

2609
.pdf1.5. ВИНТЫ
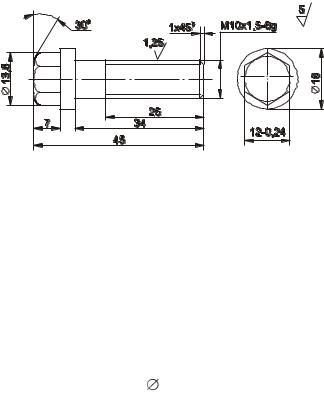
1.5.1. Маршрут обработки винта (вариант 1)
Размеры даны в мм. |
Вид заготовки – прокат. Материал – сталь 45.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
|
|
оборудова- |
Оснастка |
|||
рация |
нование операции |
|||
ние |
|
|||
|
|
|
||
005 |
Рубить пруток Ø 16, вы- |
Пресс К9534 |
|
|
держивая размер 3000 |
|
|||
|
|
|
||
010 |
Править пруток (по мере |
Пресс И5526 |
|
|
надобности) |
|
|||
|
|
|
||
015 |
Заправить концы прутка |
Токарный |
|
|
фасками под угол 150 |
ХС-150 |
|
||
|
Подрезать и центровать |
Автомат |
Цанговый |
|
|
торец, точить фаски, то- |
патрон, |
||
020 |
токарный |
|||
чить шейку Ø13,8 под |
групповая |
|||
|
1Е125П |
|||
|
шестигранник |
накладка |
||
|
|
41

|
Подрезать второй торец, |
Токарный |
Цанговый |
|
025 |
выдерживая размер 7, |
|||
16Т02П |
патрон |
|||
|
точить фаску |
|||
|
|
|
||
|
Фрезеровать шестигран- |
Горизон- |
Специ- |
|
|
тально- |
альное |
||
030 |
ник, выдерживая размер |
|||
фрезерный |
приспо- |
|||
|
S=12-0,24 окончательно |
|||
|
6Р80Ш |
собление |
||
|
|
|||
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная машина |
|
|
|
|
ВМПВ-100 |
|
|
|
Накатать резьбу |
Резьбона- |
|
|
040 |
катный |
Нож |
||
М10х1,5-6g |
||||
|
А9518 |
|
||
|
|
|
||
045 |
Промыть деталь |
Машина |
|
|
моечная |
|
|||
|
|
|
||
|
Навесить бирку с обо- |
|
|
|
050 |
значением детали на |
|
|
|
|
тару |
|
|
|
|
|
Плита по |
|
|
055 |
Технический контроль |
ГОСТ |
|
|
|
|
10905 – 86 |
|
|
|
Термообработка – закал- |
|
|
|
060 |
ка и отпуск на |
|
|
|
|
HRCэ 35-38 |
|
|
|
065 |
Нанесение покрытия |
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
42
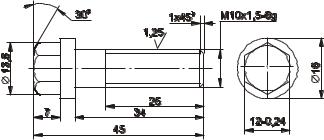
1.5.2. Маршрут обработки винта (вариант 2)
Размеры даны в мм. |
Вид заготовки – прокат. Материал – сталь 45.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
Оснаст- |
|
рация |
нование операции |
оборудование |
ка |
|
005 |
Рубить пруток Ø 16, вы- |
Пресс К9534 |
|
|
держивая размер 3000 |
|
|||
|
|
|
||
010 |
Править пруток (по мере |
Пресс И5526 |
|
|
надобности) |
|
|
||
|
|
|
||
|
|
Сверлильный |
|
|
015 |
Просверлить отв. 3 |
кондуктор |
|
|
|
|
2АМ5 |
|
|
|
Подрезать и центровать |
|
|
|
|
торец, точить шейку под |
|
Цанго- |
|
|
резьбу М10х1,5-6g до |
|
||
|
|
вый па- |
||
|
Ø8,99-0,08 под накатыва- |
Автомат то- |
||
|
трон, |
|||
020 |
ние, точить фаски, то- |
карный |
||
группо- |
||||
|
чить шейку Ø13,8 под |
1Е125П |
||
|
вая на- |
|||
|
шестигранник. Отрезать |
|
||
|
|
кладка |
||
|
деталь, выдерживая раз- |
|
||
|
|
|
||
|
мер 45,5 |
|
|
|
|
43 |
|
|

