

Вопросы к экзамену по дисциплине
.pdf
|
Признаки |
Единичное |
|
|
Серийное |
|
Массовое |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||
Номенклатура |
Широкая, |
как |
Ограниченная |
|
Ограниченная, |
|
|||
выпуска, |
правило |
не |
сериями. Выпуск |
постоянная, |
в |
||||
повторяемость |
повторяется |
по |
сериями, |
|
большом количестве. |
|
|||
|
|
годам. |
Наибольшее |
периодически |
|
|
|
||
|
|
количество изделий |
повторяется. |
|
|
|
|||
|
|
каждого |
|
|
|
|
|
|
|
|
|
наименования. |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Степень |
Составление |
|
Более детальная |
Детальная. Элементное |
|||||
проработки |
укрупнѐнной |
|
проработка |
|
нормирование. |
|
|||
технологии |
технологии, |
|
технологии, |
|
|
|
|||
|
|
укрупнѐнное |
|
укрупнѐнное |
|
|
|
||
|
|
нормирование |
|
нормирование |
|
|
|
||
|
|
|
|
|
исполняется |
|
|
|
|
|
|
|
|
|
редко |
|
|
|
|
|
|
|
|
|
|||||
Специализация |
Широкая. |
|
Ограниченная. |
На рабочих местах как |
|||||
рабочих мест |
Выполнение |
|
Закрепление |
за |
правило выполняется 1 |
||||
|
|
операций |
на |
рабочими |
|
операция постоянно. |
|
||
|
|
рабочих местах как |
местами |
|
|
|
|||
|
|
правило |
не |
ограниченного |
|
|
|||
|
|
повторяется |
|
количества |
|
|
|
||
|
|
(технологическая |
операций |
как |
|
|
|||
|
|
специализация) |
|
правило |
|
|
|
||
|
|
|
|
|
повторяющихся. |
|
|
||
|
|
|
|
|
|
||||
Характер |
Универсальное |
|
Универсальное и |
Преимущественно |
|
||||
применяемого |
|
|
|
специальное. |
|
специальное. |
|
||
оборудования |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Оснастка |
Универсальная |
|
Унифицированна |
Специальная |
|
||||
|
|
|
|
|
я |
|
|
|
|
|
|
|
|
|
|||||
Расположение |
Технологический |
Технологический |
Предметный принцип |
|
|||||
оборудования |
принцип |
|
и |
предметный |
|
|
|||
|
|
|
|
|
принцип |
|
|
|
|
|
|
|
|
|
|
|
|
||
Вид |
движения |
Как |
правило |
Параллельно- |
|
Параллельный, |
|
||
|
|
|
|
|
|
|
|
|
|

деталей |
по |
последовательный, |
последовательны |
параллельно- |
|
|||
операциям |
|
приводящий |
к |
й |
и |
иногда |
последовательный |
min |
|
|
большому Тц. |
|
параллельный. |
Тц. |
|
||
|
|
|
|
Тц ниже |
|
|
|
|
|
|
|
|
|
|
|
||
Квалификация |
|
Высокая. |
|
Средняя, высокая |
Наименьшая. |
|
||
основных |
|
|
|
на станках с ЧПУ |
Сравнительно |
|
||
рабочих |
|
|
|
и |
|
гибких |
невысокая на поточных |
|
|
|
|
|
автоматизиро- |
линиях, высокая |
на |
||
|
|
|
|
ванных линиях. |
автоматизиро-ванных |
|||
|
|
|
|
|
|
|
линиях. |
|
|
|
|
|
|
|
|
|
|
Себестоимость |
|
Высокая. |
|
Ниже, |
чем в |
Наименьшая. |
|
|
|
|
|
|
единичном . |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
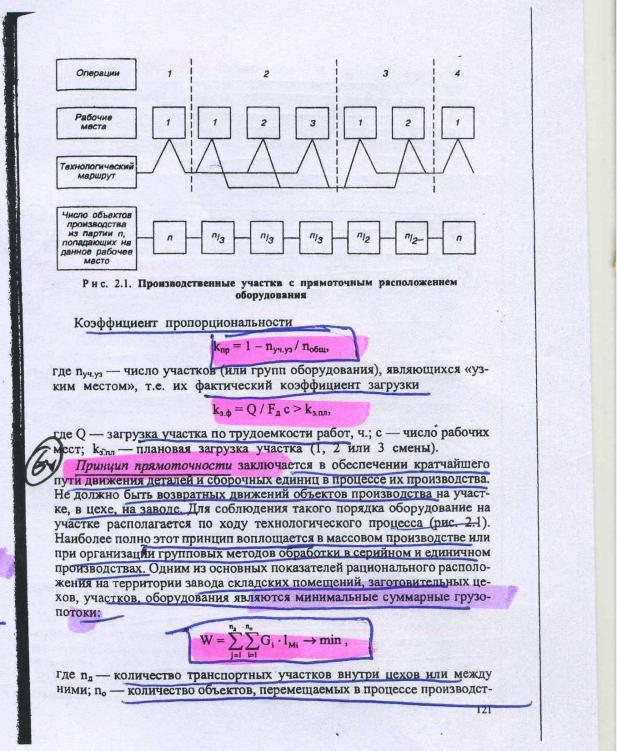
Пути сокращения длительности производственного цикла.
