

Тема 1
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
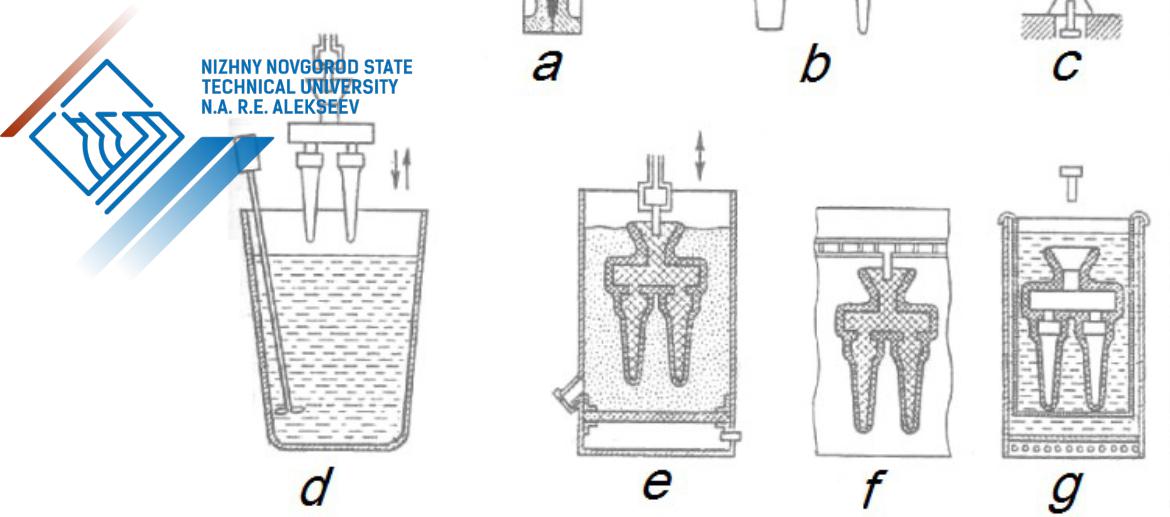
Для изготовления высокоточных деталей широко распространено литье по выплавляемым моделям, при котором модели изготавливаются из специального материала с температурой плавления, не превышающей 60 градусов Цельсия. Изготовление детали производится в несколько этапов:
-выполняются модели в формах (a), (b);
-блок собирается из моделей (c);
Тема 1
-блок облепляется жаропрочной суспензией; эта процедура производится путем многократного погружения блока в емкость с суспензией (d), (e);
-ожидается затвердевания суспензии (f);
-блок помещается в емкость с горячей водой, в результате чего модели выплавляются наружу (g).
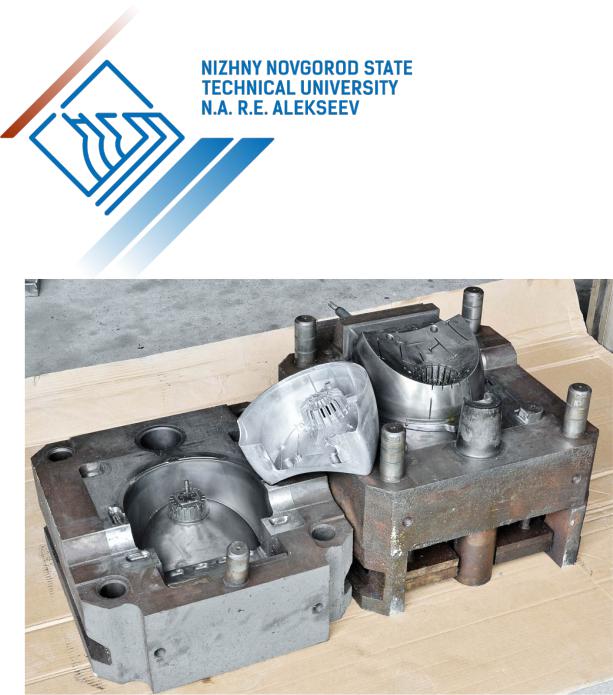
Тема 1
Плавильные модели |
Детали, полученные литьем |
- блок устанавливается в опоку; опока засыпается специальным песком (h); -производится заливка расплавленного металла внутрь блока (i);
-- производится разрушение суспензии и наполнителя, извлечение продукции литья.
