

Инструментальное оснащение технологических процессов металлообрабо
..pdfТаблица 1 . 8
Выбор радиуса при вершине пластины и величины подачи
Rа,мкм |
|
Радиус при вершин пластины, мм |
|
||
0,4 |
0,8 |
1,2 |
1,6 |
2,4 |
|
|
|
|
Подача, мм/об. |
|
|
0,6 |
0,07 |
0,10 |
0,12 |
0,14 |
0,17 |
|
|
|
|
|
|
1,6 |
0,11 |
0,15 |
0,19 |
0,22 |
0,26 |
|
|
|
|
|
|
3,2 |
0,17 |
0,24 |
0,29 |
0,34 |
0,42 |
|
|
|
|
|
|
6,3 |
0,22 |
0,30 |
0,37 |
0,43 |
0,53 |
8,0 |
0,27 |
0,38 |
0,47 |
0,54 |
0,66 |
12 |
|
|
|
1,08 |
1,32 |
Для достижения необходимой шероховатости обрабатываемой поверхности можно воспользоваться следующими рекомендациями: установить величину подачи не выше 1/3 величины радиуса при вершине пластины. Используя зависимость, приведенную на рис.1.12, определить величину шероховатости и сверить полученное значение с требуемым.
|
R |
= |
S 2 |
1000 (мкм) |
re |
max |
|
8 rε |
|
S |
max |
|
|
|
|
|
|
|
|
|
R |
|
|
|
Рис. 1.12. Определение шероховатости поверхности |
||||
Поскольку резцедержатель проектируется с гнездом для конкретной формы и в соответствии с размером пластины, то посадочное гнездо в выбранной державке должно соответствовать форме и размеру используемой пластины и должно быть обеспечено совпадение соответствующих элементов стандартных обозначений пластины и державки (рис.1.13).
Державка SCLCR 16 16 H 09
Пластина CCMG 09 04 08 PF
Рис. 1.13. Стандартные обозначения пластины и державки резца
21
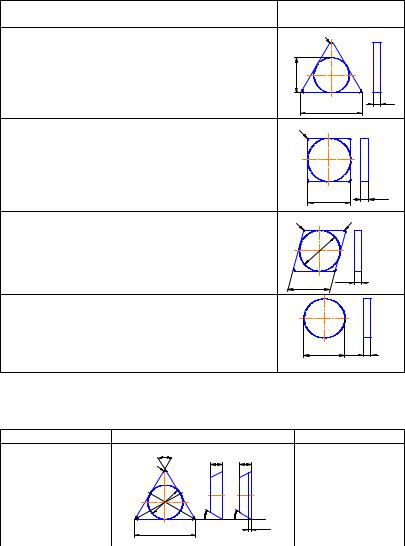
Форма и размеры СМП из режущей керамики и кубического нитрида бора приведены в табл. 1.9 и 1.10.
Таблица 1 . 9
Форма и размеры пластин из режущей керамики
Наименование пластин, |
Оснащаемый |
||||||
|
основные размеры, мм |
инструмент |
|||||
Пластина правильной трех- |
Токарные, проход- |
||||||
гранной формы d x S: |
ные, |
подрезные и |
|||||
6,35 х 3,18; |
9,525 |
х 3,18; |
расточные резцы |
||||
9,525 |
х 4,76; 9,525 |
х 6,36; |
|
|
|
|
|
12,7 х 4,76; |
12,7 х |
7,93 |
|
|
|
|
|
Пластина квадратной формы |
Токарные, |
проход- |
|||||
d х S: |
х 3,18; |
9,525 х 4,76; |
ные |
и |
расточные |
||
9,525 |
резцы, |
|
торцовые |
||||
12,7 х 4,76; |
12,7 |
х 6,35; |
фрезы |
|
|
|
|
15,875 х 4,76; 15,875 х 7,93; |
|
|
|
|
|||
19,05 |
х 6,35; |
19,06 х 7,93 |
|
|
|
|
|
Пластина ромбической |
Токарные, |
проход- |
|||||
формы с углом 800 d х S: |
ные |
и |
расточные |
||||
12,7 х 4,76; |
12,7 |
х 7,93; |
резцы, |
|
торцовые |