Сокращение производственного цикла возможно:
а) снижением затрат труда на основные технологические операции;
б) сокращением затрат времени на вспомогательные и обслуживающие операции;
в) совершенствованием организации производства.
.
11.Принципы рациональной организации производственных процессов.
12.Формы организации производственных процессов
Формы организации технологических процессов
Устанавливаются две формы организации технологических процессов:
—-групповая.
— поточная.
Групповая форма организации технологических процессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащениия одной или нескольких технологических операций и специализацией рабочих мест.
Поточная форма организации технологических процессов характеризуется:
—специализацией каждого рабочего места на определенной операции;
—согласованным и ритмичным выполнением всех операций технологического процесса на основе постоянства такта выпуска;
—размещением рабочих мест в последовательности, строго соответствующей технологическому процессу.
Основой при групповой форме организации технологических процессов должно быть группирование изделий по конструктивно-технологическим признакам.
13.Формы специализации подразделений.
Производственная структура предприятий
Под производственной структурой предприятия понимается состав цехов и служб и формы их кооперации, то есть взаимосвязи.
Основная задача, решаемая при построении производственной структуры, сводится к расположению в пространстве производственных процессов всех видов.
ПС
|
|
|
|
|
|
ОЦ |
|
ОЦ |
|
ОЦ |
|
|
|
|
|
|
|
С |
|
С |
|
|
|
ВЦ |
|
ВЦ |
|
ВЦ |
|
|
|
|
|
Пример построения производственной структуры
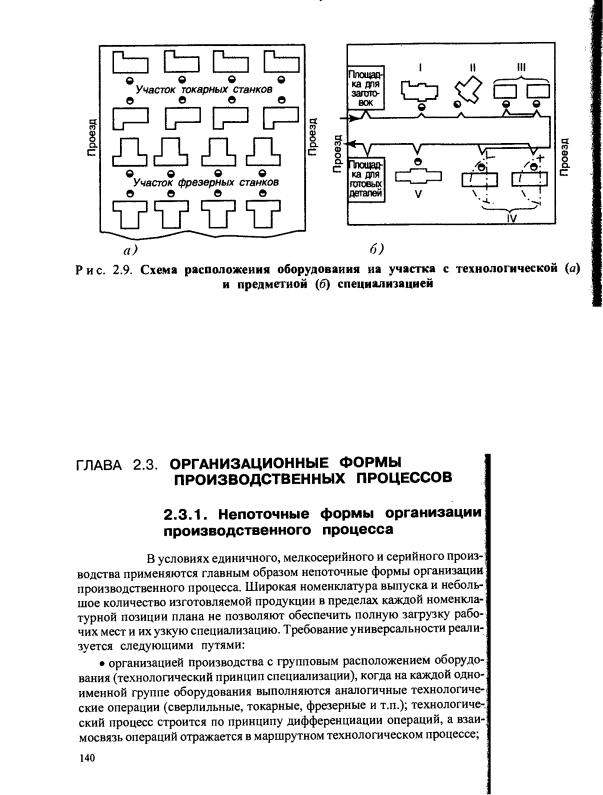
Цехи образуются согласно существующим формам специализации, то есть
предметной и технологической.
При предметной форме специализации цехи специализируются на производстве узкой номенклатуры деталей, узлов и агрегатов. Cпециализированное оборудование распологается по ходу технологического процесса.
При технологической специализации в цехе выполняются определенные однородные техпроцессы. Оборудование в цехах располагается по групповому признаку.
14.Особенности расчетов при групповой организации производственных процессов.
15.
16.
17.
18.
19.
20.
21.
22.