

polesskiy
.pdfНа правах рукописи
Полесский Олег Александрович
СТАБИЛИЗАЦИЯ ФОРМИРОВАНИЯ ШВОВ ПРИ ВЫСОКОСКОРОСТНОЙ ДУГОВОЙ СВАРКЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
05.02.10 – Сварка, родственные процессы и технологии
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Волгоград – 2011
Работа выполнена на кафедре «Оборудование и технология сварочного
производства» Волгоградского государственного технического университета
Научный руководитель |
доктор технических наук, профессор |
|
ЛАПИН Игорь Евгеньевич. |
Официальные оппоненты: |
доктор технических наук, профессор |
|
СИДОРОВ Владимир Петрович. |
|
кандидат технических наук |
|
КИРИЛИЧЕВ Николай Васильевич. |
Ведущая организация ОАО «Производственное объединение
«Баррикады», г. Волгоград
Защита состоится 23 декабря 2011 г. в 12.00 на заседании диссертационного со-
вета Д 212.28.02 при Волгоградском государственном техническом университете по адресу: 400005, г. Волгоград, пр. Ленина, 28, ауд. 209
С диссертацией можно ознакомиться в библиотеке Волгоградского государст-
венного технического университета.
Автореферат разослан «23» ноября 2011 г.
Ученый секретарь
диссертационного совета |
Кузьмин С. В. |
2

ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы В настоящее время в машиностроении широкое применение находят высоколегированные стали, цветные металлы и их сплавы, основным способом соединения которых является сварка неплавящимся электродом. Современные темпы производства обуславливают высокие требования к производительности процесса и качеству формирования шва при сварке.
Исследованиям в области дугового разряда в инертных газах, а также его взаимодействию со свариваемым материалом посвящены работы А. А. Ерохина, А. Д. Размышляева, А. В. Петрова, В. П. Сидорова, Л.М. Лобанова, И. В. Пентегова, И. М. Ковалева, В. Н. Селяненкова, В. А. Косовича, А. В. Савинова,
T. W. Eagar, W. F. Savage, V. P. Kuianpaa, A. Kumar, T. DebRoy, J. F. Key, И. В.
Суздалева, В. Л. Руссо и многих других.
Основными путями повышения производительности дуговой сварки являются увеличение силы тока и применение активирующих флюсов и добавок галоидосодержащих газов (работы В. П. Прилуцкого, В. Н. Замкова, С. Г. Паршина и др.), обеспечивающих контрагирование дугового разряда, и, как следствие, высокую концентрацию вводимой энергии. Однако реализовать на практике первый способ, в большинстве случаев, не удается ввиду нарушения формирования швов и низкой стойкости рабочего участка неплавящегося электрода традиционной конструкции. Применение активирующих флюсов также негативно сказывается на стойкости катодов и неэффективно при токах свыше 275А вследствие того, что пары флюса уносятся из дуги и перестают влиять на
еестроение.
Вработах И. М. Ковалева, А. Д. Размышляева, Г. Г. Чернышова показано, что воздействие внешнего электромагнитного поля на дугу при сварке неплавящимся электродом позволяет улучшить формирование и качество металла сварного шва, а также повысить производительность процесса. Однако сложность дополнительного оборудования и минимизация эффекта при сварке на высоких значениях силы тока, а также соединении ферромагнитных материалов сдерживает широкое применение данного способа.
Влитературе не полностью раскрыты механизмы влияния конструкции неплавящихся электродов на формирование швов, отсутствуют систематизированные данные о взаимосвязях формы рабочего и условий протекания катодных процессов с распределением давления дуги на сварочную ванну, характер которого в значительной мере определяет гидродинамические процессы в сварочной ванне.
Всвязи с вышеизложенным, для разработки путей и средств повышения производительности и стабильности процесса сварки неплавящимся электродом необходим комплексный подход, учитывающий влияние конструкции неплавящегося электрода на создаваемое протекающим по нему током электро-
Автор выражает глубокую благодарность заслуженному деятелю науки РФ, д-ру техн. наук, профессору В. И. Лысаку за участие в формировании направления и методологической подготовке исследований, а также за оказанную помощь при их анализе
3
магнитное поле и, как следствие, термосиловое воздействие разряда на расплавленный металл сварочной ванны, определяющее проплавляющую способность дуги и качество формирования сварного шва.