Тема 1
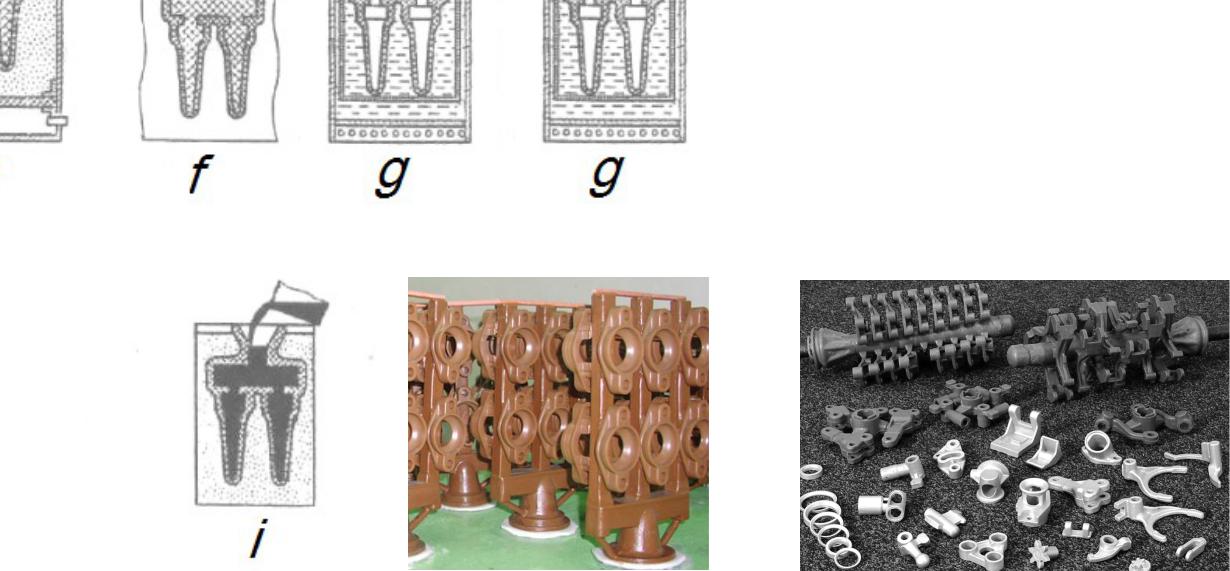
ЛИТЬЕ В МНОГОРАЗОВЫЕ ФОРМЫ В литейном производстве также широко применяются постоянные
формы – кокили, которые обычно изготавливают из чугуна или стали. Рассмотрим в качестве примера изготовление поршня (полость для заполнения металлом обозначена на рисунке «2»). Форма состоит из двух половин 1, 6 и нижней плиты 8. Для получения отверстия в поршне используется металлический стержень 7. Центральный стержень, состоящий из частей 3, 4 и 5, выполняется разъемным для обеспечения возможности его извлечения из формы. После охлаждения отливки сначала извлекается часть 4 центрального стержня, а затем его боковые части 3 и 5.
Тема 1
Литье в кокиль широко применяется в крупносерийном производстве. Его основными недостатками являются большая стоимость форм и множество технологических ограничений.