|
Подрезать второй торец, |
Токарный |
Цанго- |
|
025 |
выдерживая размер 7, |
вый |
||
16Т02П |
||||
|
точить фаску |
патрон |
||
|
|
|||
|
|
|
Специ- |
|
|
Фрезеровать шестигран- |
Горизонталь- |
альное |
|
030 |
ник, выдерживая размер |
но-фрезерный |
приспо- |
|
|
S=12-0,24 окончательно |
6Р80Ш |
собле- |
|
|
|
|
ние |
|
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная машина |
|
|
|
|
ВМПВ-100 |
|
|
040 |
Накатать резьбу |
Резьбонакат- |
Нож |
|
М10х1,5-6g |
ный А9518 |
|||
|
|
|||
045 |
Промыть деталь |
Машина |
|
|
моечная |
|
|||
|
|
|
||
|
Навесить бирку с обо- |
|
|
|
050 |
значением детали на |
|
|
|
|
тару |
|
|
|
|
|
Плита по |
|
|
055 |
Технический контроль |
ГОСТ |
|
|
|
|
10905 – 86 |
|
|
|
Термообработка – закал- |
|
|
|
060 |
ка и отпуск на |
|
|
|
|
HRCэ 35-38 |
|
|
|
065 |
Нанесение покрытия |
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
44
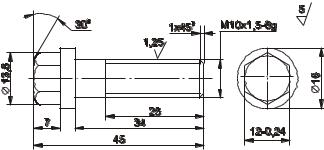
1.5.3. Маршрут обработки винта (вариант 3)
Размеры даны в мм. |
Вид заготовки – прокат. Материал – сталь 45.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
Оснаст- |
|
рация |
нование операции |
оборудование |
ка |
|
005 |
Рубить пруток Ø 16, вы- |
Пресс К9534 |
|
|
держивая размер 3000 |
|
|||
|
|
|
||
010 |
Править пруток (по мере |
Пресс И5526 |
|
|
надобности) |
|
|
||
|
|
|
||
015 |
Заправить концы прутка |
Токарный |
|
|
фасками под угол 150 |
ХС-150 |
|
||
|
Подрезать и центровать |
|
|
|
|
торец, точить шейку под |
|
Цанго- |
|
|
резьбу М10х1,5-6g до |
|
||
|
|
вый па- |
||
|
Ø8,99-0,08 под накатыва- |
Автомат |
||
|
трон, |
|||
020 |
ние, точить фаски, то- |
токарный |
||
группо- |
||||
|
чить шейку Ø13,8 под |
1Е125П |
||
|
вая на- |
|||
|
шестигранник. Отрезать |
|
||
|
|
кладка |
||
|
деталь, выдерживая раз- |
|
||
|
|
|
||
|
мер 45,5 |
|
|
45

|
Подрезать второй торец, |
Токарный |
Цанго- |
|
025 |
выдерживая размер 7, |
вый |
||
16Т02П |
||||
|
точить фаску |
патрон |
||
|
|
|||
|
|
|
Специ- |
|
|
Фрезеровать шестигран- |
Горизонталь- |
альное |
|
030 |
ник, выдерживая размер |
но-фрезерный |
приспо- |
|
|
S=12-0,24 окончательно |
6Р80Ш |
собле- |
|
|
|
|
ние |
|
|
|
Вибрацион- |
|
|
035 |
Зачистить заусенцы |
ная машина |
|
|
|
|
ВМПВ-100 |
|
|
040 |
Накатать резьбу |
Резьбонакат- |
Нож |
|
М10х1,5-6g |
ный А9518 |
|||
|
|
|||
045 |
Промыть деталь |
Машина |
|
|
моечная |
|
|||
|
|
|
||
|
Навесить бирку с обо- |
|
|
|
050 |
значением детали на |
|
|
|
|
тару |
|
|
|
|
|
Плита по |
|
|
055 |
Технический контроль |
ГОСТ |
|
|
|
|
10905 – 86 |
|
|
|
Термообработка – закал- |
|
|
|
060 |
ка и отпуск на |
|
|
|
|
HRCэ 35-38 |
|
|
|
065 |
Нанесение покрытия |
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
46
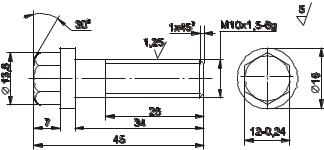
1.5.4. Маршрут обработки винта (вариант 4)
Размеры даны в мм. |
Вид заготовки – прокат. Материал – сталь 45.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
Оснаст- |
|
рация |
нование операции |
оборудование |
ка |
|
005 |
Рубить пруток Ø 16, вы- |
Пресс К9534 |
|
|
держивая размер 3000 |
|
|||
|
|
|
||
010 |
Править пруток (по мере |
Пресс И5526 |
|
|
надобности) |
|
|
||
|
|
|
||
015 |
Заправить концы прутка |
Токарный |
|
|
фасками под угол 150 |
ХС-150 |
|
||
|
Подрезать и центровать |
|
|
|
|
торец, точить шейку под |
|
Цанго- |
|
|
резьбу М10х1,5-6g до |
|
||
|
|
вый па- |
||
|
Ø8,99-0,08 под накатыва- |
Автомат |
||
|
трон, |
|||
020 |
ние, точить фаски, то- |
токарный |
||
группо- |
||||
|
чить шейку Ø13,8 под |
1Е125П |
||
|
вая на- |
|||
|
шестигранник. Отрезать |
|
||
|
|
кладка |
||
|
деталь, выдерживая раз- |
|
||
|
|
|
||
|
мер 45,5 |
|
|
47

