

2609
.pdf6.Закалка и отпуск.
7.Установка в патрон и установка люнета.
8.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
9.Чистовая обточка наружной поверхности.
10.Перестановка детали и люнета.
11.Чистовая расточка отверстия. Восстановление фаски под центр.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Контроль.
16.Нарезание шлицев фрезерованием.
17.Снятие заусенцев на кромках электродом-щеткой.
18.Маркирование торца большего диаметра.
31
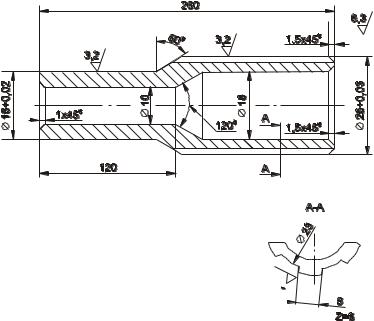
1.3.4. Валы шлицевые термоулучшаемые (вариант 4) |
Материал – сталь 45. |
Калить до 40-42 HRCэ. |
Исходные данные:
1. Чертеж детали с ТУ.  2. Тип производства – серийное.
2. Тип производства – серийное.  3. Каталог (база данных) средств техноло-
3. Каталог (база данных) средств техноло-
гического оснащения.
+ 0,0 |
8 |
- 0,0 |
7 |
Выбор заготовки: Штамповка.
План механической обработки:
1.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
2.Сверление отверстия большего диаметра.
3.Перестановка заготовки, перестановка люнета.
4.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
5.Сверление отверстия на проход.
32
6.Закалка и отпуск.
7.Установка в патрон и установка люнета.
8.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
9.Чистовая обточка наружной поверхности.
10.Перестановка детали и люнета.
11.Чистовая расточка отверстия. Восстановление фаски под центр.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Нарезание шлицев протягиванием.
16.Снятие заусенцев на кромках электродом-щеткой.
17.Маркирование торца большего диаметра.
18.Контроль.
33
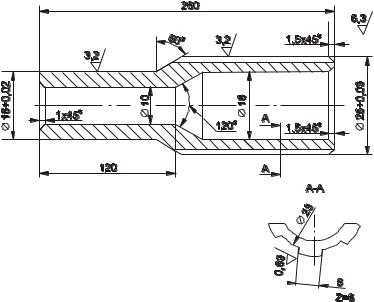
1.3.5. Валы шлицевые термоулучшаемые (вариант 5) |
Материал – сталь 45. |
|
|
|
|
Калить до 40-42 HRCэ. |
|
|
|
|
Исходные данные: |
- 0, |
|
|
|
|
|
+ 0,0 |
8 |
|
|
|
|
0 |
7 |
1. |
Чертеж детали с ТУ. |
|
|
|
2. |
Тип производства – серийное. |
|
|
|
3. |
Каталог (база данных) |
средств технологического ос- |
||
нащения.
Выбор заготовки: Штамповка.
План механической обработки:
1.Установка в патрон и установка люнета. Подрезка правого торца и черновая обточка наружной поверхности. Обработка внутренней фаски.
2.Сверление отверстия большего диаметра.
3.Перестановка заготовки, перестановка люнета.
4.Подрезка другого торца и черновая обработка наружной поверхности со стороны этого торца. Обработка внутренней фаски.
5.Сверление отверстия на проход.
34
6.Закалка и отпуск.
7.Установка в патрон и установка люнета.
8.Чистовая расточка внутренней поверхности. Восстановление фаски под центр.
9.Чистовая обточка наружной поверхности.
10.Перестановка детали и люнета.
11. Чистовая расточка отверстия. Восстановление фаски под центр.
12.Чистовая обточка наружной поверхности.
13.Установка детали в центры.
14.Окончательное шлифование наружной поверхности.
15.Нарезание шлицев шлифованием.
16.Снятие заусенцев на кромках электродом-щеткой.
17.Маркирование торца большего диаметра.
18.Контроль.
35
1.4. БОЛТЫ
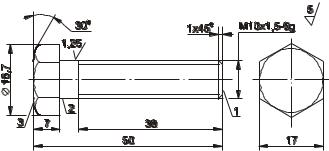
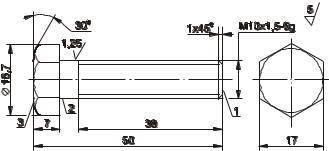
1.4.1.Болт с шестигранной головкой, крепежный (вариант 1)
Материал - сталь 3. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3. Каталог (база данных) средств технологического оснащения.
Выбор заготовки: Круглый прокат.
План механической обработки:
1.Подрезка торца 1.
2.Проточка поверхности 2 начерно и начисто.
3.Нарезание резьбы плашкой.
4.Закалка и отпуск на твердость 52 HRCэ.
5.Отрезка болта.
6.Зачистка торца 3.
7.Маркирование.
8.Контроль.
36
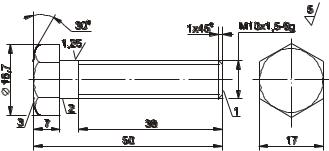
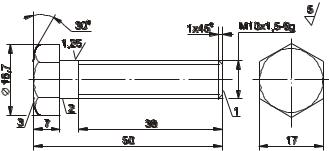
1.4.2.Болт с шестигранной головкой, крепежный (вариант 2)
Материал - сталь 3. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки:
Стандартный прокат (шестигранный).
План механической обработки:
1.Проточка поверхности 2 начерно и начисто.
2.Подрезка торца 1.
3.Нарезание резьбы плашкой.
4.Отрезка болта.
5.Зачистка торца 3.
6.Маркирование.
7.Контроль.
37
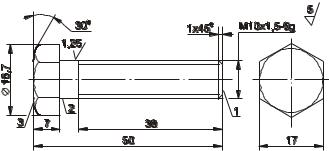
1.4.3.Болт с шестигранной головкой, крепежный (вариант 3)
Материал - сталь 3. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки:
Стандартный прокат (шестигранный).
План механической обработки:
1.Подрезка торца 1.
2.Проточка поверхности 2 начерно и начисто.
3.Нарезание резьбы резцом.
4.Отрезка болта.
5.Зачистка торца 3.
6.Маркирование.
7.Контроль.
38
1.4.4.Болт с шестигранной головкой, крепежный (вариант 4)
Материал - сталь 3. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки:
Стандартный прокат (шестигранный.
План механической обработки:
1.Подрезка торца 1.
2.Проточка поверхности 2 начерно и начисто.
3.Отрезка болта.
4.Нарезание резьбы плашкой.
5.Зачистка торца 3.
6.Маркирование.
7.Контроль.
39
1.4.5.Болт с шестигранной головкой, крепежный (вариант 5)
Материал - сталь 3. |
Исходные данные:
1.Чертеж детали с ТУ.
2.Тип производства – серийное.
3.Каталог (база данных) средств технологического оснащения.
Выбор заготовки:
Стандартный прокат (шестигранный).
План механической обработки:
1.Подрезка торца 1.
2.Проточка поверхности 2 начерно и начисто.
3.Нарезание резьбы на фрезерном станке.
4.Отрезка болта.
5.Зачистка торца 3.
6.Маркирование.
7.Контроль.
40