Огнеупорный ковш – тигель
Тема 1
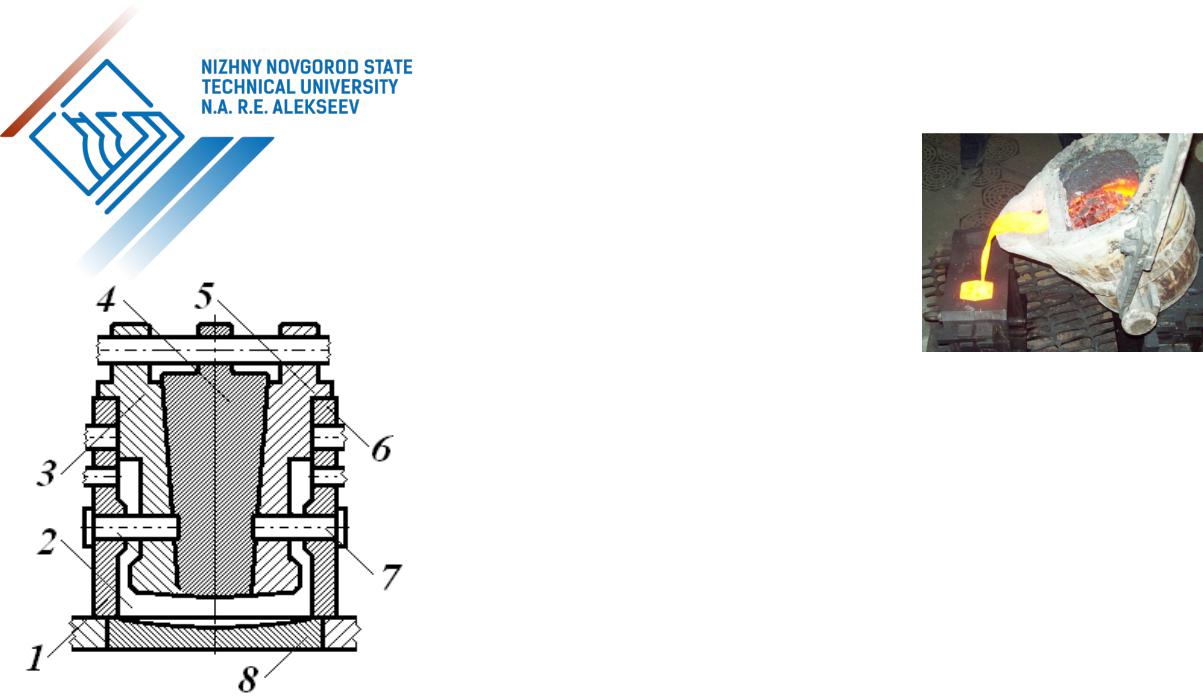
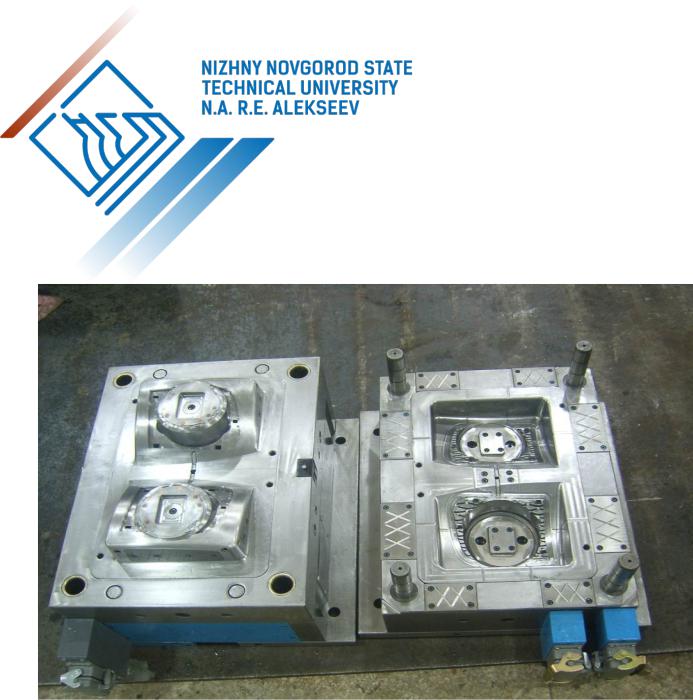
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Формообразование деталей при выполнении литья данного вида производится в металлических разъемных пресс-формах, расплавленный металл в которые подается под давлением. Пресс-форма состоит из двух частей: подвижной и неподвижной.