Целью работы является повышение производительности сварки неплавящимся электродом на основе увеличения пространственной устойчивости дуги и стабильности формирования швов.
Для достижения поставленной цели в работе решены следующие задачи:
1.Обобщены существующие представления о механизмах нарушения формирования швов при сварке неплавящимся электродом в инертных газах.
2.Разработаны методика и математическая модель определения топографии напряженности магнитного поля сварочного тока в зоне сварки.
3.Определено влияние электромагнитного поля, создаваемого рабочим участком электрода, на пространственную стабилизацию и положение анодного пятна дугового разряда.
4.Выявлена зависимость силового воздействия сварочной дуги от величины и характера распределения напряженности собственного магнитного поля тока.
5.На основе экспериментов и математического моделирования оценено влияние конструкции неплавящегося электрода и параметров режима сварки на электромагнитную составляющую давления дуги.
6.Разработаны пути и средства стабилизации формирования сварных швов при сварке неплавящимся электродом дугой постоянного тока на высоких значениях тока и скорости сварки.
Методы исследования В работе применялись методы физическоматематического моделирования, оптической пирометрии, исследования электромагнитных характеристик, цифровой видео- и фотосъемки, осциллографирование, металлографические исследования и механические испытания сварных соединений.
Научная новизна работы заключается в выявлении взаимосвязей формы рабочего участка неплавящегося электрода с особенностями формируемого им магнитного поля, характером протекания катодных процессов и пространственной стабильностью дуги при сварке на повышенных скоростях.
Разработана трехмерная физико-математическая модель процесса горения дуги с неплавящимся электродом, учитывающая геометрию основных элементов системы катод – анод, изменение их теплофизических свойств в зависимости от температуры, взаимодействие магнитного поля, создаваемым электродом, с собственным магнитным полем разряда, а также взаимосвязь этих параметров с пространственной устойчивостью последнего.
Показано, что при взаимодействии несимметричного магнитного поля тока в прикатодной зоне, определяемого формой рабочего участка электрода, с собственным полем разряда, формируются радиально направленные силы Лоренца, изменяющие распределение удельного теплового потока дуги с кругового на эллиптический.
Установлено, что формирование в прикатодной зоне сектора с пониженной напряженностью магнитного поля приводит к отклонению оси дугового разря-
4
да в направлении этой области, что позволяет компенсировать естественное отставание дуги при сварке на скоростях до 70 м/ч и обеспечивает переход к режиму горения дуги с диффузным катодным пятном при низких плотностях тока, не превышающих 25А/мм2.
Практическая ценность Разработаны на уровне изобретений и полезных моделей новые конструкции неплавящихся электродов, обеспечивающие горение дуги с диффузным катодным пятном на токах свыше 40 А, высокую пространственную устойчивость разряда и, как следствие, качественное формирование швов в широком диапазоне токов и скоростей сварки. Выработаны научно обоснованные рекомендации по сварке неплавящимся электродом в аргоне на высоких значениях погонной энергии, которые легли в основу разработки новых высокопроизводительных процессов сварки и наплавки толстостенных конструкций, а также высокоскоростной сварки тонколистовых металлов.
Апробация работы Основные положения диссертационной работы докладывались и обсуждались на международных и всероссийских научнотехнических конференциях: "Новые материалы и технологии" – НМТ-2008 МАТИ (Москва – 2008), Славяновские чтения "Сварка – XXI век" (Липецк – 2009), "Новые материалы и технологии в машиностроении" (Брянск – 2010), "Инновационные материалы и технологии в машиностроительном производстве" (Орск – 2011), Заочная всероссийская научно – техническая конференция "Современные проблемы повышения эффективности сварочного производства" (Тольятти – 2011), а также на ХIII и ХIV региональных конференциях исследователей Волгоградской области, ежегодных внутривузовских конференциях ВолгГТУ (2008-2011гг.) и научных семинарах кафедры "Оборудование и технология сварочного производства" ВолгГТУ, г. Волгоград.
