

5.1.2 Операция 015 (вторая формообразующая).
Деталь устанавливается в тисках (рисунок 3.3, в) в перевернутом положении по отношению к прежней позиции на операции 010. Базирование производится на обработанные ранее торцевую и боковую поверхности. При необходимости для обеспечения нужной высоты установки детали могут быть применены параллельные планки 6.
Производится многопроходная обработка плоскости с целью снятия дополнительного специального припуска величиной 7…8 мм, который был задействован для крепления детали на операции 010. В процессе обработки плоскости формируется окончательный размер детали 38 h11 (размер «Д» на рисунке 3.3, в), при этом «открываются» сквозные отверстия. Кроме того, выполняется уступ, расположенный со стороны этой плоскости, а также отверстия Ø10 и паз вокруг этих отверстий 50х40 с радиусом скругления R30.
Маршрутное описание изготовления детали представлено в рамках комплекта технологической документации и содержит комплект маршрутных карт и маршрутных эскизов.
5.2 Определение исполнительных размеров
При разработке маршрутного описания технологического процесса требуется проведение специального расчета для одного из исполнительных размеров обработки. Это размер, формируемый на операции 010, обозначенный на маршрутном эскизе «поз. 14» – расстояния от плоскости базирования до верхней обрабатываемой плоскости (фрагмент маршрутного эскиза операции 010 приведена на рисунке 5.1).
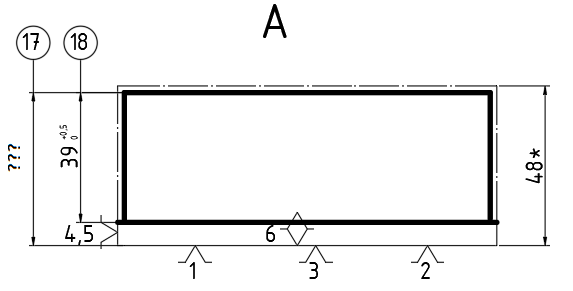
Рисунок 5.1 – Фрагмент маршрутного эскиза операции 010 с указанием на размер, определение величины которого требует проведения расчета
Необходимость расчета обусловлена следующим. Реальный размер заготовки был назначен ранее 48 мм с учетом припуска для крепления детали в тисках. При этом величина припуска на обработку верхней плоскости заранее неизвестна, а именно она определяет величину указанного размера.
Как было показано выше, верхняя плоскость должна быть обработана по технологии, необходимой доля получения размера по квалитету h11, требующей два этапа обработки: чернового, получистового.
Расчет будем проводить в два этапа.
5.2.1. Предварительный этап расчета размера «поз. 14» на рисунке 3.4.
На данном этапе расчета назначим в качестве исполнительного размера обработки некоторый условный размер, который должен получиться при выполнении верхней плоскости; установим этот размер, допустим, 46h11 (минус 2 мм от габаритного размера заготовки).
Проведем расчет условного размера заготовки с учетом назначенного нами условного исполнительного размера обработки «46h11», обозначенного «поз.14».
|
Вид обработки |
Квалитет |
Допуски, мм |
Припуски на обработку ( ) |
Метод обработки |
Условный размер 46h11 |
Заготовка |
14 |
0,62 |
- |
- |
Черновой |
12 |
0,25 |
0,9 |
Фрезерование |
|
Получист. |
11 |
0,16 |
0,25 |
Фрезерование |

Выполняем расчет по системе формул для односторонней наружной обработки:
Аmax i-1= Аmax i + Zmin i + Ti-1,
Аmin i-1= Аmax i + Zmin i.
3. Исполнительные размеры получистовой обработки (окончательные):


2. Исполнительные размеры черновой обработки (подготовка к получистовой обработке):


1. Припуски на черновую обработку (от плоскости заготовки):


5.2.2. Корректировка расчета размера «поз. 14» на рисунке 3.4.
Размер заготовки был определен ранее – 48 мм.
Условный размер заготовки «48,02h14(-0,062)» был рассчитан в пункте 5.2.1. Соответственно, при окончательном определении исполнительных размеров выполнения торцевой поверхности детали все первоначально полученные размеры должны быть сдвинуты по отношению к расчетным величинам на 0,02 мм в сторону уменьшения, так как реальный размер заготовки установлен «48h14(-0,062)».
1. Припуски на черновую обработку (от плоскости заготовки).
Расчетные
значения:

Окончательные
значения:

2. Исполнительные размеры черновой обработки (подготовка к получистовой обработке).
Расчетные
значения:

Окончательные
значения:

3. Исполнительные размеры получистовой чистовой обработки (окончательные).
Расчетные
значения:

Окончательные
значения:

Таким образом, по результатам расчета на маршрутном эскизе операции 010 устанавливаем величину размера «поз. 14» (рисунок 3.4):
«45,98h14(-0,062)».
Еще раз отметим, что расчет других исполнительных размеров для подготовки маршрутного описания не требуется.