||
15,875 х 4,76; 15,875 х 7,93 |
фрезы |
|
|
|
|||
Пластина круглой формы |
Торцовые |
|
фрезы, |
||||
d х S: |
х 3,18; |
9,525 х 4,76; |
резцы |
|
|
|
|
6,350 |
|
|
|
|
|||
9,525 |
х 7,93; |
12,7 х 4,76; |
|
|
|
|
|
12,7 х 7,93; |
15,875 х 7,93 |
|
|
|
|
||
Эскиз
r
d
S
l
r
l S
r |
r |
d |
|
l |
S |
|
|
d |
S |
Таблица 1 . 1 0
Форма пластин из сверхтвердых материалов на основе КНБ
Форма
Трёхгранная
|
Эскиз |
|
|
Основные размеры |
|
60Å |
S |
|
S |
|
|
r |
|
|
мм |
||
|
|
|
d = 3,97…7,93 |
||
|
|
|
|
||
|
|
|
|
l = 6,88…13,75 |
мм |
d |
|
|
|
S = 3,18...4,76 MM |
|
|
|
|
|
||
|
α |
α |
1,0 |
α = 0; 7; 11° |
|
l |
|
|
|
||
|
|
|
|
||
|
|
|
|
|
|
ÖÄ
22
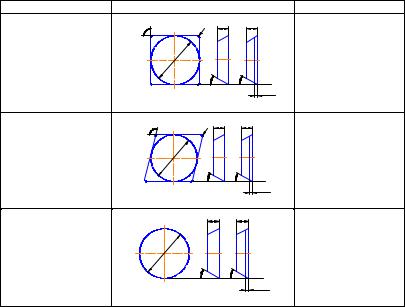
Окончание табл. 1 . 1 0
Форма
Квадратная
Ромбическая
Круглая
Эскиз
Å |
r |
S |
S |
0 |
|
|
|
9 |
|
|
|
|
d |
|
|
|
α |
α |
1,0 |
|
|
|
|
|
|
Ö |
Ä |
0Å |
r |
S |
S |
10 |
|
|
|
|
d |
|
|
|
α |
α |
1,0 |
|
|
|
|
|
|
Ö |
Ä |
|
s |
|
s |
d |
|
|
|
|
α |
α |
1,0 |
|
|
|
Ö Ä
Основные размеры
d = 3,18…9,52 |
мм |
S = 3,18...4,76 MM |
|
α = 0; 7; 11° |
|
d = 3,18…9,52 |
мм |
l = 4,03…9,66 |
мм |
S = 3,18...4,76 MM |
|
α = 0; 7; 11° |
|
d = 3,6…8,0 |
мм |
S = 3,18...3,97 MM α = 0; 7; 11°
Примечание. Ц – цельные пластины; Д – двухслойные
1.4. Геометрия передней поверхности пластины
Геометрия передней поверхности пластины определяет характер процесса резания, ее стойкость, а также область устойчивого стружкообразования. Выбирается соответствующая геометрия, исходя из обрабатываемого материала, типа и условий обработки.
Форма передней поверхности у твердосплавных СМП может быть плоская (см. рис. 1.9, 6, г, д, е) или со стружколомающими канавками с одной (см. рис. 1.9, а, в, з) или двух (см. рис. 1.9, ж) сторон. При выборе формы передней поверхности СМП необходимо обеспечить получение оптимальных передних углов на режущем лезвии и на фаске и гарантированное дробление стружки при заданных условиях обработки.
Различают геометрии, предназначенные для черновой, получистовой и чистовой обработки как для негативных, так и для позитивных и негативно-позитивных геометрий пластин (рис.1.14).
23
|
Негативная |
Позитивная |
Негативно-позитивная |
g=0 |
g=0 |
|
g>0 |
a=0 |
a>0 |
|
a=0 |
Рис.1.14. Виды геометрии пластин
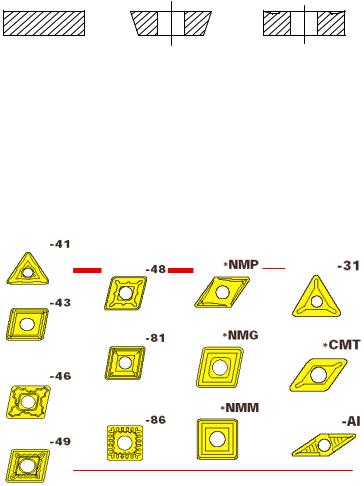
Наиболее распространенные геометрии передних поверхностей пластин, выпускаемых ОАО «Sandvik МКТС» [30, 31], приведены на рис.1.15.