Публикации По результатам диссертации опубликовано 16 печатных работ, среди которых 6 статей в журналах, рекомендованных ВАК РФ, а также патент РФ на полезную модель.
Структура и объем работы Диссертация состоит из введения, 4 глав, общих выводов, списка использованной литературы и приложения. Работа содержит 130 страницы, 82 рисунков и 6 таблиц. Список литературы содержит 131 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Во введении дается обоснование актуальности предмета исследований, формулируются цели и задачи диссертационной работы, определяется практическая значимость полученных результатов.
В первой главе проведен подробный литературный анализ, рассмотрены основные проблемы формирования швов, возникающие при сварке неплавящимся катодом, а также возможные пути их решения. Показано, что при изучении процессов сварки в инертных газах неплавящимся электродом вопрос о влиянии силового воздействия дуги и ее пространственной устойчивости на качество формирования сварного соединения имеет существенное значение. Выявлено, что конструкция рабочего участка неплавящегося катода определяет
5

характер распределения магнитного поля и плотности сварочного тока, которые, в свою очередь, оказывают существенное влияние на указанные свойства дугового разряда.
Показано, что имеющихся данных по сварке неплавящимся электродом на высоких скоростях и значениях погонной энергии недостаточно для эффективного управления формированием шва.
Во второй главе приведены применяемые методики оценки проплавляющей способности дуги в аргоне, оптической пирометрии, исследования электромагнитных характеристик, цифровой видео- и фотосъемки, осциллографирования, металлографических исследований и механических испытаний сварных соединений.
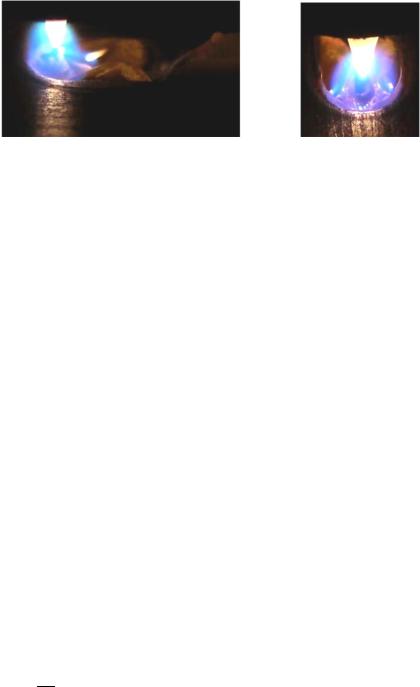
В третьей главе представлены результаты исследования процессов образования дефектов при сварке неплавящимся электродом на повышенных скоростях. Показано, что их первопричиной является отставание анодного пятна, а также неравномерное движение последнего. В момент максимального отставания катодный плазменный поток вблизи поверхности металла принимает ориентацию, близкую к горизонтальной (рис.1), в результате чего формируются потоки металла, текущие преимущественно по бокам стенок кратера (рис. 2), которые, объединяясь при кристаллизации, приводят к нарушению формирования шва в виде бугров металла.
В образовании дефектов прослеживается периодичность, наблюдаемая как образование бугров и «перетяжек» через определенное расстояние, величина которого определятся скоростью сварки, объемом расплавленного металла, а также величиной силового воздействия дугового разряда. О последнем свидетельствует существенное влияние конструкции не-
плавящегося электрода на процесс формирования сварного шва. Так, известно, что применение полого катода в определенных режимах стабилизирует формирование шва.
На дискретность перемещения анодного пятна, а, следовательно, и расплавленного металла сварочной ванны значительное влияние оказывает величина тока дуги. Повышение Iд от 300 до 500 А приводит к росту максимального значения отставания анодного пятна от оси катода до 18 … 20 мм, что вызывает увеличение размеров получаемых дефектов в виде бугров.
