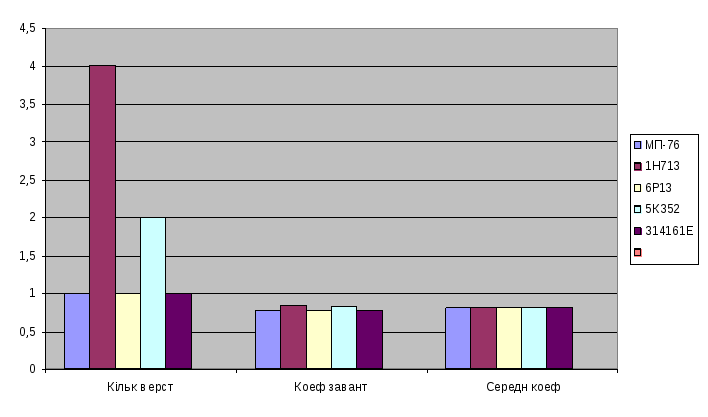
Рис. 1.1 Графік завантаження верстатів на дільниці
Таблиця 1.2
Зведена відомість характеристики верстатного парку механічної дільниці
|
Модель верстата |
Габаритні розміри, мм |
Кількість |
Потужність |
Вартість за прейскурантом, тис.грн. |
ТЗВ 10% тис.грн |
Балансова вартість тис.грн. | ||
|
один |
всього |
один |
всього | |||||
|
МП-76 |
2505×1490 |
1 |
11 |
11 |
70 |
70 |
7 |
77 |
|
1Н713 |
2435×1250×1985 |
4 |
17 |
68 |
84 |
336 |
33,6 |
369,6 |
|
6Р13 |
2570х2252х2430 |
1 |
11 |
11 |
55,0 |
55 |
5,5 |
60,5 |
|
5К352 |
6910 х 2990 х 3460 |
2 |
15 |
30 |
65 |
130 |
13 |
143 |
|
314161Е |
2505х1565х1500 |
1 |
10 |
10 |
95 |
95 |
9,5 |
104,5 |
|
Всього |
9 |
- |
130 |
- |
686 |
- |
754,6 | |
Середня одинична потужність обладнання на механічній дільниці
Рс.п. = Рп/Впр, кВт;
де Рп – підсумкова потужність обладнання, кВт;
Впр – прийнята кількість верстатів на дільниці, шт.
Рс.п. = 130/9= 14,4 кВт.
1.2. Розрахунок виробничої площі дільниці та вартості основних фондів
1.2.1 Визначення загальної площї дільниці
АД=АПИТ×Впр, м2 ;
де АПИТ - питомий показник площі на один верстат. Для середніх вагою до 10000 кг – 16... 25 м2
АД=16×9=144 м2
Загальна площа дільниці
Аз.п.д. = 1,3×144= 187,2 м2
Ширину прольоту прийнято В=12 м (12000 мм), крок колон В = 6 м (6000 мм),а довжину прольоту
L=![]() ,м
,м
L
=![]() м (20800).
м (20800).
За нормативами:
Висота будівлі
h = 8,4 м (8400 мм).
Об'єм будівлі
Vбуд = h х Аз.п.д х 1,15
Vбуд =8,4 x 187,2 x 1,15 = 1808 м3.
Вартість основних фондів
Bовф = Bбуд. + Bб.об. + B тр.зас. ;
Вбуд. = Цбуд. х Vбуд.
де Цбуд. - 100…150 грн. - ціна 1 м3 виробничої будівлі (дивись прейскурант, висотою 8-ми метрів) з крановим навантаженням та залізобетонними конструкціями [1] ;
Вб.об. =754,6 тис.грн. ,балансова вартість обладнання.
Вартість будівлі дільниці
Вбуд. =100 х 1808=180,8 тис.грн.
Вартість транспортних засобів (1... 2% від Воб.)
Втр.зас. = 754,6 х 0,01 = 7,54 тис.грн.
Вартість основних фондів
В(овф) = 754,6 + 180,8 + 7,54 = 942,94 тис. грн.