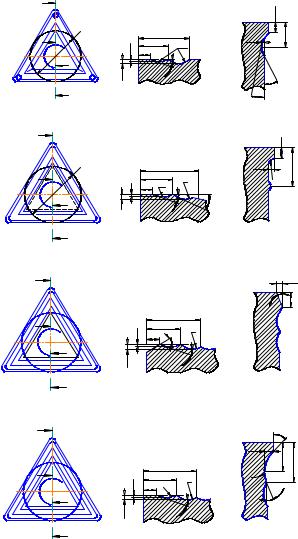
Пластины могут быть снабжены одинарными, двойными или тройными стружколомающими канавками (рис.1.16). Последние обеспечивают расширение диапазона значений возможных глубин резания и подач. При малых сечениях среза работает первая канавка, при больших − вторая и т.д.
с задними углами
Рис.1.15. Геометрии передних поверхностей пластин ОАО «Sandvik МКТС»
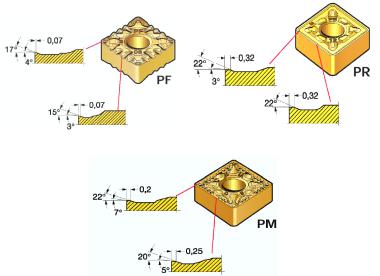
В качестве примера на рис.1.17 приведены геометрии передней поверхности пластин для обработки стали (группа резания материалов по ISO – Р) для чистовых (F), черновых (R) и полу-
чистовых (М) операций [3, 17, 30, 31, 35].
24
Á |
|
|
|
|
|
|
A-A(повернуто) |
||
|
d |
|
1,95 |
|
|
|
|
||
Á |
2,52 |
1,2 |
R1,7 |
|
0,18 |
||||
|
||||
|
À |
|
|
|
4,96 |
Å |
1 |
|
1 |
À
а
Á
|
|
A-A(повернуто) |
|
||
|
d |
|
|
b2 |
|
|
|
|
b1 |
r |
|
Á |
|
f |
|
|
|
|
h |
|
1,5r |
|
|
|
1 |
|
|
|
|
À |
|
|
|
|
' |
h2 |
|
|
g |
g |
|
Á-Á |
0,18 |
|
|
0,17 |
1,8 |
|
|
|
25Å |
15Å |
|
Á-Á
|
f |
0,4 |
1,2 |
|
R1,7 |
|
À |
б |
|
|
Á |
|
|
|
|
|
|
|
|
|
|
|
A-A(повернуто) |
||
|
|
|
|
4,58 |
Á |
|
|
1,9 |
R4 |
3,2 |
0,5 |
|
||
|
7 |
|||
|
|
Å |
||
|
À |
|
|
Å |
|
3,24 |
|
|
|
|
|
|
5 |
|
|
|
|
|
1 |
B-B |
0,2 |
Å |
0,5 |
7 |
 R2
R2
|
À |
в |
|
|
Á |
|
|
|
|
|
|
|
|
|
|
|
A-A(повернуто) |
||
|
|
|
|
2,89 |
Á |
|
|
1,5 |
R1 |
0,2 |
0,25 |
|
||
|
R0,5 |
|||
|
À |
|
|
|
|
0,22 |
|
|
Å |
|
|
|
2 |
|
|
|
|
|
1 |
Á-Á |
1 |
|
|
|
|
2Å |
|
|
|
|
|
0,2 |
|
1,25 |
1,5 |
R4 |
|
3Å 1
À
г
Рис. 1.16. Формы передних поверхностей СМП: а – при подаче до 0,25 мм/об; б – при подаче до 0,3 мм/об; в – для глубины резания до 8 мм и подаче до 0,4 мм/об; г – тяжелые условия обработки (глубина до 15 мм, подача более 0,4 мм/об.)