Выявление эффективных путей решения сложной и многофакторной задачи стабилизации формирования швов возможно на основе теоретического описания термосилового воздействия дуги на сварочную ванну и создания на этой базе полноценной математической модели, учитывающей роль в этом процессе большинства значащих факторов.
6
В ходе исследований разработана математическая модель, позволяющая получить распределение магнитных полей, давления, температуры и плотности тока при различных параметрах режима сварки и формы рабочего участка электрода.
Рис. 2 – Образование дефектов при сварке электродом с конической заточкой: Iд = 500А
Расчет модели основан на методе конечных элементов с использованием программного продукта Comsol multiphisics 3.5. При этом принимали во внимание зависимости физических свойств материалов от температуры.
Геометрические параметры модели включают в себя три объемных тела: медная пластина (анод), вольфрамовый электрод и область, заполненная защитным газом (аргоном). Так как модель строится в трехмерной прямоугольной системе координат, форма рабочего участка может быть несимметричной.
Процессы переноса тепла описываются дифференциальным уравнением энергии в общем виде для изобарного процесса переноса теплоты (1), т.к. дуговой разряд горит при атмосферном давлении. Перенос теплоты осуществляется по закону Фурье. Значение разности изобарной ( ) и изохорной ( ) теплоемкостей мало и можно принять, что они равны, тогда уравнение теплопроводности примет вид:
|
|
+ (−) = + , |
(1) |
|
|||
|
|
|
|
|
|
|
где ρ – плотность вещества, Ср – изобарная теплоемкость, - ротор векторного поля, k – коэффициент теплопроводности, qs – коэффициент поглощения.
В связи с тем, что в дуговом процессе выделение тепла обусловлено прохождением электрического тока, в качестве источника теплоты Q в уравнении
(1) выступает джоулево тепло = ∙ = 2, определяемое по закону Джо- уля–Ленца, где - электропроводность, Е – напряженность электрического поля. Для области, заполненной газом, с учетом конвективного теплообмена (1) принимает вид:
C T + (−T) = Q + qsT − Cp ∙ ∙ T + η[ + ( ) − (2/3)( )I]: ,
где u – поле скоростей течения газа, η – коэффициент динамической вязкости.
Для определения распределения давления и векторного поля скоростей использовалось уравнение течения сжимаемого газа (Навье – Стокса):
|
|
+ ( ∙ ) = ∙ [ I + ( + ( )T) − (2 /3 − dv )( )I] + , |
(2) |
|
|||
|
|
|
|
где kdv – коэффициент продольной вязкости.
7
В качестве массовой силы F в (2) используется сила Лоренца. Таким образом, дополнение системы уравнениями Максвелла для поля в сплошной среде позволит описывать явления магнитогидродинамики плазмы дуги.
Определение электромагнитных сил и джоулевого эффекта во всех элементах модели требует вычисления плотности тока и магнитной индукции. Для достижения этой цели, вычисляются связанные уравнением непрерывности функции электрического потенциала V и магнитного векторного потенциала А:
−( v × ( × A) + V − Je) = 0 |
(3) |
||
× ( −1 |
−1 |
× A) − v × ( × A) + V = Je, |
(4) |
|
|
|
|
где 0 – магнитная постоянная, r – магнитная проницаемость среды, Je - плотность внешнего тока, v – скорость течения плазмы.
Плотность тока в средах определяется согласно закону Ома J = σE. Векторы магнитной индукции В, потенциалов и напряженности магнитно-
го поля связаны через выражения:
= × A |
(5) |
|||
= |
1 |
B − J, |
(6) |
|
μ |
||||
|
|
|
||
0 |
|
|
||
где Н – напряженность магнитного поля, J – вектор намагниченности. Граничные условия для граней и поверхностей модели указываются в трех
объемных телах, по каждому из основных дифференциальных уравнений.
Для решения систем уравнений использовались Direct(PARDISO) и Direct(UMFPACK).