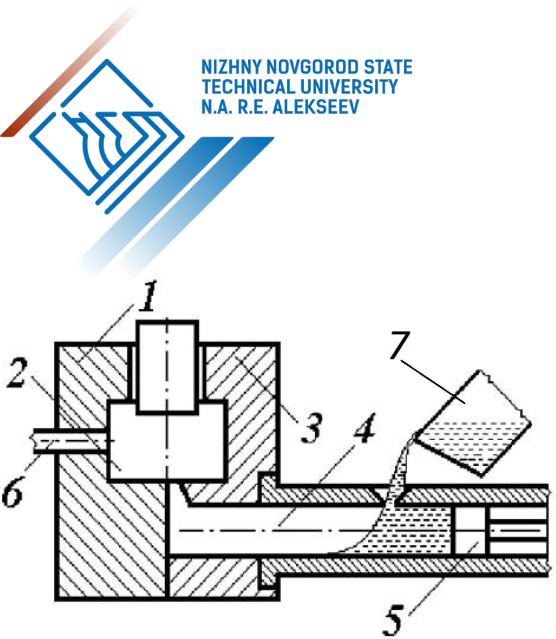
Пресс-форма в машине с холодной компрессионной камерой
Тема 1
В процессе выполнения литья подвижная 1 и неподвижная 3 части пресс-формы с большим усилием прижимаются друг к другу.
Машины для литья под давлением различаются по их расположению относительно источника расплавленного металла. Машины с холодной компрессионной камерой
(см. рисунок) располагаются в стороне от емкости с расплавленным металлом. В процессе выполнения литься расплавленный металл доставляется в компрессионную камеру 4 с помощью огнеупорного ковша огнеупорного ковша – тигеля 7 и запрессовывается поршнем 5 в полость 2 пресс-формы. После затвердевания металла пресс-форма раскрывается, и толкатель 6 удаляют готовую отливку из полости 2. Далее пресс-форму смазывают, закрывают и процесс повторяется.

Тема 1
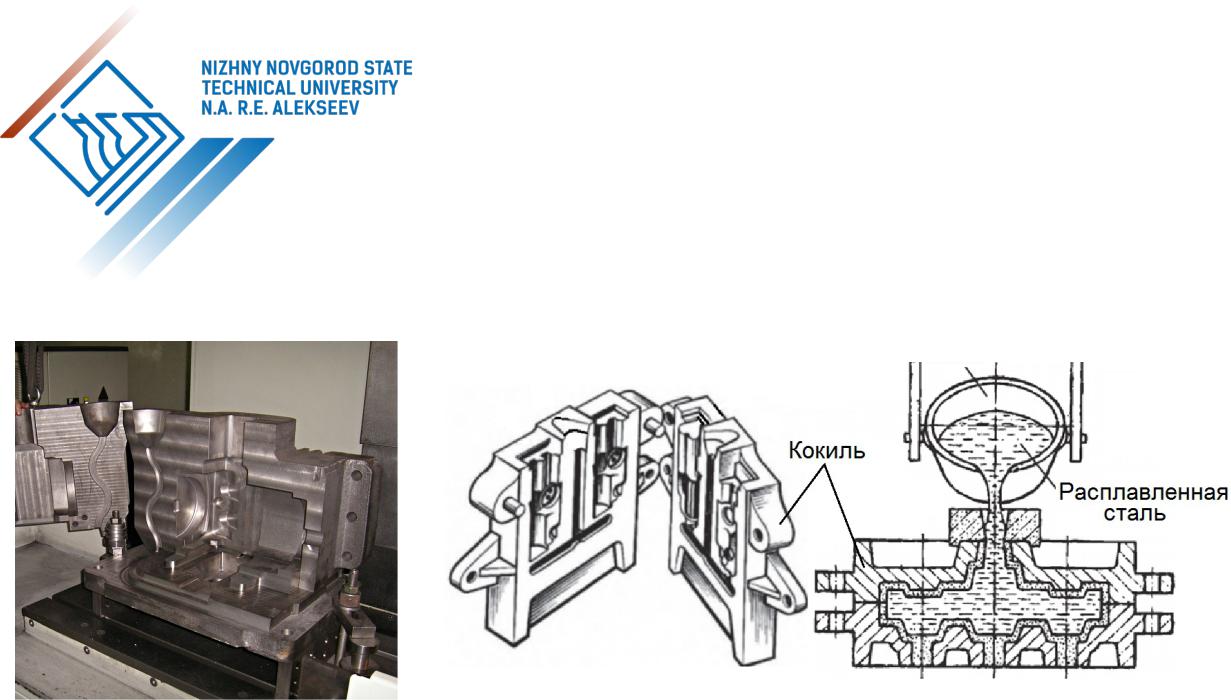
В машинах с горячей компрессионной камерой система подачи металла в прессформу погружена в резервуар с расплавленным металлом. Это позволяет поддерживать постоянную температуру пресс-формы и уменьшать скачки температуры в пресс-форме на разных этапах прессования. Такие машины применяются для формообразования отливок:
-из металлов с высокой – более 900° Цельсия – температурой плавления;
-при высоких требованиях по обеспечению качества.