|
Подрезать второй торец, |
Токарный |
Цанго- |
|
025 |
выдерживая размер 7, |
вый |
||
16Т02П |
||||
|
точить фаску |
патрон |
||
|
|
|||
|
|
Вибрацион- |
|
|
030 |
Зачистить заусенцы |
ная машина |
|
|
|
|
ВМПВ-100 |
|
|
035 |
Накатать резьбу |
Резьбонакат- |
Нож |
|
М10х1,5-6g |
ный А9518 |
|||
|
|
|||
040 |
Промыть деталь |
Машина |
|
|
моечная |
|
|||
|
|
|
||
|
Навесить бирку с обо- |
|
|
|
045 |
значением детали на |
|
|
|
|
тару |
|
|
|
|
|
Плита по |
|
|
050 |
Технический контроль |
ГОСТ |
|
|
|
|
10905 – 86 |
|
|
|
Термообработка – закал- |
|
|
|
055 |
ка и отпуск на |
|
|
|
|
HRCэ 35-38 |
|
|
|
060 |
Нанесение покрытия |
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
48
1.5.5. Маршрут обработки винта (вариант 5)
Размеры даны в мм. |
Вид заготовки – прокат. Материал – сталь 45.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
Оснаст- |
|
рация |
нование операции |
оборудование |
ка |
|
005 |
Термообработка – зака- |
|
|
|
лить пруток до HRCэ 60 |
|
|
||
|
|
|
||
010 |
Рубить пруток Ø 16, вы- |
Пресс К9534 |
|
|
держивая размер 3000 |
|
|||
|
|
|
||
015 |
Править пруток (по мере |
Пресс И5526 |
|
|
надобности) |
|
|||
|
|
|
||
020 |
Заправить концы прутка |
Токарный |
|
|
фасками под угол 150 |
ХС-150 |
|
||
|
Подрезать и центровать |
|
|
|
|
торец, точить шейку под |
|
Цанго- |
|
|
резьбу М10х1,5-6g до |
|
||
|
|
вый па- |
||
|
Ø8,99-0,08 под накатыва- |
Автомат |
||
|
трон, |
|||
025 |
ние, точить фаски, то- |
токарный |
||
группо- |
||||
|
чить шейку Ø13,8 под |
1Е125П |
||
|
вая на- |
|||
|
шестигранник. Отрезать |
|
||
|
|
кладка |
||
|
деталь, выдерживая раз- |
|
||
|
|
|
||
|
мер 45,5 |
|
|
|
|
49 |
|
|

|
Подрезать второй торец, |
Токарный |
Цанго- |
|
030 |
выдерживая размер 7, |
вый |
||
16Т02П |
||||
|
точить фаску |
патрон |
||
|
|
|||
|
|
|
Специ- |
|
|
Фрезеровать шестигран- |
Горизонталь- |
альное |
|
035 |
ник, выдерживая размер |
но-фрезерный |
приспо- |
|
|
S=12-0,24 окончательно |
6Р80Ш |
собле- |
|
|
|
|
ние |
|
|
|
Вибрацион- |
|
|
040 |
Зачистить заусенцы |
ная машина |
|
|
|
|
ВМПВ-100 |
|
|
045 |
Нарезать резьбу |
Резьбонакат- |
Нож |
|
М10х1,5-6g |
ный А9518 |
|||
|
|
|||
050 |
Промыть деталь |
Машина |
|
|
моечная |
|
|||
|
|
|
||
|
Навесить бирку с обо- |
|
|
|
055 |
значением детали на |
|
|
|
|
тару |
|
|
|
|
|
Плита по |
|
|
060 |
Технический контроль |
ГОСТ |
|
|
|
|
10905 – 86 |
|
|
065 |
Нанесение покрытия |
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
50