25
а |
б |
в
Рис.1.17. Геометрии пластин: а − для чистовых операций с диапазоном
подач S = 0,1…0,4 мм/об и глубиной резания t = 0,3…1,5 |
мм; б − для |
|
черновых операций S = 0,25…0,8 мм/об и t = 1,5…10 |
мм; в − для |
|
получистовых операций S = 0,15…0,5 |
мм/об и t = 0,5…5,5 мм |
|
Пластины негативно-позитивной |
геометрии |
(см. рис.1.15, |
α = 0, γ > 0): 41, 43 − двусторонние с большим положительным передним углом γ для чистовой обработки; 46 − двусторонняя для чистовой и получистовой обработки; 49 − двусторонняя с большими отрицательными фасками для чистовой и получистовой обработки; 48 − двусторонняя с малыми углами γ для черновой обработки; 81 − односторонняя с большим положительным передним углом γ для черновой обработки; 86 − односторонняя с положительными передними углами γ для черновой обработки при прерывистом резании; NMP − двусторонняя с положительным передним углом γ для обработки жаропрочных и цветных сплавов; HMG − двусторонняя пластина с отрицательной фаской для обработки углеродистых сталей; NMM − односторонняя пластина в виде двойной лунки с отрицательной фаской для обработки нержавеющих сталей.
26
Геометрия позитивных пластин (см. рис.1.15, α > 0, γ = 0): 31 – пластина с задними углами для обработки различных материалов; CMT − пластина с задними углами с фасками по передней поверхности для чистовой и получистовой обработки; AI − высокоточная пластина с задними углами и острыми режущими кромками для обработки цветных сплавов и пластмасс.
Выбор геометрии пластин можно осуществить в зависимости от принадлежности обрабатываемого материала к какой-либо из основных групп резания P, M, K, N, S, H, а также вида обработки
(табл.1.11).
Таблица 1 . 1 1
Выбор геометрии передней поверхности пластин
Группа |
|
|
|
Тип обработки |
|
|
|
|||
резания |
Чистовая |
Получистовая |
Легкая черновая |
Черновая |
||||||
по ISO |
P/M |
S |
P/M |
|
S |
P/M |
S |
P/M |
S |
|
Р Сталь |
|
-43 |
-31 |
-46 |
|
*СМТ |
-49 |
*СМТ |
-86 |
− |
М |
|
-43/-46 |
-31 |
-46 |
|
*CMT |
-49 |
*CMT |
-49 |
− |
Нержавеющая |
|
|
|
|
|
|
|
|
|
|
сталь |
|
*NMP |
-31 |
-NMP |
|
-31 |
*NMP |
− |
*NMP |
− |
К |
|
*NMА |
*СМТ |
*NMА |
|
*СМТ |
*NMА |
*СМТ |
*NMА |
*СМТ |
Чугун |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
N |
|
|
|
|
|
|
|
|
|
|
Цветные |
ме- |
*NMP |
-АI |
*NMP |
|
-АI |
*NMP |
-АI |
*NMP |
-АI |
таллы |
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
Жаропрочные |
*NMP |
-31 |
*NMP |
|
-31 |
*NMP |
− |
*NMP |
− |
|
и титановые |
|
|||||||||
сплавы |
|
|
|
|
|
|
|
|
|
|
H |
|
|
|
|
|
|
|
|
|
|
Материалы |
*NMА |
*СМТ |
*NMА |
|
*СМТ |
*NMА |
*СМТ |
*NMА |
*СМТ |
|
высокой |
твер- |
|
||||||||
дости |
|
|
|
|
|
|
|
|
|
|
Таким образом, в соответствии с ГОСТ 26476-86 и международной классификацией ISO система обозначения режущих пластин резцов для наружного точения приведена на рис.1.18.