1.3. Визначення чисельності працюючих на дільниці
1.3.1. Визначення чисельності основних робітників
Рверст.сп.
=
![]() чол.;
чол.;
де, Ттруд - річна трудомісткість робіт за видами обробки, нормо-годин.
Фд - річний ефективний фонд часу роботи одного робочого, години;
Кв н - коефіцієнт виконання норм робочими на дільниці (1... 1,2).
- Визначення ефективного річного фонду робочого часу верстатника за п'ятиденний тиждень
Фд = [(366- 105- 10) х 8 - 7 х 2] х Кп , нормо-годин.
Фд = [(366 - 105 - 10) х 8 - 7 х 2] х 0,91 =
= 1815 нормо-годин.
Рверст.сп005=
![]() чол.;
Прийнято2
чол.
чол.;
Прийнято2
чол.
Рверст.сп010
=![]() чол., Прийнято 2 чол.
чол., Прийнято 2 чол.
Рверст.сп015
=
![]() чол Прийнято 2 чол.
чол Прийнято 2 чол.
Рверст.сп020
=
![]() чол., Прийнято 6 чол.
чол., Прийнято 6 чол.
Рверст.сп025
==
![]() чол Прийнято 2 чол
чол Прийнято 2 чол
Рверст.сп030
=
![]() верст., Прийнято 5 чол.
верст., Прийнято 5 чол.
Рверст.сп035
=
![]() чол., Прийнято 4 чол.
чол., Прийнято 4 чол.
Рверст.сп035
=
![]() чол., Прийнято 2 чол.
чол., Прийнято 2 чол.
Визначення коефіцієнта завантаження верстатника
К3 = Рв.сп / Рв.пр
Кз005= 1,6/2 = 0,82
Кз010= 1,8/2 = 0,88
Кз015=1,7/2=0,86
Кз020=1,7/2=0,86
Кз025=1,7/2=0,86
Кз030=1,6/2=0,80
Кз035=3,4/4=0,86
Кз035=1,6/2=0,8
В таблиці 1.3 відображено чисельність верстатників на дільниці
Таблиця 1.3
Зведена відомість чисельності верстатників на дільниці
|
№ операції |
Професія |
Розряд роботи |
ТТРУД.Н.Г |
РВ.Р. |
РВ.ПР. |
КЗ |
|
010 |
Фрезерувальник |
3 |
2967 |
1,6 |
2 |
0,82 |
|
015 |
Токар |
3 |
3189 |
1,8 |
2 |
0,88 |
|
020 |
Токар |
3 |
3115 |
1,7 |
2 |
0,86 |
|
035 |
Токар |
3 |
3152 |
1,7 |
2 |
0,87 |
|
040 |
Токар |
3 |
3115 |
1,7 |
2 |
0,86 |
|
045 |
Фрезерувальник |
3 |
2967 |
1,6 |
2 |
0,82 |
|
055 |
Фрезерувальник |
4 |
6230 |
3,4 |
4 |
0,86 |
|
065 |
Шліфувальник |
4 |
2922 |
1,6 |
2 |
0,80 |
|
Разом |
|
27657 |
15,2 |
18 |
| |
Середній коефіцієнт завантаження верстатників:
Кз.сер.в.
=![]() ;
;
Кз.сер.в.
=![]()
1.3.2 Визначення чисельності допоміжних робітників, інженерно-технічних працівників, обліковців і конторських працівників та молодшого обслуговуючого персоналу
Чисельність допоміжних працівників зайнятих на дільниці розраховується у відсотках від числа основних робітників дільниці, для серійного виробництва - 15... 25% [1]
Від загального числа допоміжних робітників 60-70% - робітники, які обслуговують обладнання [1]
Визначення чисельності допоміжних робітників
Рдоп.роб. = (15…25%) від Рверст.
