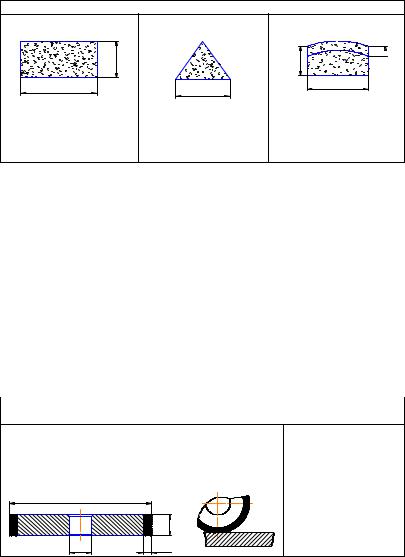
Тип, маркировка и размеры круга
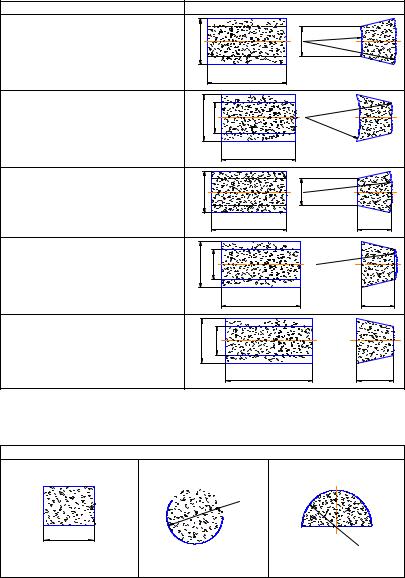
С полукругло-выпуклым профилем
по ГОСТ 16180-91, тип 1FF1, 1FF1 D ·R ·T ·Х · H. D = 50 250 мм, T = 2 30 мм, H = 16 51 мм,
R = 1 15 мм, Х = 2 6 мм
Конический с углом 45° по ГОСТ 16172-90,
тип 12А2-45°, 12А2-45° D ·T · W ·Х · H. D = 50 250 мм, T = 20 52 мм,
H = 16 76 мм, Х = 2 6 мм, W = 2 20 мм
D
W |
X |
T |
4 |
5 |
|
Å |
H |
|
|
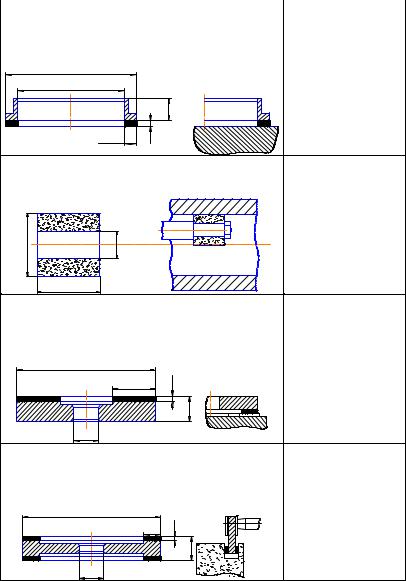
Тарельчатые |
С углом 45° по ГОСТ 16174-91, тип 12V5-45°, 12V5-45° D ·T ·W ·Х ·V· H.
D = 50 250 мм, T = 20 40 мм,
H = 16 51 мм, Х = 3 5 мм, W = 3 6 мм, V = 15; 25°
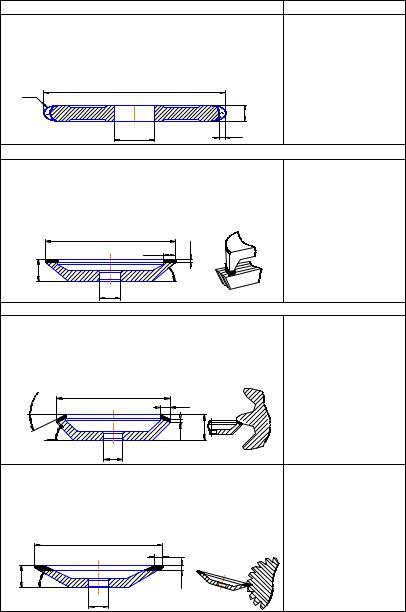
С углом 25° по ГОСТ 16176-82, тип 12R4, 12R4 D ·T ·W ·Х ·H.
D = 125 300 мм, T = 6 16 мм, H = 16 51 мм, Х = 1,5; 2; 3 мм, W = 4 40 мм
Область применения
Обработка канавок инструментов и шлифование фасонного профиля
Заточка и доводка многолезвийного твердосплавного инструмента с прямым и винтовым зубом по передней поверхности
Заточка и доводка многолезвийного твердосплавного инструмента с прямым и винтовым зубом по передней и задней поверхностям
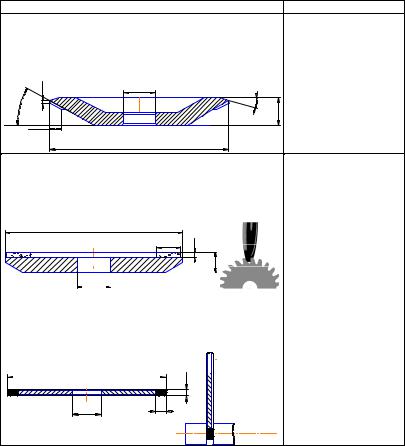
Заточка и доводка передней поверхности зубьев твердосплавного инструмента (развертки, фрезы, протяжки, долбяки, червячные фрезы и др.)


 D
D