27
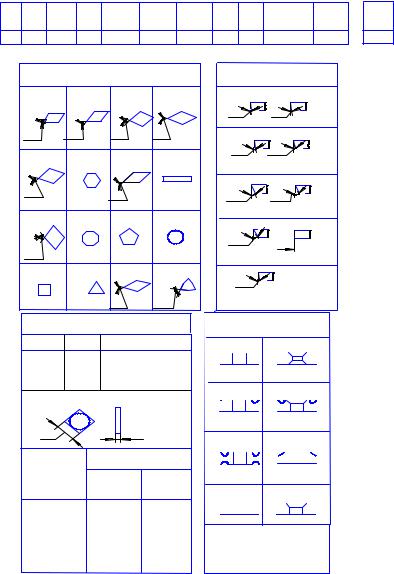
C N M G 12 04 08 T R 010 20 - PF |
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
1. Форма пластины
A B C D
85Å 82Å 80Å 55Å
E |
H K |
L |
75Å |
55Å |
|
|
|
M O P R
86Å
S T V W
35Å 80Å
3. Класс точности
Класс |
s |
iC/iW |
|
|
G |
±0,13 |
±0,025 |
1) |
|
M |
±0,05 ±0,15 |
|||
U |
|
±0,08 |
±0,25 1) |
|
Å |
±0,025 |
±0,25 |
|
|
ic |
|
S |
|
|
Вписанная |
Класс точности |
|||
окружность |
Ì |
U |
|
|
ic, ìì |
|
|
||
3...10 |
±0,05 |
±0,08 |
||
12...13 |
±0,08 |
±0,13 |
||
16...20 |
±0,10 |
±0,18 |
||
25...32 ±0,15 ±0,25
2. Задний угол
A |
|
B |
|
3Å |
5Å |
|
|
C |
|
D |
|
7Å |
15Å |
||
E |
|
F |
|
20Å |
25Å |
||
G |
|
N |
|
30Å |
0Å |
||
|
|||
|
|
||
P 11Å |
Специальный |
O |
4. Тип пластины
A 
 Q
Q 

M 
 T
T 


G 

 R
R 


N 
 W
W

Х−специальная конструкция
Рис. 1.18. Система обозначения пластин
28
5. Длина режущей кромки |
|
6. Толщина |
|
|||||||
d= ic |
R |
S |
T |
C |
D |
V |
W |
01 s=1,59 |
||
|
|
|
|
|
|
|
|
|
||
ìì |
Äþéì |
|
|
|
|
|
|
s |
T1 s=1,98 |
|
3.97 |
5/32" |
|
|
06 |
|
|
|
|
02 s=2,38 |
|
|
|
|
|
|
|
03 s=3,18 |
||||
5.00 |
|
05 |
|
|
|
|
|
s |
||
|
|
|
|
|
|
T3 s=3,97 |
||||
5.56 |
7/32" |
|
|
09 |
|
|
|
03 |
||
|
|
|
|
|
04 s=4,76 |
|||||
6.00 |
|
06 |
|
|
|
|
|
|
||
|
|
|
|
|
|
s |
05 s=5,56 |
|||
6.35 |
1/4" |
|
|
11 |
06 |
07 |
|
|||
|
|
|
04 |
06 s=6,35 |
||||||
8.00 |
|
08 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
07 s=7,94 |
|||
9.525 |
3/8" |
09 |
09 |
16 |
09 |
11 |
16 |
06 |
||
09 s=9,52 |
||||||||||
10.0 |
|
10 |
|
|
|
|
|
s |
||
|
|
|
|
|
|
|
12 s=12,7 |
|||
12.0 |
|
12 |
|
|
|
|
|
|
||
12.7 |
1/2" |
12 |
12 |
22 |
12 |
15 |
|
08 |
|
|
15.875 |
5/8" |
15 |
15 |
27 |
16 |
|
|
12. Обозначение изготовителя |
||
16.0 |
|
16 |
|
|
|
|
|
|||
19.05 |
3/4" |
19 |
19 |
33 |
19 |
|
|
|||
20.0 |
|
20 |
|
|
|
|
|
|
|
|
25.0 |
|
25 |
|
|
|
|
|
PF - ISO P длячистовойобработки |
||
25.4 |
1" |
25 |
25 |
|
25 |
|
|
|||
31.75 |
1, 1/4" |
31 |
|
|
|
|
|
PR - ISO P длячерновойобработки |
||
|
|
|
|
|
|
|
||||
32 |
|
32 |
|
|
|
|
|
|
|
|
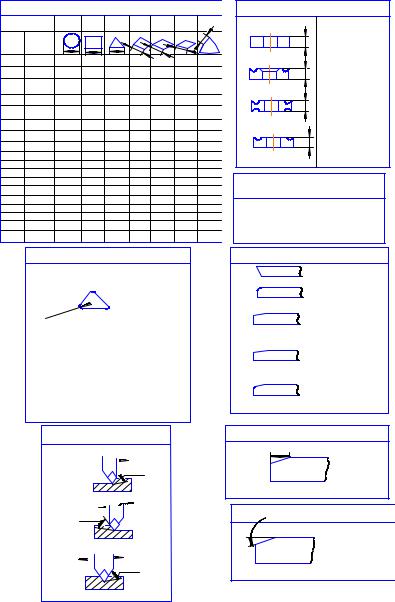
7. Радиус при вершине, re ìì |
8. Состояние режущей кромки |
||||
MO, 00 re - круглая пластина |
F |
Острая кромка |
|||
|
|
04 re =0.4 |
E |
Округленная кромка |
|
r |
ε |
08 re =0.8 |
|
|
|
|
|
|
|||
|
|
12 |
re =1.2 |
T |
Кромка с отрицательной |
|
|
|
фаской |
||
|
|
16 |
re =1.6 |
|
|
|
|
24 re =2.4 |
K |
Кромка с двойной |
|