Рдоп.роб. = 0,25×18 = 4,5 чол. Прийнято 5 чол
В таблиці 1.4 наведено відомість допоміжних робітників
Таблиця 1.4
Відомість допоміжних робітників
|
Назва професії |
Кількість |
Розряд | ||
|
Слюсар ремонтник |
2 |
4 | ||
|
Електрик |
1 |
4 | ||
|
Бригадир |
1 |
5 | ||
|
Контролер |
1 |
4 | ||
|
Разом |
5 |
| ||
Визначення чисельності інженерно-технічних працівників
Чисельність інженерно-технічних працівників (ІТП) прийнято в співвідношенні від числа робітників (виробничих та допоміжних) 15% від загального числа основних та допоміжних робітників
РІТП = 0,15×23 = 3,45 чол., Прийнято 4 чол
В таблиці 1.5 наведено відомість ІТП
Таблиця 1.5
Відомість ІТП
|
Назва професій |
Кількість |
Посадовий оклад |
|
Начальник дільниці |
1 |
1500 |
|
Змінний майстер |
2 |
1300×2 |
|
Нормувальник |
1 |
1100 |
|
Разом |
4 |
5200 |
- Визначення чисельності обліковців та конторського персоналу
Чисельність обліковців та конторського персоналу (ОКП) приймається 1... 3% від основних та допоміжних робітників [1].
Рокп= 0,03 х 23 = 0,69 чол., прийнято Рокп = 1 чол.
Чисельність молодшого обслуговуючого персоналу (МОП) приймається 2... 3% від основних та допоміжних робітників[1].
Рмоп = 0,02 х 23= 0,46 прийнято Рмоп = 1 чол.
В таблиці 1.6 наведено відомість ОКП та МОП.
Таблиця 1.6
Зведена відомість ОКП та МОП
|
Назва професії |
Кількість |
Посадовий оклад, грн. |
|
ОКП обліковець |
1 |
1100 |
|
МОП транспортувальник |
1 |
1100 |
|
Разом |
2 |
2200 |
Результати розрахунку чисельності робітників наведено в таблиці 1.7
Таблиця 1.7
Зведена відомість працюючих на дільниці
|
Категорія працюючих |
Кіль- кість |
Розряди робіт |
Питома вага, %
| |||
|
2 |
3 |
4 |
5 | |||
|
Основні робітники (верстатники та слюсарі) |
18 |
-- |
12 |
6 |
-- |
62 |
|
Допоміжні робітники |
5 |
-- |
-- |
4 |
1 |
18 |
|
Інженерно-технічні працівники |
4 |
-- |
-- |
-- |
-- |
14 |
|
Обліковці та конторський персонал |
1 |
-- |
-- |
-- |
-- |
3 |
|
Молодший обслуговуючий персонал |
1 |
-- |
-- |
-- |
-- |
3 |
|
Разом
|
29 |
- |
12 |
16 |
1 |
100 |
1.3.3. Визначення середнього тарифно-кваліфікаційного розряду та середньо годинної тарифної ставки основних робітників
В таблиці 1.8 зведено характеристику основних робітників дільниці
Таблиця 1.8.
Зведена відомість основних робітників (верстатників) та визначення середнього тарифно-кваліфікаційного розряду.
|
Назва професії |
Загальна кількість робітників |
Кількість робочих по розрядам | |
|
3 |
4 | ||
|
Токар
|
8 |
8 |
- |
|
Фрезерувальник
|
8 |
4 |
4 |
|
Шліфувальник
|
2 |
- |
2 |
|
Разом
|
18 |
12 |
6 |
|
Загальна кількість людино розрядів
|
60 |
36 |
24 |
- Визначення середнього тарифно-кваліфікаційного розряду
Рс.р.
=
![]() =
3,33
=
3,33
Визначення середньої годинної тарифної ставки
ГТСср= ГТСз +(ГТСч-ГТСз)×Рср
де, Рс.р. - число, що знаходиться після коми середнього тарифно-кваліфікаційного розряду;
ГТСз, ГТСч - годинна тарифна ставка 3-го розряду – 7,73 грн. і 4-го розряду – 8,36 грн. за 1 годину. Прийняті за даними 2012р. в ТДВ «Первомайськдизельмаш».