Пресс-форма в машине с горячей компрессионной камерой
a |
б |
в |
а– исходное положение; б – запрессовка металла в пресс-форму; в – извлечение отливки.
1 – емкость с расплавом металла; 2 – компрессионная камера; 3 – поршень; 4 – металлопровод; 5 – неподвижная часть пресс-формы; 6 – подвижная часть прессформы; 7 – плита выталкивателей; 8 – отливка; 9 – гидроцилиндр; 10 – система нагрева расплава.
Тема 1
Основные достоинства литья под давлением: высокие точность размеров и качество поверхности получаемых отливок; возможность получения тонкостенных отливок и отливок сложных форм; высокая производительность процесса литья. Основные недостатки: высокая стоимость формы и производственного оборудования; ограничения по габаритным размерам выполняемой детали и ее форме.
Тема 1
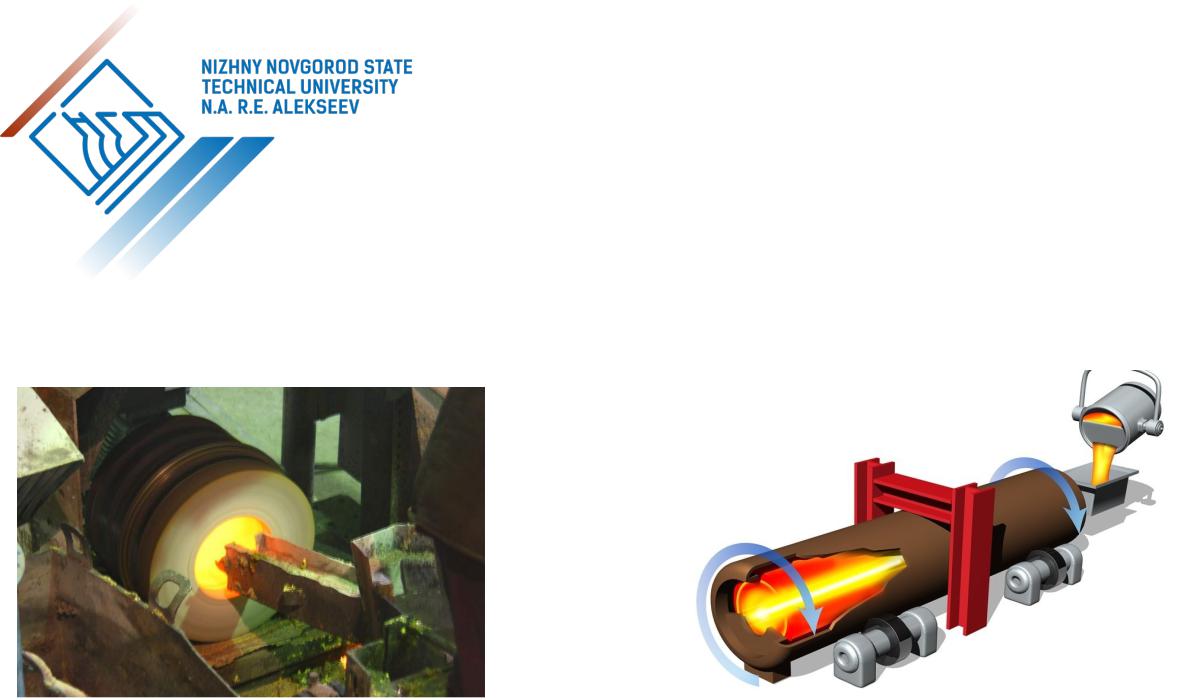
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ Сущность способа заключается в том, что расплавленный металл заливают во
вращающуюся форму. Под действием центробежной силы металл равномерно распределяется по внутренней поверхности формы, заполняет все полости. Затем металл затвердевает, образуя отливку.