|
|
|
отрицательной фаской |
||
О0 - значение iC в дюймах |
S |
Округленная кромка |
|||
|
|
|
|
|
с отрицательной фаскоé |
MO - значение iC в метрических единицах
9. Исполнение резца
 Подача
Подача
 KÃ
KÃ
R
Ïîäà÷à
KÃ
L
Подача Подача
Подача
 KÃ
KÃ
N
10. Ширина фаски
bgn |
010 bgn =0.10 |
|
025 bgn =0.25 |
|
070 bgn =0.70 |
|
150 bgn =1.50 |
|
200 bgn =2.00 |
11. Угол фаски γ
15 gn = 15Å
20 gn = 20Å
Рис. 1.18. Система обозначения пластин (окончание)
29
1.5. Материал режущей пластины
Для оснащения токарного инструмента используются следующие инструментальные материалы: быстрорежущие стали (БС), твердый сплав с покрытием (НС); твердый сплав без покрытия (НW); керметы с покрытием (НС); керметы без покрытия (НТ); оксидная режущая керамика (СА); оксидно-карбидная режущая керамика (СМ); нитридная керамика (СN); керамика с покрытием (СС); кубический нитрид бора (СВN); искусственные поликристаллические алмазы (DР); твердый сплав с покрытием СVD из поликристаллического алмаза (НС).
В соответствии с ГОСТ 19269-73 (в ред. 1991 г.) быстрорежущие стали подразделяются:
1. Быстрорежущие стали нормальной производительности, теплостойкость которых составляет не менее 620° (что соответствует быстрорежущим сталям HSS (High Speed Steel) по стандарту
ISO 4957-80).
2. Быстрорежущие стали повышенной производительности (теплостойкости) с увеличением содержания углерода, ванадия и кобальта. По системе ISO эти стали обозначаются: HSS-Е,
HSS-Со ( HSS-К).
3. Быстрорежущие стали высокой производительности (теплостойкости), характеризующиеся пониженным содержанием углерода, но весьма большим содержанием легирующих элементов.
Быстрорежущие стали, полученные традиционным методом электрошлакового переплава, характеризуются достаточно большим крупным зерном и баллом карбидной неоднородности
(8…9 баллов).
Эффективным способом улучшения технологических и эксплуатационных свойств быстрорежущих сталей является метод порошковой металлургии. Быстрорежущие стали, полученные методами порошковой металлургии, имеют однородную мелкозернистую структуру, хорошие технологические и эксплуатационные свойства.
Основные свойства и область применения быстрорежущих сталей приведены в табл. 1.12.
Материал режущих твердосплавных пластин выбирается в зависимости от обрабатываемого материала, типа операции и условий обработки. В соответствии с государственными стандартами существует огромное разнообразие обрабатываемых материалов.
30