ГТСср=7,73+ (8,36-7,73) х 0,33 = 7,94 грн.;
1.4. Організація технологічного планування та робочих місць на дільниці
Планування верстатів необхідно ув'язувати із застосуванням підйомно-транспортного обладнання. В плануваннях передбачають короткі шляхи переміщення заготовок, деталей в процесі виробництва, Вантажопотоки не повинні перехрещуватися між собою, а також не перетинати та не перекривати основні проїзди та переходи, які призначені для руху людей;
- розміщення обладнання, проїздів та переходів на плануванні дільниці повинно гарантувати зручність та безпеку праці; можливість монтажу та ремонту обладнання; зручність подавання заготовок та інструментів; зручність прибирання відходів;
- планування повинно бути „гнучким", тобто необхідно передбачити можливість змінити верстати при зміні технологічного процесу;
- плануванням повинно бути передбачено робочі місця для майстра та технолога, а також слід передбачити можливість застосування механізованого та автоматизованого обліку та керування;
Організація робочих місць
Найбільш значні зміни в організації робочих місць відбуваються під впливом механізації та автоматизації виробництва, що забезпечує швидку перебудову виробництва при випуску нових виробів за рахунок гнучкості виробничої системи, а також збільшує коефіцієнт завантаження верстатів та покращує соціальні умови праці.
Організація транспортування виробів на дільниці
Ціль організації транспортування деталей на дільниці - це скорочення тривалості виробничого циклу при широкому застосуванні механізованих та автоматизованих транспортних засобів. Вибір транспортних засобів залежить від характеру оброблюваних на дільниці заготовок; маси та габаритів заготовок або розміру транспортної партії, типу виробництва, конструкції будівлі. Транспортування деталей від прольоту до прольоту від одного верстату до іншого може бути виконана наступними способами:
- електричними візками або електрокарами;
- кранбалками, маніпуляторами, монорейками з електросталлю, які можуть бути прямими, кільцевими з вантажопідйомністю 0,25... З т.;
1.6. Організація складського господарства
Визначення корисної площі складів та складових площадок
Аскл.=![]() ;
м2.
;
м2.
де, Пзаг - річна потреба заготовок в тонах;
αз - запас збереження заготовок в днях.
αз = 6... 8 днів - серійне виробництво [1];
Фд - дійсний річний фонд часу. Фд = (365-104-8)=253 дні
в = 4...7 т/м2 - вантажонапруга площі в тонах на 1 м2. [1];
Аскл.=![]() 0,51
м2
0,51
м2
Визначення загальної площі складу
Азаг.
=![]() м2
м2
де, Квп. = 0,4 - коефіцієнт використання площі
Азаг.
=![]() м2
;
м2
;
Організація інструментального господарства
Організація інструментального господарства істотно впливає на ефективність основного виробництва. Витрати на технологічне оснащення становлять для серійного виробництва 10...15% вартості устаткування [3].
Величина оборотних коштів, вкладених в інструменти коливається від 15 до 40% загальної суми оборотних коштів. [3].
Тому основними завданнями інструментального господарства є:
визначення потреби в інструменті;
планування його закупівлі і виготовлення;
виготовлення інструменту нових прогресивних конструкцій;
забезпечення інструментом виробничого процесу і технічної підготовки ;
організація його раціональної експлуатації і технічний нагляд;
ремонт і відновлення інструменту;
організація, облік і зберігання;
аналіз ефективного використання інструменту;
Раціональне розміщення і зберігання інструменту на складі забезпечує облік, хороше зберігання і швидке знаходження, для цього використовують шафи, стелажі з спеціальними полками, які розміщені згідно індексації інструменту.
Надається інструмент на робочі місця тих типорозмірів, які передбачені технологічним процесом. Оборотний фонд інструменту створюється на рівні, який забезпечує можливість попереджувальної заміни.
В даній курсовій роботі розрахунки потреб інструментального господарства не передбачені.