Системы уравнений теплопроводности и течения газа решались в нестационарном режиме, а токов и потенциалов - в стационарном. Использование нестационарных систем обусловлено необходимостью инициирования дугового процесса, что может быть достигнуто различными методами.
В начальный момент времени температура всего объема аргона равна 6000 К. При этом электропроводность газа является достаточной для протекания начального тока и разогрева междугового промежутка. Такие условия способствуют равномерному нагреву, беспрепятственному развитию катодных процессов и получению достоверной картины формирования разряда. В дальнейшем потоком защитного газа с температурой 20 °С перегретый аргон вытесняется через открытые границы.
Главным преимуществом использования модели является возможность получения информации о нескольких параметрах в определенный момент времени, что позволяет выявить их взаимовлияние.
С помощью модели установлены взаимосвязи между собственным магнитным полем дуги и магнитным полем, создаваемым током, текущим по электродам. Так как собственное поле дуги не является внешним по отношению к ее столбу и поэтому не может вызвать отклонение, магнитное поле тока, текущего по электродам, по отношению к дуге будет внешним.
8
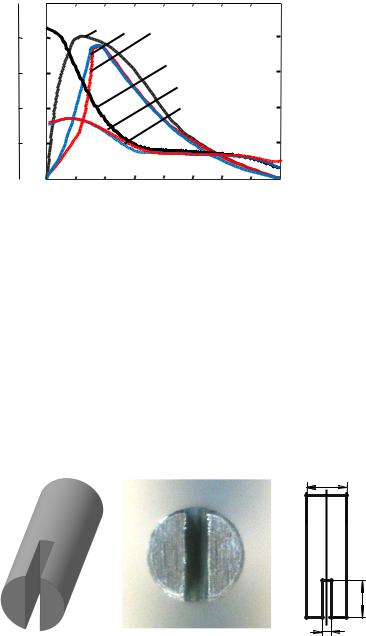
Исследования изменения напряженности магнитного поля по радиусу дуги показывают, что величина максимального давления дуги и его распределение определяются крутизной нарастания Hφ (рис. 3). Характерно, что схожему распределению магнитного поля вокруг различных конструкций неплавящихся электродов (рис. 3, 1, 2) соответствуют близкие значения распределения давления дуги (рис. 3, 5, 6). Таким образом, регулирование сжатием дуги (пинчэффектом), влияющим на ее силовое воздействие, возможно посредством изменения формы рабочего участка электрода, то есть характера распределения магнитного поля тока.
P, Hφ,∙104А/м
Па |
|
|
|
|
|
Рис. 3 – Радиальное распределение на- |
32 |
0,8 |
1 2 |
3 |
|
|
пряженности магнитного поля Hφ вблизи |
|
|
|
|
катода (1…3) и давления Р на сварочную |
||
|
|
|
|
4 |
|
|
|
|
|
|
|
ванну (4 … 6): |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
Сила тока – 200 А, диаметр электрода – |
|
|
|
|
|
|
|
|
16 |
0,4 |
|
|
|
6 |
3 мм, длина дуги – 3 мм, защитный газ – |
|
|
|
|
|||
|
|
|
|
|
|
аргон; |
|
|
|
|
|
|
1, 3 – электрод, заточенный на конус |
|
|
|
|
|
|
α=60°; 2,4 – полый катод; |
|
0 |
2 |
4 |
|
|
6 r, мм 3,5 – заточка на обратный конус |
Близкое к однородному внешнее магнитное поле вблизи катода, также достигается за счет конструкции его рабочего участка. Таким образом, с помощью создания магнитного поля определенной конфигурации можно придать источнику тепла некруговую форму, а также изменить направление силового воздействия дуги в процессе сварки.
Достижение режима горения дуги с диффузным катодным пятном возможно при интенсивном и равномерном нагреве рабочего участка электрода. На основе проведенных с помощью описанной модели разработана новая конструкция неплавящегося электрода (патент РФ № 88308, рис. 4), обеспечивающая режим горения дуги с диффузным катодным пятном и формирование близкого к однородному поперечного магнитного поля.
d
Н
S
Рис. 4 – Конструкция неплавящегося электрода с прорезью на рабочем участке: S – ширина прорези, Н – высота прорези
В ходе исследований выявлено, что область минимума напряженности магнитного поля (рис. 5) находится на торцевых поверхностях электрода и в прорези рабочего участка. Катодные пятна, преимущественно, занимают эти области, а столб дуги смещается в прорезь и занимает положение по оси электрода. В результате протекания сварочного то-
9
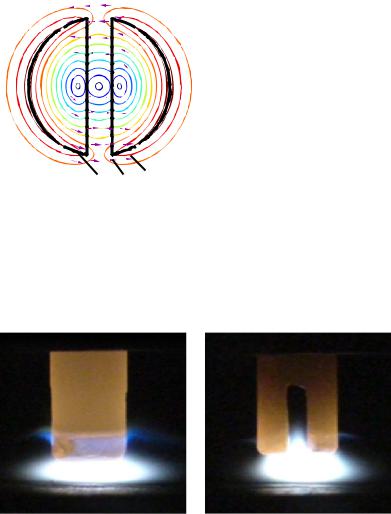
ка в прорези образуется двунаправленное магнитное поле, близкое к однородному поперечному (рис 5, 2), которое является внешним по отношению к полю дуги. В результате на дуговой разряд начинают действовать радиально направленные силы Лоренца, изменяя распределение теплового потока в сварочную ванну с кругового на эллиптический.
В процессе выхода электрода на рабочий ток дуговой разряд возникает на одной из частей рабочего участка. Свойства разряда при этом схожи с дугой с сосредоточенным катодным пятном. По мере разогрева электрода катодное пятно смещается в область прорези и осуществляется переход к дуге с диффузным катодным пятном.
Нφ |
max |
Рис. 5 – Линии и направление вектора напря- |
||
|
|
|||
|
|
|
женности магнитного поля дуги с электродом с |
|
|
|
|
||
|
|
|
прорезью на рабочем участке: |
|
|
|
|
||
|
|
|
1 |
– сечение торца электрода; |
|
|
|
||
|
|
|
||
|
|
|
2 |
– направление вектора напряженности; |
|
|
|
||
|
|
|
||
|
|
|
3 |
– линии напряженности |
|
|
|
||
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
|
min |
|
||||
|
|
Процесс такого перехода осуществляется скачкообразно и сопровождается снижением напряжения на 1,5 … 2,5 В (рис. 7). В процессе сварки дуговой разряд стабильно горит в широком диапазоне токов (рис. 6), без флуктуаций катодного пятна по рабочему участку электрода.
Переход дуги к диффузному катодному пятну (смещение ее в прорезь) со-
|
|
|
|
|
ответствует определенному |
|||||
|
|
|
|
|
значению силы тока, раз- |
|||||
|
|
|
|
|
личному |
для |
конкретных |
|||
|
|
|
|
|
геометрических |
парамет- |
||||
|
|
|
|
|
ров |
конструкции электро- |
||||
|
|
|
|
|
да (рис. 4). |
|
|
|||
|
|
|
|
|
|
Факт |
существования |
|||
|
|
|
|
|
диффузного |
катодного |
||||
|
|
|
|
пятна, определяющим для |
||||||
|
а) |
|
|
б) |
||||||
|
|
|
|
|
которого |
является |
низкая |
|||
Рис. 6 – Дуга с неплавящимся электродом с прорезью |
||||||||||
плотность тока термоэмис- |
||||||||||
на рабочем участке: |
|
|
||||||||
|
|
сии |
электронов, подтвер- |
|||||||
а) – вид спереди; б) – вид сбоку |
|
|
||||||||
|
|
ждается |
меньшим |
катод- |
||||||
|
|
|
|
|
||||||
ным падением напряжения горения |
дуги. |
По |
форме |
вольтамперные |
||||||
стики дуги с электродом с прорезью на рабочем участке пологовозрастающие, причем крутизна возрастания повышается с увеличением длины дуги.
10